Изобретение относится к металлургии и может быть использовано в процессах получения окатышей.
Известен способ управления процессом грануляции, в котором для повышения выхода кондиционных окатышей измеряют содержание в окатышах крупной и мелкой некондиционных фракций и в зависимости от их отношения осуществляют регулирование скорости вращения или угла наклона тарели к горизонту. Этот способ требует одновременного измерения трех классов крупности окатышей и система регулирования обладает большим временем запаздывания.
Известен также, принятый за прототип способ регулирования процесса окомкования путем изменения скорости вращения гранулятора, угла наклона тарели к горизонту, добавки воды или связующего в зависимости от рассогласования между заданным и текущим значениями количества годных сырых окатышей и расхода шихты.
Недостатком этого способа является то, что при производительности окомкователя выход годных окатышей при оптимальных значениях регулируемых параметров может существенно отличаться. В результате при увеличении производительности выход кондиционных окатышей и окатышей узкого класса крупности снижается. Уменьшение выхода узкого класса крупности приводит к потере газопроницаемости обжигаемого слоя окатышей и соответствующему перерасходу топлива. Повышение доли некондиционных классов крупности обусловливает перерасход материалов и снижение качества товарной продукции.
Цель изобретения - повышение выхода кондиционных окатышей при различных производительностях окомкователей.
Указанная цель достигается тем, что в известном способе, включающем контроль расхода шихты, выхода кондиционных окатышей и изменение параметров процесса в зависимости от рассогласования между заданным и текущим значениями регулируемых параметров, при изменении производительности сначала изменяют точку загрузки шихты по ранее установленной зависимости производительности от точки подачи шихты для максимального выхода годного продукта узкого класса крупности. После установления требуемой точки загрузки изменяют скорость вращения чаши и угол ее наклона к горизонту в зависимости от заданного среднего диаметра окатышей.
Сущность изобретения состоит в том, что для каждой производительности существует своя оптимальная точка загрузки, связанная с соотношением скоростей образования зародышей, роста гранул и их вытеснения из окомкователя потоком поступающей шихты. При больших производительностях, как правило, лимитирующим звеном процесса является рост зародышей. При недостаточной скорости увеличения их массы потоком шихты выдавливаются из тарели окатыши разного размера, снижая выход кондиционных окатышей узкого класса крупности. Перемещение потока подаваемой шихты в зону формирования готовых окатышей ускоряет их рост, так как осуществляется непосредственный захват частичек шихты гранулами без образования зародышей. В то же время при снижении производительности подача шихты в зону формирования готовых окатышей приводит к их переукрупнению и соответственно снижению выхода кондиционных фракций. Следовательно, при снижении произ- водительности необходимо перемещать точку загрузки шихты из зоны формирования гранул в область образования зародышей.
Регулирование скорости вращения чаши и углов ее наклона к горизонту для подбора заданного значения среднего диаметра известно. Однако в предлагаемом техническом решении регулирование скоростей вращения и углов наклона осуществляется после установления точки загрузки шихты, соответствующей заданной производительности. Такая последовательность операций не известна и позволяет получать требуемый средний диаметр окатышей при максимальном выходе узкого класса кондиционных гранул в широком диапазоне производительностей гранулятора. Предлагаемая совокупность и последовательность операций позволяет улучшить качество окатышей и достичь положительного эффекта, выражающегося в повышении газопроницаемости слоя окатышей и соответствующего снижения топлива при их упрочняющей термообработке.
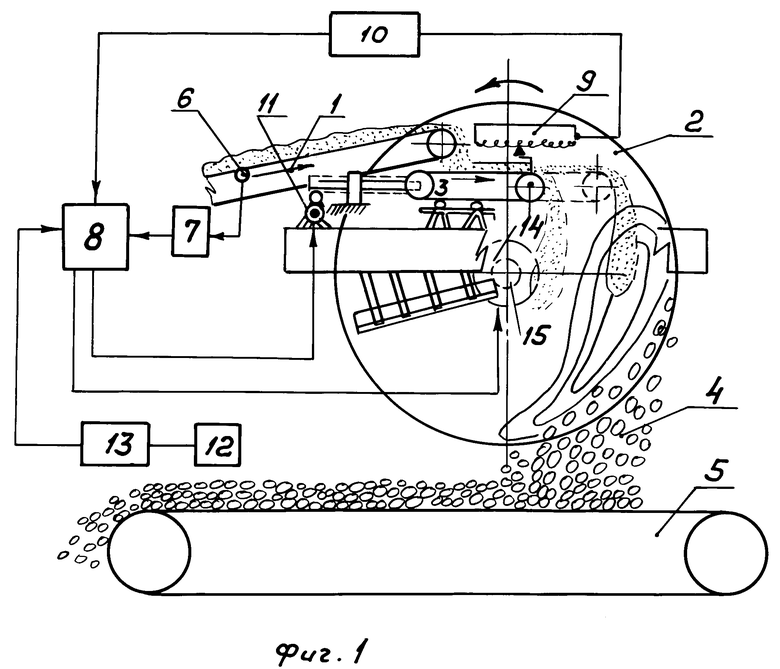
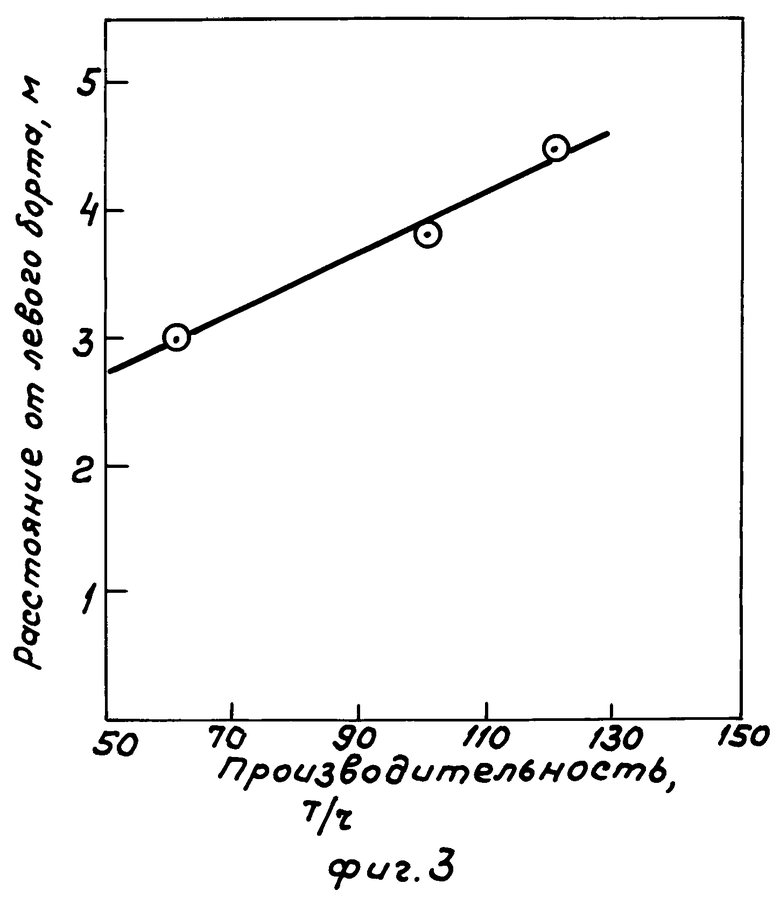
На фиг. 1 изображена схема осуществления способа управления процессом окомкования в чашевом окомкователе; на фиг. 2 - график зависимости выхода основного класса крупности 12-15 мм от расстояния между левым бортом тарели и точкой подачи шихты на линию горизонтального диаметра при различных производительностях окомкователя; на фиг. 3 - график зависимости изменения точки подачи шихты от производительности окомкователя.
Управление процессом окомкования по предлагаемому способу осуществляют следующим образом. Согласно схеме, показанной на фиг. 1, шихта конвейером 1 подается в гранулятор 2 через промежуточный конвейер 3, который может перемещаться в плоскости, параллельной дну тарели. Окатыши 4, выходящие из гранулятора, подаются на транспортер 5. Расход шихты измеряется весовым датчиком 6, сигнал которого через преобразователь 7 подается в вычислительное устройство 8. Реостатный датчик 9 связан с промежуточным конвейером 3 и также подает сигнал через преобразователь 10 о его местоположении в вычислительное устройство 8. В нем определяется соответствие фактического положения конвейера 3 с заданным при установленной производительности. При отклонении выдается управляющий сигнал на двигатель 11, перемещающий промежуточный конвейер 3. После его установки в требуемую точку производится контроль заданной средней крупности окатышей измерителем 12, выходной сигнал которого поступает через преобразователь 13 на вход вычислительного устройства 8. В нем производится сравнение с заданным значением и выдается сигнал электродвигателям 14 на регулирование крупности путем изменения угла наклона тарели 15 или на регулирование скорости ее вращения.
Предлагаемый способ реализуется следующим образом.
На промышленном чашевом окомкователе диаметром 7,5 м с вращением тарели против часовой стрелки получали окатыши из качканарского концентрата, которые направлялись на обжиговую машину ОК-228. Для оптимальной работы этой машины требуются окатыши узкого класса крупности 12-15 мм, обеспечивающие высокую газопроницаемость слоя за счет однородности гранулометрического состава, со средним диаметром окатышей 13 мм. Окатыши такого размера после обжига имеют высокую прочность и низкую истираемость без существенного падения газопроницаемости слоя и производительности машины. Шихта, направляемая на окомкование, состояла из качканарского железного концентрата крупностью 92-94% по классу 0-0,074 мм и 70-75% по классу 0-0,050 мм, в который вводили 6-8 мас. % известняка и в качестве связующего бентонита в количестве 0,6 мас.%. Влажность шихты составляла 8,8-9,0%.
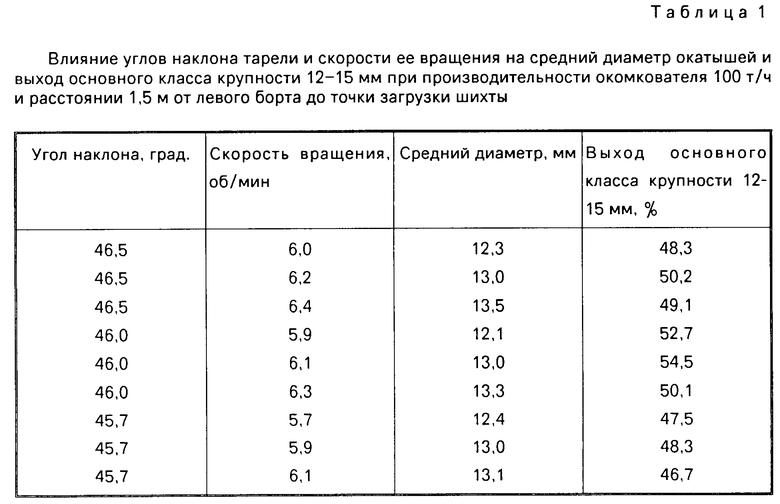
Для управления процессом окомкования сначала устанавливали для данного вида сырья зависимость выхода основного класса крупности 12-15 мм от расстояния между левым бортом тарели и точкой подачи шихты при производительностях, охватывающих возможный диапазон работы окомкователей. Для этого при определенной производительности, например 100 т окатышей в 1 ч, и точке загрузки шихты, расположенной на расстоянии 1,5 м от левого борта тарели, изменяли угол наклона тарели и скорость ее вращения для обеспечения среднего диаметра окатыша, равного 13 мм.
После установления стационарного режима работы окомкователя отбирали представительные пробы окатышей и определяли содержание основного класса 12-15 мм. Данные для производительности 100 т/ч и расстоянии от левого борта до точки подачи шихты, равном 1,5 м, приведены в табл. 1. Значения углов наклона и скоростей вращения, при которых выход основного класса крупности (12-15 мм) был максимален при значении среднего диаметра 13 мм, принимались оптимальными для заданных производительности и точки загрузки шихты. При смещении точки подачи шихты, при изменении производительности аналогично определяли оптимальные угол наклона тарели и скорость ее вращения.
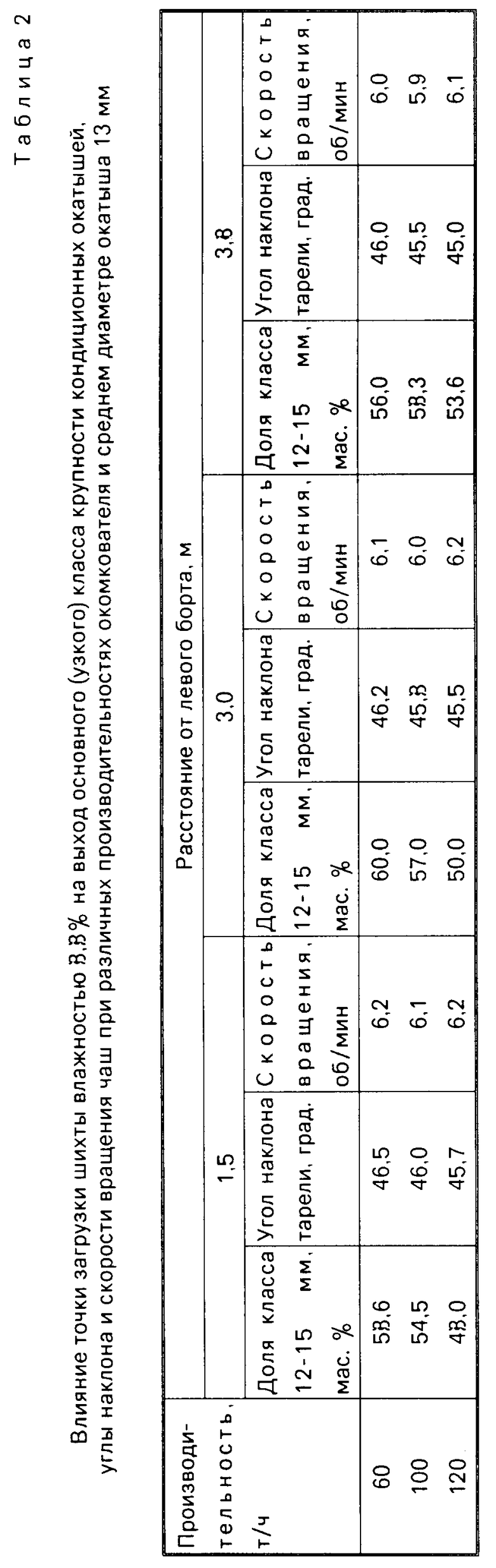
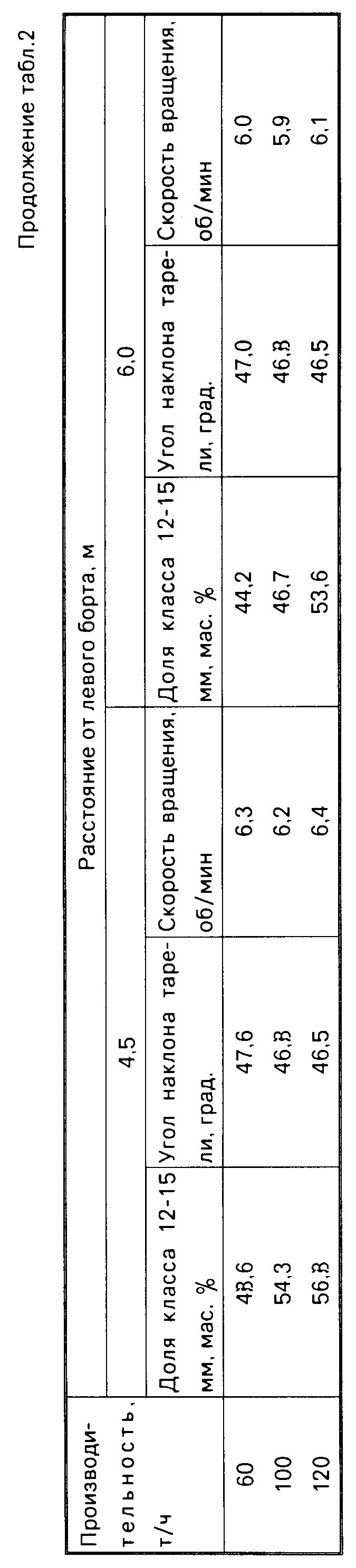
В табл. 2 для производительностей 60, 100 и 120 т/ч приведены значения оптимальных углов наклона, скоростей вращения и выхода основного класса крупности для расстояния 1,5; 3,0; 3,8; 4,5 и 6,0 м от левого борта до точки подачи шихты.
На основании табл. 2 на фиг. 2 представлен график изменения выхода основного класса крупности 12-15 мм от расстояния между левым бортом тарели и точкой подачи шихты на линию горизонтального диаметра при различных производительностях окомкователя. Из него следует, что для каждой производительности существует оптимальная точка загрузки шихты, при которой, как правило, выход некондиционных классов минимален. При повышении производительности оптимальная точка загрузки смещается вправо в зону формирования готовых окатышей.
Для построения графика (фиг. 3) использовались при определенной производительности те расстояния от левого борта до точки подачи шихты, при которых выход основного класса крупности 12-15 мм максимален для окатышей среднего диаметра 13 мм. График на фиг. 3 является основой для регулирования по предлагаемому способу и вводится в качестве заданного соотношения в ЭВМ.
Из представленных соотношений очевидно, что только подбор оптимальных скоростей вращения тарелей и углов их наклона как в прототипе не достаточен для получения однородного состава окатышей. Так, для производительности 60 т/ч перенос точки загрузки вправо от центра тарели снижает выход основного кондиционного класса 12-15 мм более чем на 10%. Для качканарских обжиговых машин ОК-228 это вызывае падение их производительности не менее, чем на 2%. Следовательно, внедрение предлагаемого способа регулирования процесса окомкования позволяет получить в условиях КачГОКа экономический эффект за счет снижения условно-постоянных расходов по переделу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом производства окатышей | 1981 |
|
SU1011717A1 |
| Способ подготовки шихты к спеканию | 1979 |
|
SU870466A1 |
| Способ управления процессом окомкования | 1974 |
|
SU530075A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКОМКОВАНИЯ СЫПУЧИХ ТОНКОИЗМЕЛЬЧЕННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322519C2 |
| Способ производства безобжиговых окатышей | 1974 |
|
SU539975A1 |
| Способ безобжигового окускования | 1980 |
|
SU989874A1 |
| Способ получения окатышей на цементной связке из переувлажненной шихты | 1979 |
|
SU801566A1 |
| Способ получения окисленных окатышей | 1978 |
|
SU765383A2 |
| Устройство для окомкования материалов | 1975 |
|
SU563440A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШИХТЫ ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 1991 |
|
RU2010875C1 |

Использование: в металлургической промышленности при производстве окатышей. Сущность: при окомковании контролируют расход шихты, выход кондиционных окатышей. При отклонении производительности от заданной выдается сигнал на ЭВМ, которая в соответствии с ранее установленной зависимостью производительности от точки подачи шихты для максимального выхода заданного класса крупности кондиционных окатышей направляет управляющий сигнал на двигатель, перемещающий конвейер, которым производят загрузку шихты. После его установки в требуемую точку производится контроль заданной средней крупности окатышей и сравнение ее с текущим значением, затем выдается сигнал на изменение скорости вращения чаши или угол ее наклона. 3 ил., 2 табл.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКОМКОВАНИЯ В ЧАШЕВОМ ОКОМКОВАТЕЛЕ, включающий подачу шихты, контроль расхода шихты и выхода кондиционных окатышей и изменение параметров процесса в зависимости от рассогласования между заданными и текущими значениями регулируемых параметров, отличающийся тем, что при отклонении производительности от заданной сначала изменяют точку подачи шихты по ранее установленной зависимости производительности от точки подачи шихты для максимального выхода заданного класса крупности кондиционных окатышей, а затем изменяют скорость вращения чаши или угол ее наклона к горизонту в зависимости от заданного среднего диаметра окатышей.
| Способ регулирования процесса окомкования | 1979 |
|
SU771176A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
