Изобретение относится к получению полимерных композиционных материалов, а именно к способам отверждения композиционных материалов на основе фенолформальдегидного связующего ЛБС-4 (ГОСТ 901-78).
Известен способ режима отверждения композиционных материалов на основе фенолформальдегидного связующего ЛБС-4, в частности, термическая обработка заготовок сотовых панелей на основе стеклоткани Э-3-100 и связующего ЛБС-4 (1), где нагрев до 80оС сотопанелей производится в течении 2 ч, дальнейший нагрев до 160оС - температуры максимального отверждения производят со скоростью не более 20оС в час с выдержкой при 160оС в течение 1 ч и дальнейшим охлаждением до 50оС в печи; недостатком метода является длительный цикл отверждения.
Известен также режим отверждения стеклопластиков на основе стеклоткани КТ-11-ТОА и связующего ЛБС-4, отверждаемых различными методами по различными режимам. Так отвержденные прессовым методом (2) предусматривает подъем до 80оС со скоростью не более 20оС/ч при удельном давлении Руд = 0,5 МПа с дальнейшей выдержкой при 160оС в течении не менее 1 ч при Руд = 1-15 МПа и охлаждением до 40-50оС со скоростью не более 20оС/ч, при достижении которой давление сбрасывается.
Недостатком данного метода может являться низкое качество отвержденного продукта: при резком перепаде температур от 80 до 160оС может произойти резкий выброс летучих, накапливающихся в отвержденном материале, что может вызвать образование пор и каверн, а при наличии постоянного давления - деформаций и короблений, т.е. ухудшение качеств отвержденного КМ.
Наиболее близким по технической сущности является метод вакуумного формования (3), согласно которому нагрев заготовки производят при вакууме не менее 600 мм рт.ст. до 50оС в течении 1,5 ч, до 60оС 0,5 ч, до 90оС со скоростью не более 20оС/ч, до 140оС - температуры максимального отверждения с той же скоростью 20оС/ч при выдержке на 140оС не менее 1 ч с дальнейшим охлаждением под вакуумом до 50оС.
Недостатком данного способа является длительный цикл формования, сложность проведения процесса отверждения. Таким образом, из анализа известных технических решений можно отметить следующие недостатки:
отсутствие одинакового режима отверждения для изготовления различных КМ на основе ЛБС-4 (стеклопластиков и сотоматериалов);
отсутствие одинакового режима отверждения для одних и тех же КМ-стеклопластиков на основе стеклоткани КТ-11-ТОА (прессовый метод и метод вакуумного формования);
отсутствие одинакового режима с использованием разных наполнителей (стеклоткани Э-3-100 и КТ-11-ТОА) при изготовлении различных КМ (сотоматериалов и стеклопластиков);
длительный цикл термообработки при получении сотоматериалов и способе вакуумного формования при получении стеклопластиков (порядка 7 ч);
отсутствие гарантии получения качественных изделий, особенно при прессовом методе изготовления стеклопластиков.
Целью изобретения является повышение качества при отверждении КМ на основе фенолформальдегидного связующего.
Поставленная цель заключается в том, что в известном способе отверждения композиционных материалов на основе фенолформальдегидного связующего ЛБС-4, включающем ступенчатое нагревание компонентов материала и выдерживание при температуре максимального отверждения образца, при этом компоненты нагревают от комнатной температуры до Т 108-112оС со скоростью v1 = 0,8-1,2оС/мин, выдерживают при Т в течении τ=1,3-1,7 ч, после чего нагревают до температуры максимального отверждения образцов со скоростью v2 = = 1,3-1,7оС/мин, причем в ходе нагревания проводят постоянное измерение величин электропроводности G и тангенса угла его диэлектрических потерь tg δ, а нагревание при температуре максимального отверждения образца прекращают при достижении постоянного значения величин G и tgδ во времени. Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Контроль за процессом отверждения композиционного материала по электрофизическим параметрам известен. Но в технологическом процессе получения КМ на основе фенолформальдегидного связующего ЛБС-4 контроль за процессом отверждения не проводится, нигде и никем не описан.
Известен способ отверждения КМ на основе фенолформальдегидного связующего СФ-010 под контролем электрофизического метода анализа. Однако этот режим распространен только для КМ на основе связующего СФ-010 и не может быть применен для КМ на основе ЛБС-4, т.к. даже для одного класса связующих не существует единого режима для всех, т.к. каждое связующее обладает своими специфическими свойствами из-за химического состава. Известен способ определения температурного режима гелеобразования при отверждении композиционных материалов, в котором по данным анализа газовыделения при гелеобразовании связующего ЛБС-4 определена температура изотермической ступеньки Т= 110оС. Однако в этом способе не проводится конкретный режим отверждения связующего ЛБС-4 и КМ на его основе.
Авторы предлагают получить КМ на основе связующего ЛБС-4 по режиму отверждения самого связующего, по получению визуально однородного материала при отверждении, что для КМ на основе ЛБС-4 нигде и никем не описано, контролируя состояние материала при этом по данным электрофизического метода анализа; скорость нагрева; время нагрева на температуре Т (температура изотермической ступеньки) и в процессе проведения режима до температуры максимального отверждения определяют также по однородности связующего, что тоже неизвестно, а время окончательного отверждения - по установлению постоянных значений G и tg δ, подтверждая глубину отверждения анализом на степень отверждения КМ по предложенному режиму.
Предлагается новый, нигде не описанный режим отверждения фенолформальдегидного связующего ЛБС-4, в результате чего получен визуально однородный продукт на связующем ЛБС-4 и визуально однородный без короблений, расслоений, со стабильной степенью отверждения, с улучшенными механическими свойствами стеклопластик на его основе.
Применение режима отверждения под неразрушающем контролем КМ на основе фенолформальдегидного связующего ЛБС-4 позволит сократить цикл термообработки ≈в 2 раза по сравнению с прототипом, что позволяет существенно сократить трудо-энергозатраты при изготовлении КМ на его основе.
На основании изложенного делается вывод о соответствии заявления решения критерию "существенные отличия".
П р и м е р 1. Связующее ЛБС-4 (ГОСТ 901-78) в количестве 10 мл заливают в электрофизическую ячейку, представляющую собой высокую стеклянную пробирку, куда вставлялись плоскопараллельные медные электроды в виде лопаточек с площадью измерительного электрода 1 см2 и расстоянием между электродами 10 мм. Электроды подключают к измерителю типа Е-7-8, с рабочей частотой (1000 ±10) Гц.
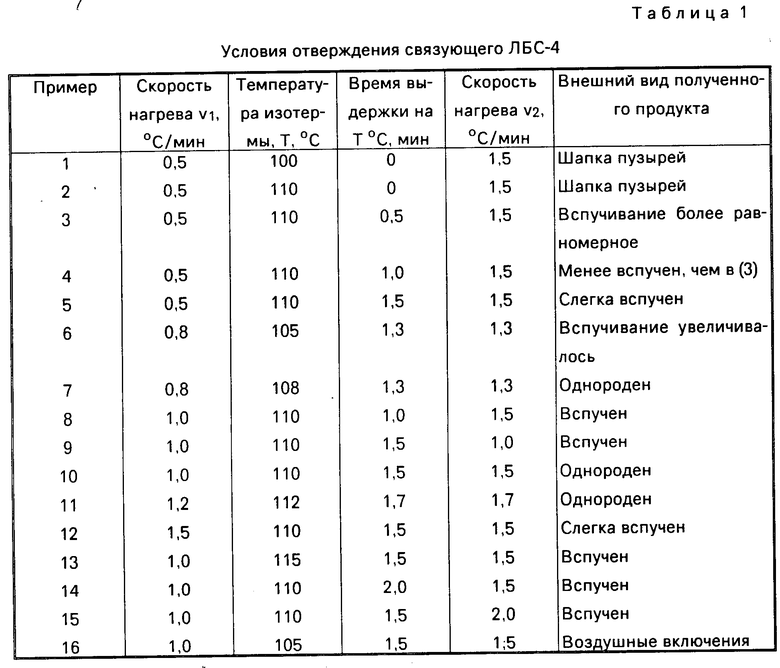
Электрофизическую ячейку с образцом ЛБС-4 погружают в подвешенном состоянии в середину термостатируемой печи, нагреваемую с помощью системы нагрева от комнатной температуры до Т = 110оС со скоростью v1 = 1,0оС/мин, выдерживают ячейку с образцом связующего при Т = =110± 2оС в течение τ= 1,5 ч, после чего нагревают до температуры максимального отверждения 160оС со скоростью v2 = 1,5оС/мин. Причем в ходе нагревания проводят постоянное измерение величин электропроводности образца связующего ЛБС-4 и тангенса угла диэлектрических потерь с помощью измерителя типа Е-7-8, к которому подсоединены провода ячейки. Нагревание при температуре максимального отверждения 160± 2оС прекращают при достижении постоянных значений величин G и tgδ во времени. Параллельно проводят нагрев 10 мл связующего ЛБС-4, помещенного в стеклянный бюкс для визуальной оценки состояния образца при нагреве и после отверждения. Полученный продукт визуально однороден (табл.1 опыт 10).
Аналогично этому примеру проведения оптимального режима отверждения связующего ЛБС-4 проведены серии экспериментов проведения режимов отверждения связующего ЛБС-4 для отработки условий, не вызывающих визуально вспучивания материала при наименьшем цикле (времени) отверждения, а именно: оптимальная скорость подъема температуры v1, температура изотермы Т, время выдержки на ней и скорость нагрева v2 до температуры максимального отверждения.
Как видно из данных табл.1, однородный материал получается при минимальных граничных значениях скоростей нагрева v1 и v2 (табл.1, опыт 7).
v1 = 0,8оС/мин, v2 = 1,3оС/мин
и при максимальных граничных значениях скоростей нагрева
v1 и v2 (табл.1, опыт 11)
v1 = 1,2оС/мин v2 = 1,7оС/мин
Снижение или увеличение скоростей нагрева от оптимальных на 0,5оС/мин (опыт 12,5 для v1) (опыт 9,15 для v2) вызывает вспучивание материала.
Таким образом, установлены границы 1-ой скорости нагрева v1 = 0,8-1,2оС/мин и второй v2 = 1,3-1,7оС/мин. Изменение температуры Т, от оптимальной на ±2оС/мин (опыт 7-11) качества материала не меняет - продукт отверждения однороден; большее отклонение температуры на ±5оС (опыт 6,16,13) вызывает вспучивание и образование воздушных включений в материале. Таким образом, предельными границами температуры изотермы Т являются (108-112)оС.
Из сравнительного анализа с аналогом и прототипом видно, что нагрев производится с варьированием скоростей подъема до заданных температур без выдержки на этих температурах, такой режим отверждения связующего даже при медленной скорости нагрева v1 до какой-либо температуры Т, например 100-110оС с дальнейшим увеличением скорости v2 (как видно из табл.1, опыт 1-2) вызывает образование шапки пузырей связующего. При временной выдержке в 0,5 ч и прочих равных условиях (опыт 3, табл.1), вспучивание становится более равномерным и уменьшается с увеличением времени выдержки до 1 часа (опыт 4, табл. ), материал становится слегка вспученным при увеличении времени выдержки до 1,5 ч (опыт 5, табл.1), что приводит к решению о необходимости проведения ступенчатого режима с изотермической выдержкой на Т изотермы. Изменение времени выдержки на температуре изотермы Т на ±0,2 ч не отражается на качестве продукта отверждения (опыт 7,11), с изменением времени выдержки на ±0,5 ч (опыт 8,14) материал вспучивается. Таким образом, границами времени выдержки на Т изотермы можно принять 1,3-1,7 ч.
Для удобства ведения отсчета при проведении эксперимента были выбраны оптимальные условия проведения режима (опыт 8): нагрев со скоростью v1 = 1,0оС/мин до Т= = 110оС, выдержка при Т = 110± 2оС в течение τ = 1,5 ч, дальнейший нагрев v2 = =1,5оС/мин до Т = 160оС с выдержкой на 160± 2оС до постоянных значений G и tg δ. По этому оптимизированному режиму проводят ступенчатый нагрев компонентов композиционного материала на основе ЛБС-4.
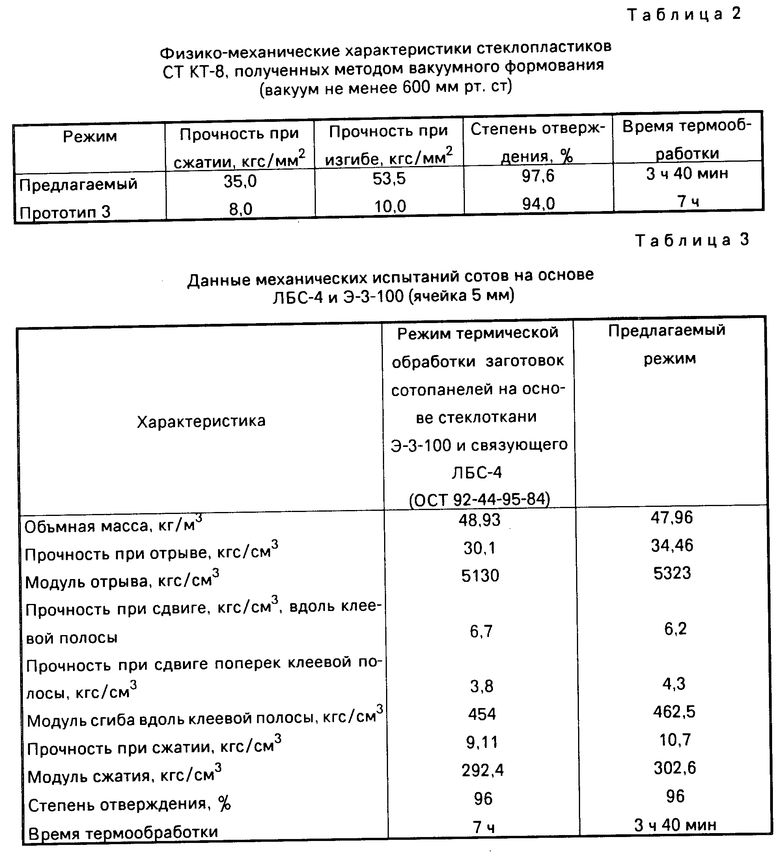
П р и м е р 2. Объектом исследования служил заводской пробег на основе фенолформальдегидной смолы ЛБС-4 и наполнителя из кремнеземной аппретированной стеклоткани КТ-11-ТОА. Из этого препрега изготавливают панель стеклопластика СТКТ-В из шести слоев препрега, уложенных в одном направлении (основа к основе), размером 220х280 мм. Латунные электроды измерительной ячейки устанавливают между 1 и 2-ым и 5-6-ым слоями препрега и подключают к измерителю Е-7-8. Рядом с электродами устанавливают датчик температур. Контроль температуры в образце осуществляют с помощью контрольно-самопишущего прибора КСП-4, контроль электрофизи- ческих параметров производят на Е-7-8. Панель отверждают вакуумным способом формования с использованием мешка из баллонной ткани "500" по установленному режиму. Для этого заготовку панели препрега помещают в печь, термообрабатывают с помощью системы нагрева, позволяющей поднимать температуру с заданной скоростью и создавать в печи изотермические условия термообработки. Затем панель препрега исследуют при нагревании от комнатной температуры до температуры Т = =110оС со скоростью v1 = 1,0оС/мин, выдерживают при Т = 110 ±2оС в течение τ= 1,5 ч, после чего нагревают до температуры максимального отверждения образцов 160оС со скоростью v2 = 1,5оС/мин, причем в ходе нагревания проводят постоянное измерение величин электропроводности G и тангенса угла его диэлектрических потерь tg δ, а нагревание при температуре максимального отверждения 160± 2оС образца прекращают через 1 ч при достижении постоянного значения величин G и tgδ во времени. Общее время термообработки составило 3 ч 40 мин. Затем охлаждают заготовку под вакуумом до 50оС. После отверждения образцы полученного пластика исследовались на определение степени отверждения методом экстракции спиртом в аппарате Сокслета и на механические свойства. Данные приведены в табл.2 в сравнении с данными основных механических характеристик прототипа.
Из табл. 2 видно, что по основным механическим показателям τсж, τизг степени отверждения и времени термообработки предлагаемый режим существенно превышает известный по качеству: так прочность стеклопластика при сжатии повышается в 4,3 раза; соответственно прочность при изгибе в 5,4 раза, степень отверждения на 4% , а ускорение процесса в 2 раза по сравнению с прототипом.
П р и м е р 3. Предлагаемый режим проверялся также при термической обработке заготовок сотопанелей на основе стеклоткани Э-3-100 и связующего ЛБС-4. Для этого две промышленные заготовки сотопанелей приготовленные согласно (1) исследовались по известному (1) и предла- гаемому режимам. В случае предлагаемого режима процесс отверждения проводился под контролем диэлектрического метода анализа, для чего электрофизическая ячейка в виде прижимной прищепки с диаметром измерительного электрода - 4 мм закреплялась на стенке сотовой ячейки, состоящей из 2 листов стеклоткани Э-3-100 (размером 5 мм) пропитанных связующим ЛБС-4, после чего соты нагревали от комнатной температуры по предлагаемому режиму со скоростью v1 = 1,0оС/мин до Т = 100оС с выдержкой на 110± 2оС в течение τ= 1,5 ч, дальнейшим нагревом со скоростью v2 = =1,5оС/мин до 160оС с выдержкой при 160± 2оС до постоянных значений G и tgδ.
Общее время термообработки составило 3 ч 40 мин. После чего проводилось охлаждение до 50оС в печи.
Для сравнения проводилось отверждение второй заготовки сотопанели по режиму (1): нагрев от комнатной температуры до 80оС в течение 2 ч, подъем до температуры 160оС со скоростью не более 20оС/мин с выдержкой при 160оС в течении 1 ч. Общее время термообработки составило 7 ч. После чего производилось охлаждение сотопанели до 50оС в печи, образцы, отвержденные по известному и предлагаемому режимам, исследовались на механические свойства, которые приведены в табл.3. Как видно из табл.3, данные механических испытаний образцов сотового материала на основе связующего ЛБС-4 и стеклоткани Э-3-100, полученные по известному режиму для сотопанелей (1) и оптимизированному режиму, показывают на 10-15% лучший результат в случае использования предлагаемого режима. Это показывает преимущество новой технологии перед существующей не только по сокращению цикла отверждения в 2,0 раза, но и по качеству полученных сотовых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ ПОЛИМЕРСОТОПЛАСТА НА ОСНОВЕ СВЯЗУЮЩЕГО БФОС ФЕНОЛЬНОГО ТИПА | 1991 |
|
RU2028608C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ | 1991 |
|
RU2015997C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКОВ | 1991 |
|
RU2028334C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 1991 |
|
RU2028214C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170745C2 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170746C2 |
| ХЛОРНИКЕЛЕВЫЙ КОМПЛЕКС ДИХЛОРО-(БИС) -2-МЕРКАПТО-5- ТРИХЛОРАЦЕТИЛАМИНО -1,3,4- ТРИАЗОЛ НИКЕЛЯ (II), В КАЧЕСТВЕ УСКОРИТЕЛЯ ОТВЕРЖДЕНИЯ ЭПОКСИДНОЙ КОМПОЗИЦИИ ЭДТ-69Н | 1991 |
|
RU2024537C1 |
| ХЛОРМЕДНЫЙ КОМПЛЕКС ДИХЛОРО-(БИС) -2-МЕРКАПТО -5- ТРИХЛОР- АЦЕТИЛАМИНО- 1,3,4- ТИАДИАЗОЛ МЕДИ (II) В КАЧЕСТВЕ МОДИФИКАТОРА МНОГОКОМПОНЕНТНОГО ЭПОКСИДНОГО СВЯЗУЮЩЕГО ВСО-200 | 1991 |
|
RU2024531C1 |
| Способ контроля многокомпонентных сред | 1990 |
|
SU1749811A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
Сущность изобретения: компоненты материала нагревают от комнатной температуры до 108 - 112°С со скоростью v1= 0,8-1,2°C/мин выдерживают 1,3 - 1,7 ч, затем нагревают до температуры максимального отвержения образцов со скоростью v2= 1,3-1,7°C/мин при постоянном измерении величины электропроводности G и тангенса угла диэлектрических потерь tgδ а нагревание при температуре максимального отверждения образца прекращают при достижении постоянного значения величин G и tgδ во времени. Характеристики материала: прочность при отрыве 34,46 кгс/см3 модуль отрыва 5323 кгс/см3 прочность при сдвиге вдоль клеевой полосы 6,2 кгс/см3 прочность при сжатии 10,7 кгс/см3 степень отверждения 96%; время термообработки 3 ч 40 мин. 3 табл.
СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ФЕНОЛФОРМАЛЬДЕГИДНОГО СВЯЗУЮЩЕГО ЛБС-4 ступенчатым нагреванием компонентов материала и выдержкой при температуре максимального отверждения образца, отличающийся тем, что, с целью повышения качества материала, компоненты нагревают от комнатной температуры до 108 - 112oС со скоростью V1 = 0,8 - 1,2 град./мин, выдерживают 1,3 - 1,7 ч, затем нагревают до температуры максимального отверждения образцов со скоростью V2 = 1,3 - 1,7 град./мин при постоянном измерении величин электропроводности G и тангенса угла диэлектрических потерь tgδ , а нагревание при температуре максимального отверждения образца прекращают по достижении постоянного значения величин G и tgδ во времени.
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Покрытия теплозащитные | |||
| Типовые технологические процессы | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
