Изобретение относится к устройствам для транспортирования изделий при их обработке, преимущественно при их окраске.
Известно транспортирующее устройство, включающее участки покраски и сушки изделий [1] Недостатками данной конструкции является неравномерность окраски и образование подтеков из-за не вращения изделий при их перемещении.
Известно также транспортирующее устройство, включающее привод и цепной конвейер с подвесками, закрепленными на цепях с нижними и верхними ветвями, огибающими участки загрузки-выгрузки, окраски и сушки изделий, причем ветви имеют различные по величине и направлению скорости [2] Недостатком данной конструкции является низкое качество обработки из-за сложности ее эксплуатации.
Целью изобретения является повышение качества обработки.
Достигается это тем, что устройство для транспортирования обрабатываемых изделий, включающее привод и цепной конвейер с подвесками, закрепленными на цепях с нижними и верхними ветвями, огибающими участки загрузки-разгрузки, окраски и сушки изделий, снабжено направляющими, прижимными звездочками и зубчатой рейкой, размещенными вдоль нижней ветви цепного конвейера, и подпружиненным упором, установленным на участке загрузки-разгрузки с возможностью взаимодействия со звеньями цепей, при этом каждая подвеска цепного конвейера выполнена в виде вращающего съемного барабана с фиксаторами, закрепленными на образующей последнего, и зубчатым колесом, установленным на одном из торцов барабана с возможностью взаимодействия с зубчатой рейкой, причем каждый барабан установлен в звеньях цепи посредством пальцев, один из которых подпружинен, а фиксаторы выполнены в виде плоских упругих элементов.
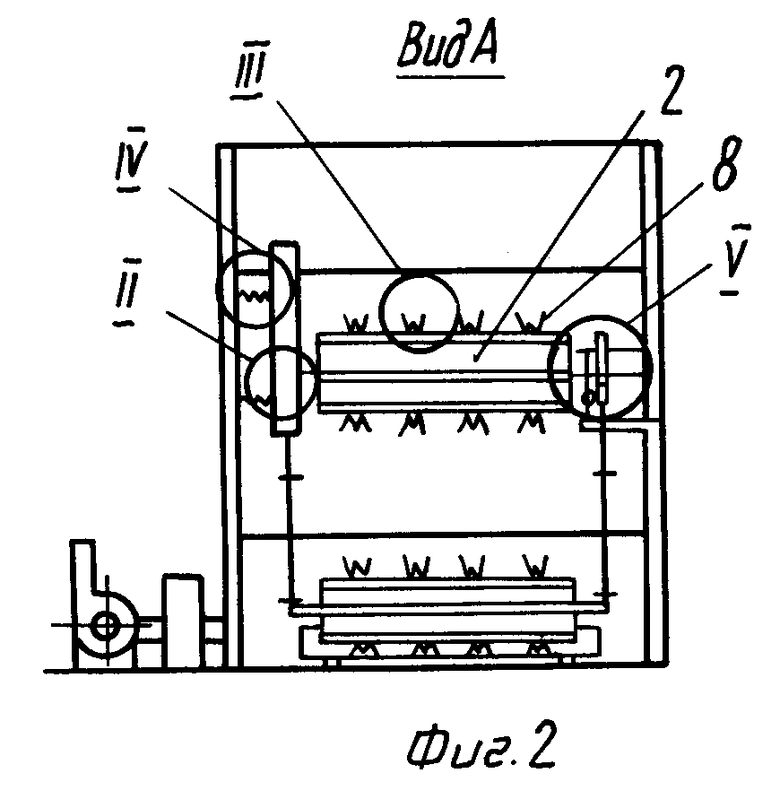
На фиг. 1 изображен общий вид устройства; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3-8 узлы I-VI на фиг. 1 и 2.
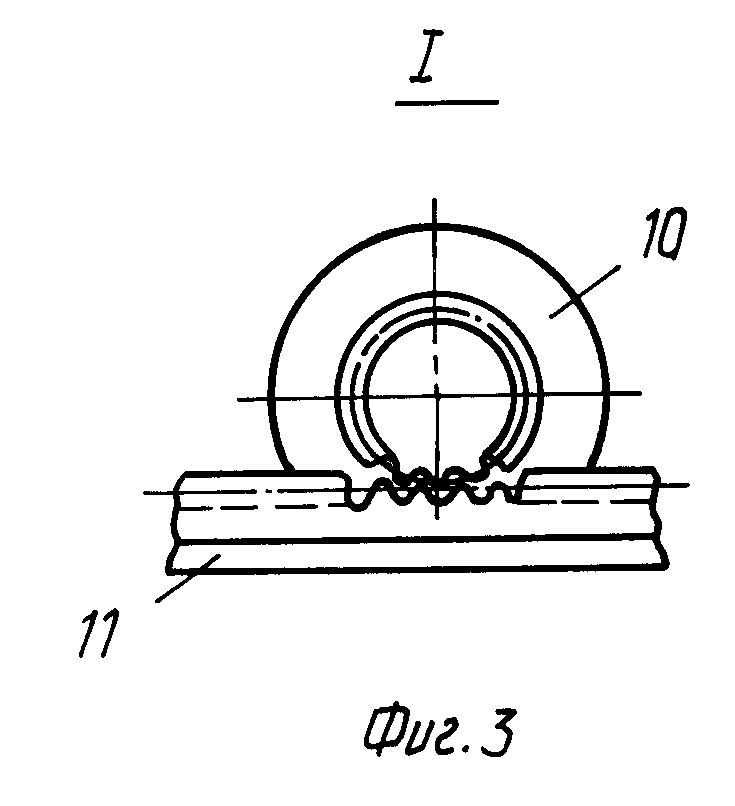
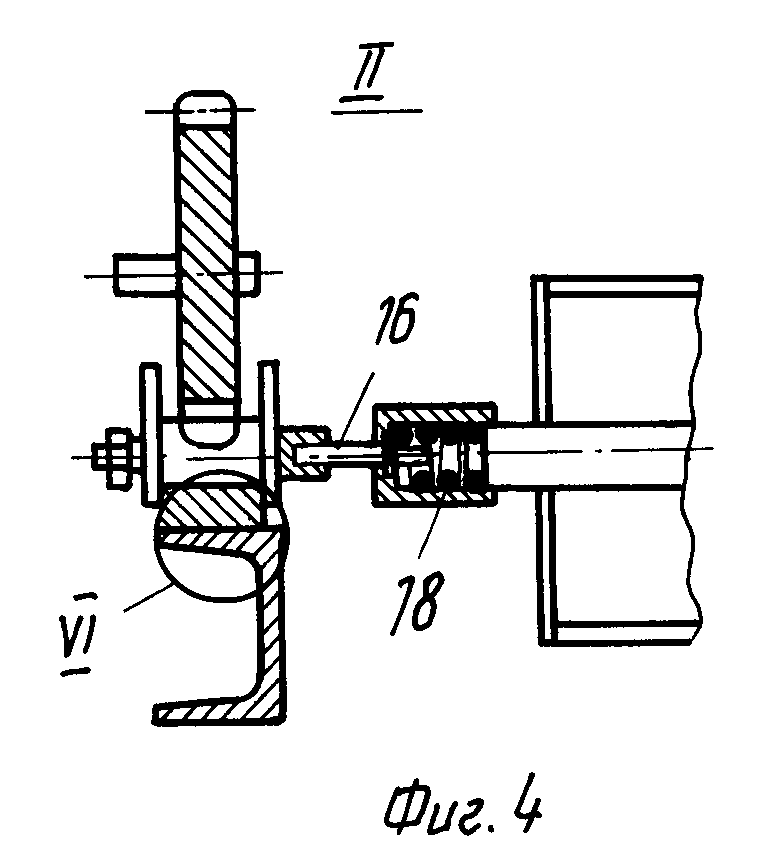
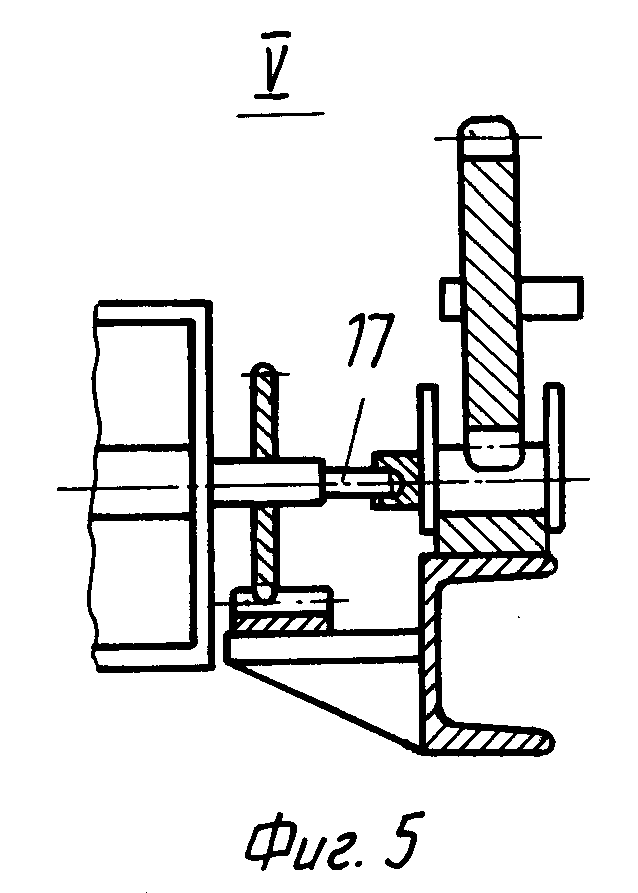
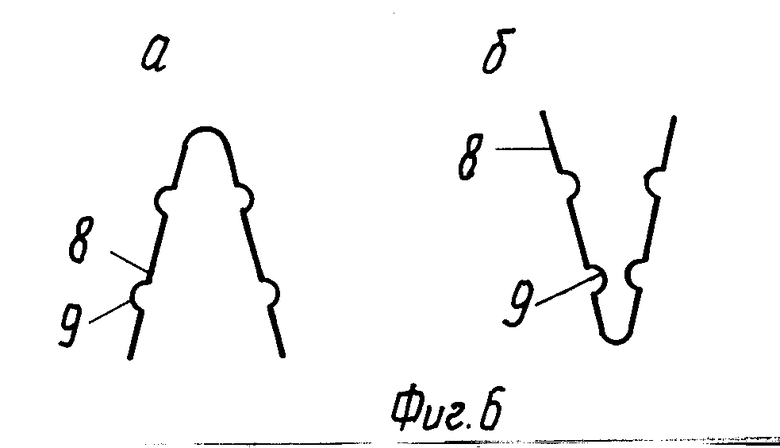
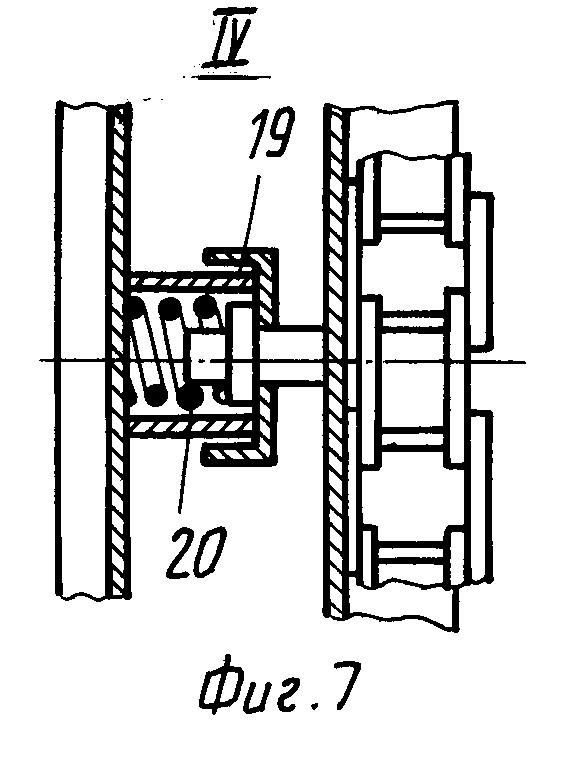
Устройство для транспортирования обрабатываемых изделий содержат привод 1 и цепной конвейер с подвесками 2, закрепленными на цепях с верхними 3 и нижними 4 ветвями, огибающими участки загрузки-разгрузки 5, окраски 6 и сушки 7 изделий, направляющие 15, прижимные звездочки 12, 13, 14 и зубчатую рейку 11, размещенные вдоль нижней 4 ветви цепного конвейера, и подпружиненный упор 19, установленный на участке загрузки-разгрузки 5 с возможностью взаимодействия со звеньями цепей, при этом каждая подвеска 2 цепного конвейера выполнена в виде вращающегося съемного барабана с фиксаторами 8, закрепленными на образующей последнего, и зубчатое колесо 10, установленное на одном из торцов барабана с возможностью взаимодействия с зубчатой рейкой, причем каждый барабан установлен в звеньях цепи посредством пальцев 16 и 17, один из которых 16 подпружинен, а фиксаторы 8 выполнены в виде плоских упругих элементов. На позиции загрузки-выгрузки 5 происходит загрузка барабана 2 с изделиями для окрашивания, закрепленными на фиксаторах 8, на конвейер. Закрепление деталей за внутренний диаметр (III-а, фиг. 6) или за внешнюю кромку (III-б, фиг. 6) происходит за счет упругих свойств фиксаторов 8 и за счет взаимодействия изделий с выступами 9 фиксаторов.
Величина угла фиксаторов 8 зависит от величин типоразмеров обрабатываемых изделия. При обработке изделий одного типоразмера устанавливаются высокие фиксаторы 8 с минимальным углом и наоборот при обработке изделий с большим разбросом размеров. Количество выступов 9 устанавливается в зависимости от производительности линии и требуемого качества нанесения покрытия. Количество фиксаторов 8 на барабане 2 регламентируется в основном величиной производственной площади и мощностью применяемого привода. Загруженный барабан 2 вставляется своими пальцами 16 и 17 во втулки непрерывно движущийся цепи для перемещения по технологическому пути. При этом усилие пружины 18 пальца 16, могущее нарушить параллельность ветвей цепи и вызвать падение других барабанов 2, уже находящихся на конвейере, компенсирует пружина 20 упора 19, контактирующего с торцом ветви цепи, в которой размещены подвижные пальцы 16 барабана 2. При прохождении операций окрашивания и сушки зубчатое колесо 10 барабана 2 постоянно взаимодействует с зубчатой рейкой 11, отчего происходит вращение барабана 2 вокруг горизонтальной оси.
Для получения минимальных величин непараллельности ветвей цепи между пластинами цепи установлены направляющие 15, к которым ветви цепи прижимаются парами прижимных звездочек 12, 13, 14, причем каждая пара смонтирована на одной оси. Для достижения положительного эффекта количество этих пар звездочек должен быть не менее трех, устанавливаемых на входе, выходе и посередине ветви. Увеличение количества средних пар звездочек регламентируется длиной линии, определяемой в свою очередь ее производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАГОВЫЙ МЕХАНИЗМ НАВОДКИ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 1990 |
|
RU2036409C1 |
| УСТАНОВКА ДЛЯ МОЙКИ И СУШКИ ДЕТАЛЕЙ | 1991 |
|
RU2006523C1 |
| Установка для нанесения покрытия на изделия методом окунания | 1983 |
|
SU1178501A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1991 |
|
RU2015208C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ГРУЗОНЕСУЩЕГО СРЕДСТВА С ГРУЗОВОЙ ПЛАТФОРМЫ ПОДЪЕМНИКА НА ПЛОЩАДКУ ПОГРУЗКИ-РАЗГРУЗКИ | 1999 |
|
RU2152340C1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Устройство для расстойки тестовых заготовок | 1982 |
|
SU1136782A1 |
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
| Телескопический ленточный конвейер | 1976 |
|
SU745796A1 |
| Вертикальный цепной конвейер | 1976 |
|
SU606768A1 |

Использование: изобретение относится к устройствам для транспортирования изделий при их обработке и может быть использовано в машиностроительной промышленности. Сущность изобретения: устройство включает привод 1 и цепной конвейер с подвесками. Подвески закреплены на цепях конвейера, нижние 4 и верхние 3 ветви которых огибают участки загрузки-разгрузки 5, окраски 6 и сушки 7 изделий. Вдоль нижней ветви цепного конвейера размещены направляющие, прижимные звездочки 12, 13, 14 и зубчатая рейка. На участке загрузки-загрузки 5 установлен подпружиненный упор с возможностью взаимодействия со звеньями цепей. Каждая подвеска цепного конвейера выполнена в виде вращающегося съемного барабана с фиксаторами и зубчатым колесом. Фиксаторы закреплены на образующей барабана, а зубчатое колесо установлено на одном из его торцов с возможностью взаимодействия с зубчатой рейкой. Каждый съемный барабан установлен в звеньях цепи посредством пальцев, один из которых подпружинен. Фиксаторы выполнены в виде плоских упругих элементов. Загруженный барабан вставляется своими пальцами во втулки движущейся цепи. При прохождении операций окрашивания сушки зубчатое колесо барабана перекрывается по зубчатой рейке, в результате чего барабан с изделиями вращается и повышается качество обработки изделий. 8 ил.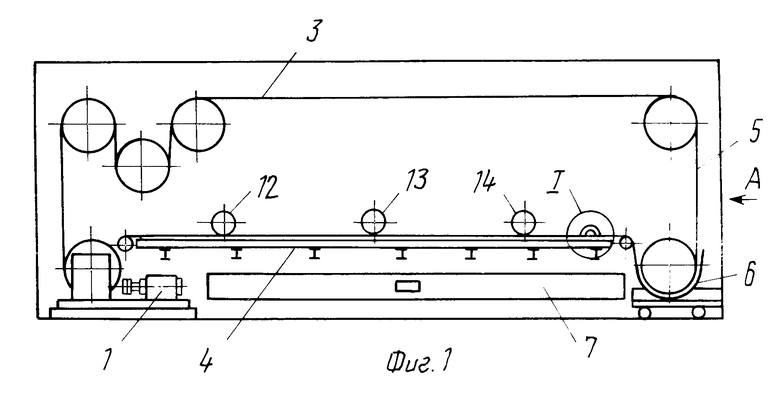
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ, включающее привод и цепной конвейер с подвесками, закрепленными на цепях с нижними и верхними ветвями, огибающими участки загрузки-разгрузки, окраски и сушки изделии, отличающееся тем, что, с целью повышения качества обработки, оно снабжено направляющими, прижимными звездочками и зубчатой рейкой, размещенными вдоль нижней ветви цепного конвейера, и подпружиненным упором, установленным на участке загрузки-разгрузки с возможностью взаимодействия со звеньями цепей, при этом каждая подвеска цепного конвейера выполнена в виде вращающегося съемного барабана с фиксаторами, закрепленными на образующей последнего, и зубчатым колесом, установленным на одном из торцов барабана с возможностью взаимодействия с зубчатой рейкой, причем каждый барабан установлен в звеньях цепи посредством пальцев, один из которых подпружинен, а фиксаторы выполнены в виде плоских упругих элементов.
| УСТАНОВКА ДЛЯ ПОКРАСКИ И СУШКИ ИЗДЕЛИЙ | 0 |
|
SU185244A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
