Изобретение относится к средствам неразрушающего контроля и может быть использовано для калибровки магнитных дефектоскопов.
Известно устройство для калибровки магнитных дефектоскопов, содержащее контрольный образец без дефекта, закрепленный на нем имитатор дефекта в виде электропроводящей пластины и источник тока, подключенный к имитатору дефекта (авт.св. СССР N 911305, кл. G 01 N 27/82, 1982).
Недостаток устройства заключается в низкой достоверности калибровки дефектоскопов, предназначенных для контроля сварных соединений, так как устройство не моделирует поле валика усиления шва.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для калибровки магнитных дефектоскопов, которое содержит бездефектный контрольный образец, закрепленный на нем имитатор дефекта в виде электропроводящей пластины, подключенной к первому источнику тока, размещенный между имитатором дефекта и контрольным образцом имитатор сварного шва в виде электропроводящей пластины, ширина которой больше ширины имитатора дефекта, подключенной к второму источнику тока (авт.св. СССР N 1589190, кл. G 01 N 27/82, 1990).
Недостаток этого устройства заключается в низкой достоверности калибровки при имитации дефектов, расположенных в усилении сварного шва (невозможно разместить имитатор дефекта в имитаторе шва).
Задачей предлагаемого изобретения является повышение достоверности калибровки магнитных дефектоскопов.
Для этого в устройстве для калибровки магнитных дефектоскопов, содержащем контрольный образец без дефекта, закрепленные нем имитаторы дефекта и сварного шва, два источника тока, подключенные соответственно к имитаторам, имитатор сварного шва выполнен в виде полого цилиндрического сегмента с хордой, равной ширине усиления имитируемого шва, и стрелой, равной высоте его усиления, толщина стенки сегмента 0,1-1 мм, а имитатор дефекта выполнен в виде проводника и расположен в полости цилиндрического сегмента.
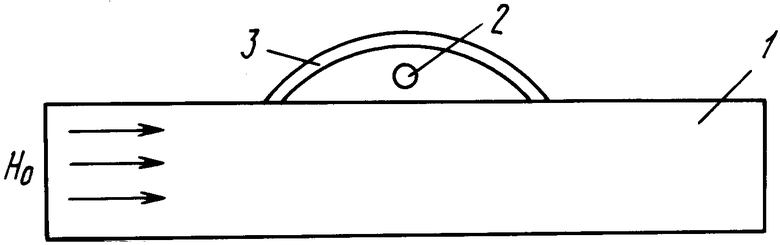
На чертеже представлено устройство для калибровки, поперечное сечение.
Устройство состоит из бездефектного образца 1, имитатора 2 дефекта и имитатора 3 сварного шва. Источник питания не показаны.
П р и м е р. Калибруют магнитографический дефектоскоп МД-11Г для контроля сварного соединения с толщиной основного металла 10 мм со следующими размерами усиления шва: ширина 22 мм, высота 2 мм. Необходимо откалибровать дефектоскоп на выявление дефектов в усилении сварного шва.
Толщина бездефектного образца 10 мм. Имитатор шва представляет собой в поперечном сечении полый цилиндрический сегмент с толщиной стенки 0,5 мм, хордой 22 мм и стрелой 2 мм. Имитатор дефекта провод диаметром 0,8 мм. Имитатор шва укладывают на бездефектный образец, между ними размещают имитатор дефекта. На имитаторе шва размещают ленту И-4701.
Образец намагничивают полем 300 А/см, а по имитаторам шва и дефекта пропускают ток силой 350 и 55 А соответственно. Считывают магнитограмму с ленты и калибруют дефектоскоп.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки магнитных дефектоскопов | 1991 |
|
SU1797029A1 |
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1991 |
|
SU1817015A1 |
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1988 |
|
SU1589190A1 |
| Устройство для калибровки магнитных дефектоскопов | 1988 |
|
SU1589191A2 |
| Контрольный образец для магнитной дефектоскопии | 1990 |
|
SU1778670A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Контрольный образец для магнитной дефектоскопии | 1991 |
|
SU1809377A1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1658069A1 |
Изобретение относится к средствам неразрушающего контроля и может быть использовано для калибровки магнитных дефектоскопов. Технический результат изобретения повышение достоверности калибровки магнитных дефектоскопов. Это достигается тем, что в устройстве для калибровки магнитных дефектоскопов, содержащем контрольный образец без дефекта, закрепленные на нем имитаторы дефекта и сварного шва, два источника тока, подключенные соответственно к имитаторам, имитатор сварного шва выполнен в виде полого цилиндрического сегмента с хордой, равной ширине усиления имитируемого шва, и стрелой, равной высоте его усиления, толщина стенки сегмента 0,5 1 мм, а имитатор дефекта выполнен в виде проводника и расположен в полости цилиндрического сегмента. 1 ил.
УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ МАГНИТНЫХ ДЕФЕКТОСКОПОВ, содержащее контрольный образец без дефекта, закрепленные на нем имитаторы дефекта и сварного шва и два источника тока, подключенные соответственно к имитаторам, отличающееся тем, что имитатор сварного шва выполнен в виде полого цилиндрического сегмента с хордой, равной ширине усиления имитируемого шва, и стрелой, равной высоте его усиления, толщина стенки сегмента 0,5 1 мм, а имитатор дефекта выполнен в виде проводника и расположен в полости цилиндрического сегмента.
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1988 |
|
SU1589190A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
