(Л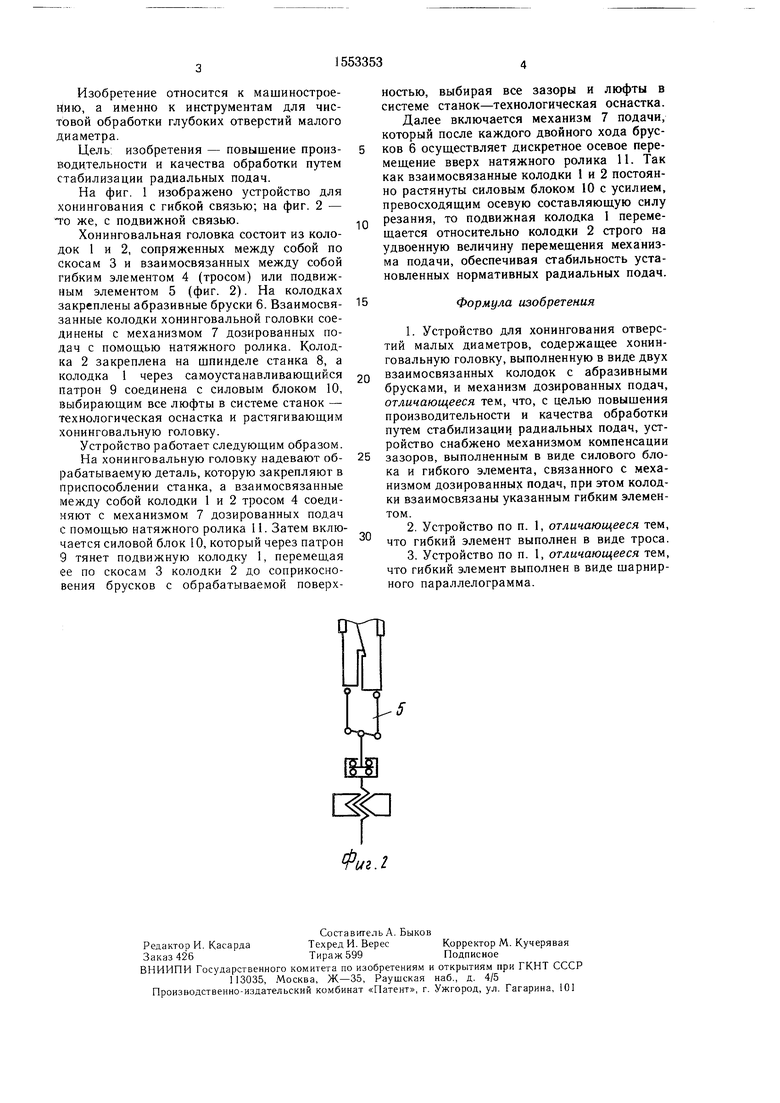
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка для предварительного и окончательного хонингования отверстий деталей | 1978 |
|
SU774926A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
Изобретение относится к хонингованию отверстий малых диаметров и позволяет повысить производительность и качество обработки путем стабилизации радиальных подач. Для этого устройство снабжено механизмом компенсации зазоров, выполненным в виде силового блока 10 и гибкого элемента 4, связанного с механизмом 7 дозированных подач. Под действием силового блока 10 колодки 1 и 2 постоянно растянуты и связаны между собой гибкой либо подвижной связью. Благодаря этому при сообщении радиальной подачи механизмом 7 дозированных подач не происходит скачка в подаче и обеспечивается стабильность процесса хонингования. 2 з.п. ф-лы, 2 ил.
сп ел
со со
СП
СО
Изобретение относится к машиностроению, а именно к инструментам для чистовой обработки глубоких отверстий малого диаметра.
Цель изобретения - повышение производительности и качества обработки путем стабилизации радиальных подач.
На фиг. 1 изображено устройство для хонингования с гибкой связью; на фиг. 2 - то же, с подвижной связью.
Хонинговальная головка состоит из колодок 1 и 2, сопряженных между собой по скосам 3 и взаимосвязанных между собой гибким элементом 4 (тросом) или подвижным элементом 5 (фиг. 2). На колодках закреплены абразивные бруски 6. Взаимосвязанные колодки хонинговальной головки соединены с механизмом 7 дозированных подач с помощью натяжного ролика. Колодка 2 закреплена на шпинделе станка 8, а колодка 1 через самоустанавливающийся патрон 9 соединена с силовым блоком 10, выбирающим все люфты в системе станок - технологическая оснастка и растягивающим хонинговальную головку.
Устройство работает следующим образом.
На хонинговальную головку надевают обрабатываемую деталь, которую закрепляют в приспособлении станка, а взаимосвязанные между собой колодки 1 и 2 тросом 4 соединяют с механизмом 7 дозированных подач с помощью натяжного ролика 11. Затем включается силовой блок 10, который через патрон 9 тянет подвижную колодку 1, перемещая ее по скосам 3 колодки 2 до соприкосновения брусков с обрабатываемой поверхза
0
0
5
0
ностью, выбирая все зазоры и люфты в системе станок-технологическая оснастка. Далее включается механизм 7 подачи, который после каждого двойного хода брусков 6 осуществляет дискретное осевое перемещение вверх натяжного ролика 11. Так как взаимосвязанные колодки 1 и 2 постоянно растянуты силовым блоком 10 с усилием, превосходящим осевую составляющую силу резания, то подвижная колодка 1 перемещается относительно колодки 2 строго на удвоенную величину перемещения механизма подачи, обеспечивая стабильность установленных нормативных радиальных подач.
Формула изобретения
| Хонинговальная головка плавающего типа | 1978 |
|
SU766841A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
