Изобретение относится к обработке поверхности металла, а именно к электрохимическому полированию на механизированных линиях с автооператорами, и может быть использовано для нанесения покрытий в гальваническом производстве, использующем механизированные или автоматизированные линии с автооператорами.
Известны двухкривошипные механизмы (параллелограммы), планка которых перемещается параллельно линии, соединяющей центры осей оснований [1] Механизм проявляет свойство параллельного перемещения линий, соединяющих центры осей, которое использовано для достижения цели изобретения.
Известны подвески для электрополирования деталей [2] на которых обрабатывают детали в ваннах с электролитом.
Недостатками их является, во-первых, фиксированное расположение креплений деталей относительно корпуса подвески, во-вторых, определяемая этим необходимость опрокидывать их для выливания раствора из вогнутых поверхностей при подъеме деталей из ванны. Эти недостатки затрудняют или делают невозможным применение механизированных линий для деталей, имеющих вогнутые поверхности. Автооператор поднимает подвеску вертикально вверх и детали своими вогнутыми поверхностями вычерпывают раствор из ванн, загрязняя им следующие по технологическому циклу ванны.
Известны подвески для автоматизированных линий [3] опрокидывающие детали для выливания раствора при подъеме их из ванны.
Их недостатком является невозможность получения высокого качества полирования. Детали размещены в деталедержателе (корзине) подвески горизонтально. Образующийся вследствие электролиза водород, нарушая контакт между электролитом и поверхностями деталей, оставит на них неполированные полосы.
Целью изобретения является повышение производительности труда при электрополировании деталей с вогнутыми поверхностями путем применения механизированных или автоматизированных линий, а также улучшение условий и безопасности труда обслуживающего персонала.
Указанная цель достигнута тем, что подвеска разделена на две части, двойной корпус и раму, соединенные между собой поворотными планками с деталедержателями, на которых крепят обрабатываемые детали и при необходимости дополнительные катоды. Деталедержатели соединены гибкими тоководами с обеими частями корпуса, по которым проходят соответственно положительный и отрицательный рабочий электротоки. Части корпуса соединены диэлектрическими штангами, рама из диэлектрического материала. К раме закреплена петля для захвата подвески автооператором. Положительный и отрицательный электротоки от контактов на посадочных местах ванны подают через соответствующие части двойного корпуса, тоководы и деталедержатели к обрабатываемым деталям и дополнительным катодам.
При подъеме подвески автооператором из ванны поднимающаяся вначале рама поворачивает поворотные планки с закрепленными на них держателями, которые опрокидывают обработанные детали, выливая из их вогнутых полостей раствор в ванну. Таким образом предотвращается вычерпывание его из ванны и загрязнение им следующих в технологическом цикле ванн.
Новое проявляемое подвеской свойство опрокидывать закрепленные вертикально для получения высокого качества детали, выливая раствор из вогнутостей в ванну при подъеме из нее подвески, обеспечивает применение ее на механизированных и автоматизированных с автооператорами линиях для обработки деталей, имеющих вогнутости.
Сопоставимый анализ заявленного решения с прототипом показывает, что заявленная подвеска состоит из двух частей, соединенных поворотными планками и перемещающихся параллельно относительно друг друга при вертикальном движении подвески. Обрабатываемые детали закреплены деталедержателями к поворотным планкам в положении, обеспечивающем высокое качество полирования, и поворачиваются с ними при подъеме подвески, выливая из своих вогнутостей раствор в ванну. Это позволяет сделать вывод о соответствии заявленной конструкции критерию "новизна".
Сравнение заявленного решения с прототипом и другими известными решениями в области электрополирования поверхностей металла показывает, что проявляемое им новое свойство выливать раствор из вогнутостей деталей в ванну, предотвращать его повышенный расход и загрязнение им следующих по технологии ванн и одновременно обеспечивать высокое качество обработки не повторяет отличительных признаков, известных из других решений. Конструкция создает новое потребительское свойство, что позволяет сделать вывод о соответствии ее критерию "существенные отличия".
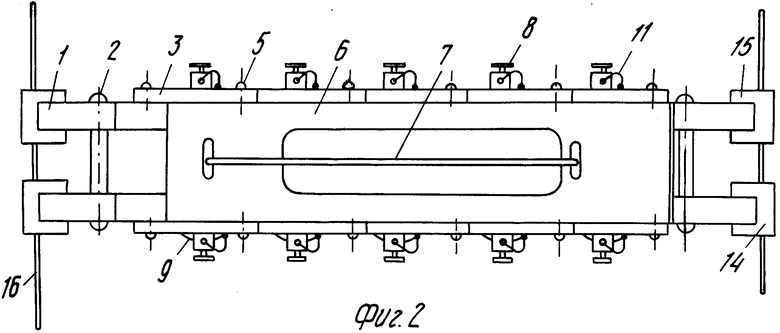
Изобретение поясняется чертежами. На фиг. 1 подвеска с деталями, в качестве примера взяты разливные ложки кухонного набора, и дополнительными катодами в ванне в рабочем состоянии. На фиг. 2 ее вид сверху.
Подвеска состоит из двойного корпуса 1, по одной части которого проходит положительный, а по другой отрицательный электротоки. Обе части соединены между собой диэлектрическими штангами 2. К корпусу 1 поворотными планками 3 и осями 4, 5 закреплена рама 6 с петлей 7 для захвата автооператором линии. На планках 3 установлены деталедержатели 8 для крепления обрабатываемых деталей 9 и дополнительных катодов 10, которые соединены гибкими тоководами 11, например, антенными тросиками, с обеими частями корпуса 1. Причем каждый деталедержатель 8 соединен только с одной частью корпуса 1. К двойному корпусу 1 прикреплен противовес 12 для лучшего поворота деталей. Подвеска с деталями устанавливается на посадочные места 13 с электроконтактами 14, 15 ванны 16.
Подвеска работает следующим образом. На исходной позиции линии с одной стороны рамы 6 в деталедержатели 8 устанавливают детали 9, с другой - дополнительные катоды 10. Автооператор, захватив подвеску за петлю 7, переносит и устанавливает ее на посадочные места 13 ванны 16, подключая детали 9 и дополнительные катоды 10 через деталедержатели 8 и тоководы 11 к контактам положительного 14 и отрицательного 15 рабочего электротока на посадочных местах 13 ванны 16. Начинается процесс электрополирования. После окончания автооператор захватывает подвеску за петлю 7 и поднимает ее вверх. Вначале поднимается рама 6, при этом противовес 12 удерживает сдвоенный корпус на месте, планки 3 поворачиваются вокруг осей 4, 5, пока не займут вертикальное положение. При повороте планок 3 закрепленные на них деталедержатели 8 поворачивают детали 9 на угол около 90 градусов, выливая раствор в ванну из вогнутых полостей. Далее автооператор поднимает всю подвеску и переносит ее на следующую технологическую операцию. В ванне же детали при обработке находятся в вертикальном положении, что им обеспечивает высокое качество полирования.
Заявленная подвеска, обеспечивая выливание в ванну раствора из вогнутых поверхностей деталей, исключает вычерпывание его из ванны и загрязнение им следующих по технологическому циклу ванн. Одновременно она дает возможность вертикального вогнутостью вверх размещения деталей в ванне, обеспечивая высокое качество полирования. Под вогнутостями при их расположении "вверх" собирается водород, изолирует электролит от поверхности детали, оставляя на этом месте неполированное пятно. При расположении детали вогнутостью "на сторону" образующийся водород, поднимаясь струйкой по вогнутости, оставит на ней неполированную полосу. Проявляемые подвеской указанные свойства определяют применение ее для обработки деталей на линиях с автооператорами и тем самым повышение производительности труда в сравнении с загрузкой-выгрузкой вручную, которую вынуждены применять для предотвращения вычерпывания электролита. Рабочее место обслуживающего персонала применением заявленной подвески перенесено на начало линии к ее исходной позиции от ванны с вредными испарениями и неизбежным попаданием на человека электролитом. Это позволило улучшить безопасность и условия труда обслуживающего персонала.
Литература
1. А. Ф. Крайнев. Словарь-справочник по механизмам. М. Машиностроение, 1987 с. 88 89.
2. РД5. 9864-81. Полирование электрохимическое. Технические требования и типовые технологические процессы, с.17, фиг.3.
3. Авторское свидетельство СССР N 1002414, кл. C25D 17/06, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрополирования деталей | 1989 |
|
SU1791477A1 |
| Подвеска для гальванической и химической обработки деталей | 1986 |
|
SU1514834A1 |
| Устройство для гальванической обработки изделий с полостями | 1982 |
|
SU1092219A1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| Автооператор для гальванических линий | 1980 |
|
SU908716A1 |
| Автоматическая линия для нанесения гальванических покрытий на детали типа стержней | 1978 |
|
SU751843A1 |
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для гальванической обработки изделий | 1985 |
|
SU1341251A1 |
Использование: касается обработки поверхности металла, а именно электрохимического полирования на механизированных линиях с автооператорами. Сущность: подвеска содержит двойной корпус, раму с петлей, соединенные поворотными планками, обеспечивающими параллельное перемещение рамы относительно корпуса, тоководы, поворачиваемые деталедержатели, причем деталедержатели закреплены на поворотных планках, соединяющих корпус и раму. 2 ил.
Подвеска для полирования на механизированных линиях, содержащая двойной корпус, раму с петлей, соединенные поворотными планками, обеспечивающими параллельное перемещение рамы относительно корпуса, тоководы, поворачиваемые деталедержатели, отличающийся тем, что деталедержатели закреплены на поворотных планках, соединяющих корпус и раму.
| Подвеска | 1982 |
|
SU1002414A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
