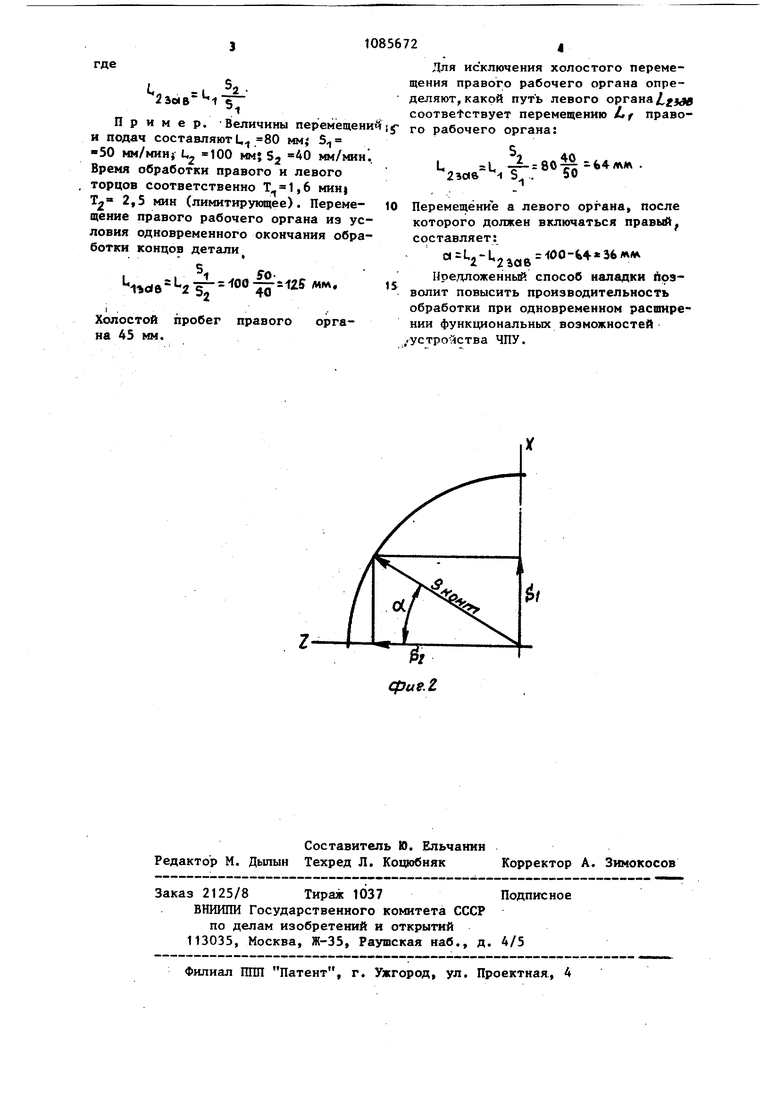
фагЛ Изобретение относится к станко строению. Известен способ наладки станка с двумя независимыми рабочими органами, управляемыми с помощью двух координатных систем ЧПУ ClJ. Недостатком известного способа наладки является невозможностьосуществления с помощью одной управляющей двухкоординатной контурной системы ЧПУ одновременной обработки двух торцов детали, в результате чего уменьшается производительность станка и повьшается себестоимость производства. Цель изобретения - упрощение реа лизации при одновременном повышении производительности путем одновремен ного управления двумя независимыми рабочими органами с помощью одной двухкоординатной контурной системы Поставленная цель достигается тем, что при наладке металлорежущег станка для двусторонней обработки, включающей установку двух рабочих органов с различными ходами относительно обрабатываемой детали, устанавливают величину хода рабочего органа с меньшим временем обработки из соотношения I -1 f а координату включения раКочего с меньшим временем из соотно органа шения ,6 Цавй - 5 где а координата точки включения, отсчитываемая от точки нача хода рабочего органа по оси Ssde iii величины зависимых перемеще ний рабочих органов по осям X и Z соответственно) Ц «4величины перемещений рабочи Органов по осям X и 2 соот ветственно j S.- величины подач рабочих органо по осям X и 2 соответственно На фиг.1 показана схема наладки для обработки деталей на центроваль но-подрезном станке нафиг. 2-графическая зависимость между контурной скоростью и скоростями подач в контурных системах ЧПУ. Деталь 1, неподвижно закрепленна в губках 2, одновременно обрабатывает сторон с помощью рабочих ся с двух органов 3 Способ наладки заключается в следующем. Обработка, осуществляемая с двух сторон, может быть представлена как обработка конуса с половиной угла при вершине ot на токарном стайке. В этом случае величины подач по осям X и Z будут соответственно 5 и $2 При обработке конуса величины перемещений по осям пропорциональны величинам подач по этим осямТ Ц 5, 1,2 2 где L, и L,2 величины перемещений рабочих органов по X и Z соответственно. Из выражения (1) следует, что U.-k (2) 4-Ч 57 В случае использования одной двухкоординатной контурной системы ЧПУ для управления двумя независимьми рабочими органами необходимо определить перемещение рабочего органа, лимитирующего обработку изделия по времени (например, органа 4), исходя из размеров обрабатываемой детали. Далее по выражению (2) определяем величину зависимого перемещения рабочего органа 3 S. 1 -I 5, Это перемещение может быть больше, чем необходимое по чисто технологическим соображениям перемещение Ц т.е. часть пути рабочий орган 3 пройдет вхолостую, однако потери производительности при этом не будет, поскольку общее время обработки лимитируется L.2 и S2 . В том случае, если холостой пробег одного из рабочих органов нежелателен, обработка изделия может быть представлена как точение вала с цилиндрической и конической шейками. Тогда включение рабочего органа 3 производится после того, как орган 4 пройдет путь а, определяемый по формуле -L S,., Пример. Величины перемеще и подач составляют U 80 мм 5 50 ММ/МИН) Ц мм; S АО мм/ми Время обработки правого и левого торцов соответственно ,6 мин| Т 2,5 мин (лимитирукяцее). Переме щение правого рабочего органа иэ у ловия одновременного окончания обр ботки концов детали U.. -. L, -г -100 мм. 2 пробег Холостой правого органа 45 мм. 24 Для исключения холостого перемещения правого рабочего органа определяют, какой путь левого органа/.;;j cooTBetcTByeT перемещению / праворо рабочего органа: L -L - 80 -Ь4тм S . 50 Перемещёние а левого органа, после которого должен включаться правый составляет Предложенный способ наладки йоэволит повысить производительность обработки при одновременном расширении функциональных возможностей /устройства ЧПУ.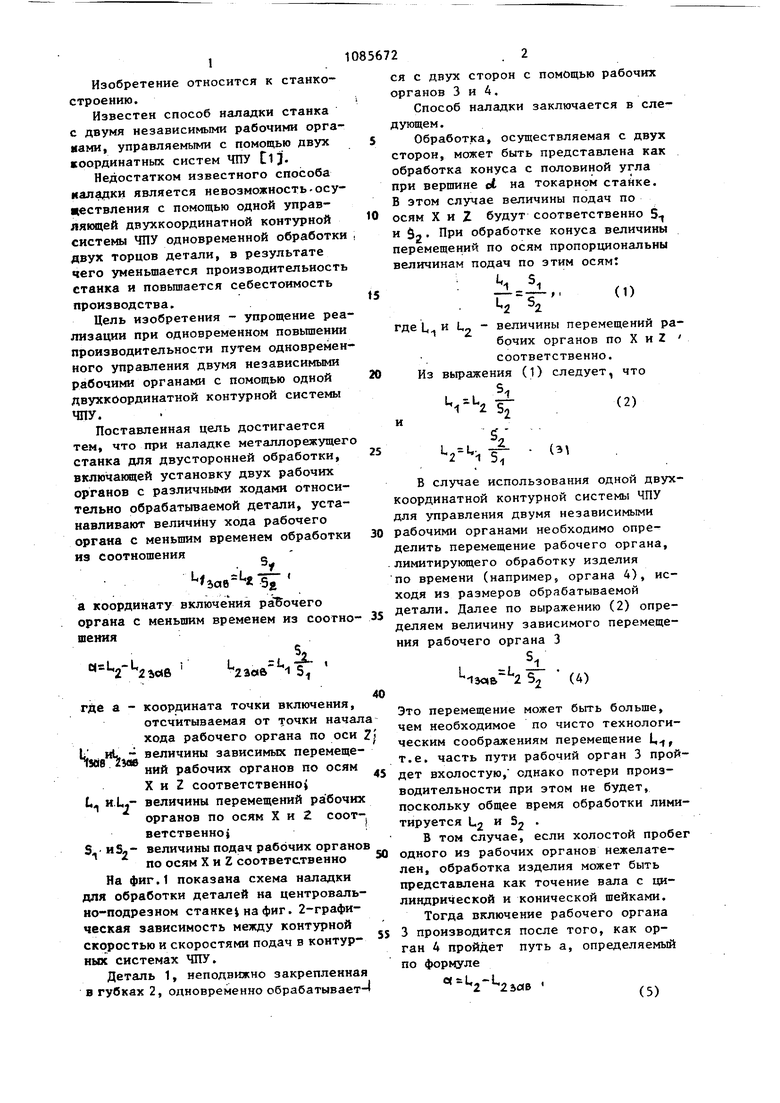
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления обработкой дисковой фрезой паза в детали | 1987 |
|
SU1444130A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Плоскошлифовальный полуавтомат | 1990 |
|
SU1776542A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Устройство для измерения динамических характеристик рабочего органа металлорежущего станка | 1985 |
|
SU1302161A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Фрезерный станок | 1984 |
|
SU1225707A1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1990 |
|
RU2050247C1 |
1. СПОСОБ НЛЛЛДКИ МЕТАЛЛОРЕЖУЩЕГО СТАНКА ,ТЛЯ 1ВУСТОРОННЕЙ ОБРАБОТКИ ЛЕТАЛИ, включающий установку двух рабочих органов с различными ходами относительно обрабатываемой детали, отличающийся тем, что, с целью упрощения реализации, устанавливают величину хода рабочего органа с меньщим -временем обработки из соотношения L -L 5l. -IweS 5, где1,20л величина зависимого перемещения рабочего органа (по оси X); L-, величина перемещения рабочего органа по оси Z 5 и 2 величины подач рабочих органов по осям X и Z соответственно. 2. Способ ПОП.1, отличающийся тем, что устанавливают координату включения рабочего орга- . на с меньшим временем обработки из соотношений 44w5 5, о S где а - координата точки включения, (Л отсчитываемая от точки начала хода второго рабочего с органа по оси Zi 23clS величина зависимого перемещения второго рабочего органа (по оси Z ), величина перемещения рабоче00 СП го органа по оси X.. 05 Ьо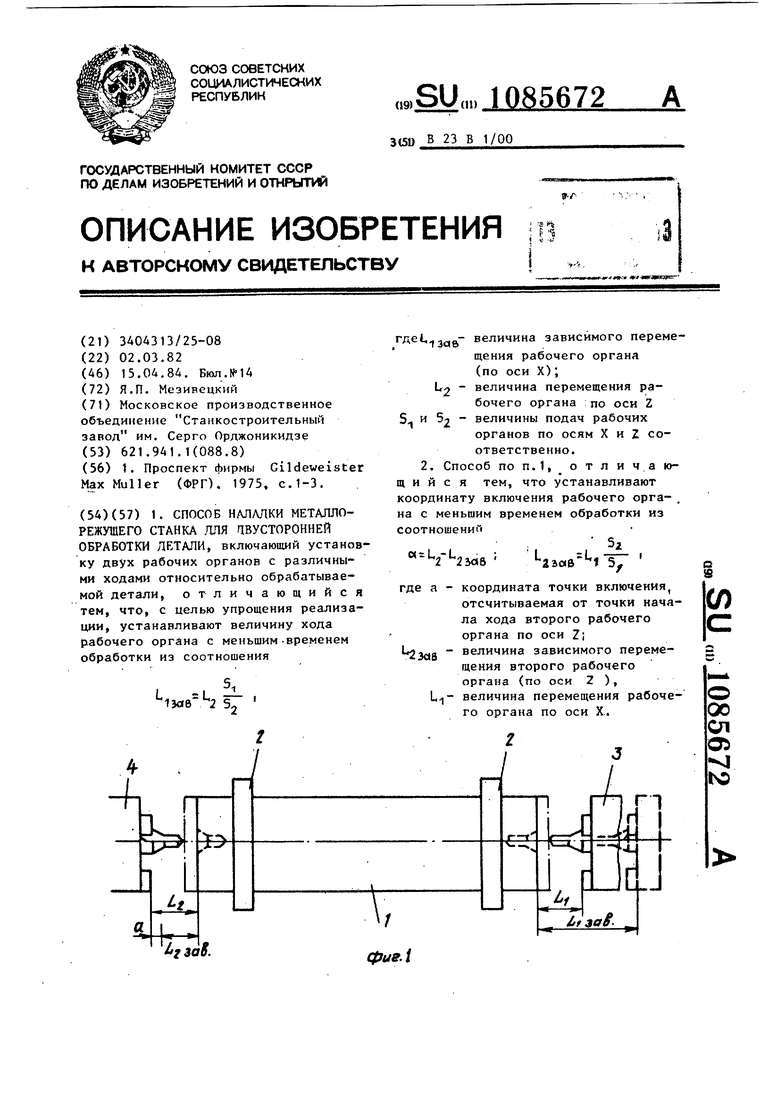
фие.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы Cildeweister Мах Muller (ФРГ) | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
