1
bS
Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке о
Цель изобретения - повьпяение ка- честча деталей путем обеспечения перпендикулярности торцовых и боковых поверхностей изгибаемых полок детали, а также упрощение удаления готовых деталей.
На фиг.1-3 показана последовательность изготовления детали V-образной формы; на фиг.4 - 5 - удаление готовой детали из штампа.
Способ осуществляется следующим образом.
В начальный период хода ползуна пресса вниз происходит надрезка в полосе 1 наиболее удаленных от оси изгиба (периферийных) участков 2 детали 3, ширина которых составляет 10 - 40% ширины развертки детали для углов гибки 120-60 соответственно. При этом обеспечивается перпенди кулярность торцовых 4 и боковых 5 поверхностей изгибаемых полок. При дальнейшем ходе пуансон-матрицы 6 вниз происходит дальнейшая постепенная вьфубка детали 3 по периметру развертки. Одновременно с вырубкой происходит гибка ранее вырубленных участков-детали. На заключительном этапе движения ползуна происходит калибровка формы детали 3 по жесткой оправке 7 с получением готового изделия с При движении ползуна вверх происходит горизонтальное выдвижение оправки 7 из рабочей зоны с открыванием отверстия 8 в нижней плите 9
штампа. Деталь 3 удаляется напровал через отверстие 8. Полоса 1 съемником 10 снимается с пуансон-матрицы 6.
Оправка 7 возвращается в рабочую зону.
Использование изобретения обеспечивает повышение качества гнутых деталей и повьппение производительности
за счет совмещения во времени операций отделения заготовки от полосы, гибки и калибровки.
Формула изобретения
1. Способ изготовления гнутых деталей, включающий отделение заготовки от исходного материала по замкнутому контуру путем надрезки периферийных участков заготовки с последующей вы- рубкой по контуру оставшихся участков, одновременную с вырубкой гибку, а также удаление напровал готового изделия, отличающийся тем, что, с целью повышения качества деталей путем обеспечения перпендикулярности торцовых и боковых поверхностей Изгибаемых полок детали, в первую очередь надрезают периферийные участки на ширине, равной 10 - 40 % ширины развертки детали для углов гибки 120- 60° соответственно, а в конце гибки осуществляют калибровку формы детали по жесткой оправке.
2. Способ по п.1, отличающий с я т.ем, что, с целью упрощения удаления готовых деталей, удаление осуществляют после выдвижения . оправки из рабочей зоны.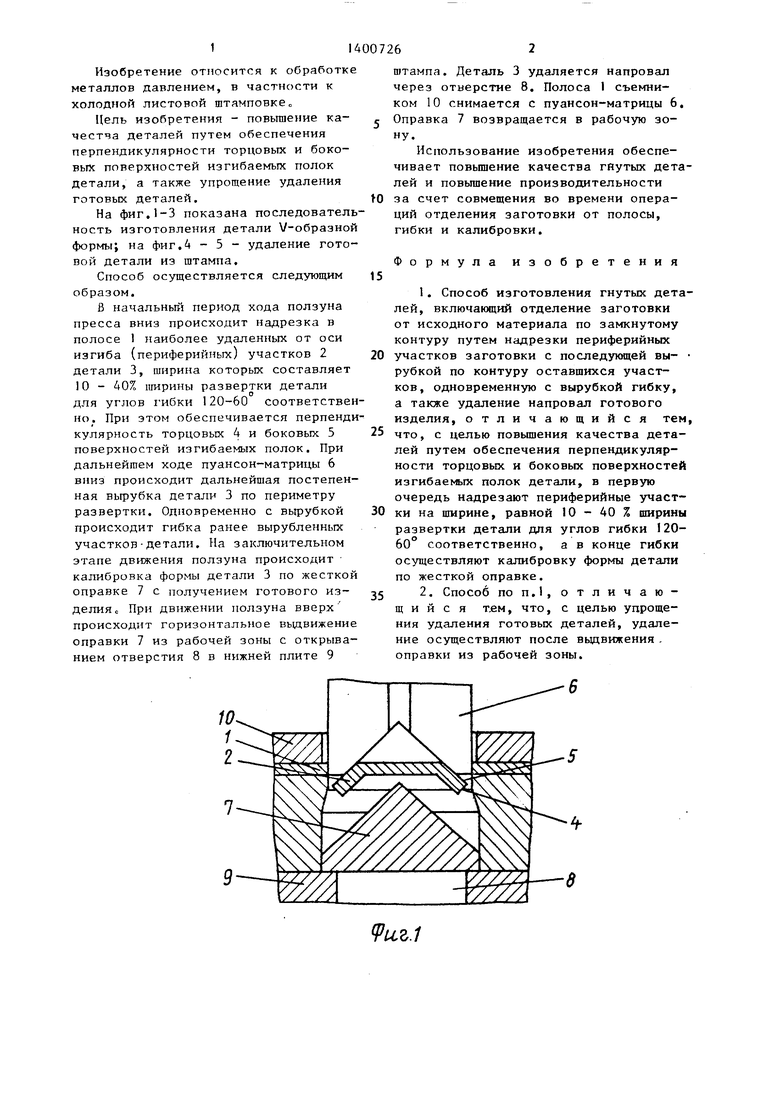
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 1992 |
|
RU2094156C1 |
| Способ вырубки деталей | 1981 |
|
SU1058679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДУГОНАПРАВЛЯЮЩЕГО СКОБООБРАЗНОГО ЭЛЕМЕНТА НЕПОДВИЖНОГО КОНТАКТНОГО УЗЛА ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170980C1 |
| Способ изготовления гнутых гофрированных профилей проката | 1988 |
|
SU1606226A1 |
| Способ изготовления обечаек из полосы и устройство для его осуществления | 1985 |
|
SU1326371A1 |
| Способ последовательной многорядной малоотходной вырубки и штамп для его осуществления | 1984 |
|
SU1175593A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |


Изобретение относится к области обработки металлов давлением, в частности к холодной листовой штамповке, и позволяет повысить качество деталей (Д) и упростить их удаление из штампа. Способ включает надрезку периферийных участков заготовки шириной, равной 10 - 40% ширины развертки (Д)для углов гибки 120-60 , последующую вырубку Д по контуру с одновременной гибкой. В конце вьфубки и гибки выполняют калибровку Д по жесткой оправке. Удаление Д осуществляется напровал при выдвижении оправки из рабочей зоны. Полученные Д характеризуются перпендикулярностью торцовых и боковых поверхностей полок. 1 з.п. ф-лы, 5 ил. В
Vu.1
fPuz.3
(Риг.
U2.5
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мещерин В.Т.Листовая штамповка | |||
| Атлас схем | |||
| Машгиз, 1951, с.56, фиг.293. | |||
