Изобретение относится к способам получения жидких углеводородов каталитической конверсией синтез-газа (CO+H2) и может быть использовано в химической промышленности, в частности для производства моторных топлив с низким содержанием ароматических углеводородов.
Селективность превращения синтез-газа в ценные углеводороды (сжиженный газ, автомобильные бензины, ароматические углеводороды и др.) определяется свойствами катализатора и условиями процесса. Известно, что эффективными катализаторами конверсии синтез-газа в смесь углеводородов, обогащенную C5-C11, являются композиции неорганических металлосодержащих компонентов, активных в восстановлении CO, и цеолитов, в частности, декатионированных пентасилов H-ZSM-5, H-ZSM-11 [1]
Дальнейшие усовершенствования способа получения топливных компонентов из синтез-газа достигались, в основном, за счет изменения активности компонентов бифункциональных катализаторов, определяемой их составом и способом приготовления. Так, увеличение выхода ароматических углеводородов в процессе превращения синтез-газа на двухкомпонентном катализаторе, состоящем из цеолита и цинк-хромового катализатора синтеза метанола, согласно [2] достигается при измельчении исходных компонентов менее 10 меш и использовании фракции таблетированного катализатора с размером частиц 1-30 меш, при этом компонент синтеза метанола на основе оксидов цинка и хрома наиболее эффективен при атомном отношении Zn/Cr менее 4/1, а способ приготовления этого компонента не имеет значения.
Важным направлением синтеза углеводородов из CO и H2 на бифункциональных катализаторах является получение низкокипящих изопарафиновых углеводородов, особенно изопентана и изогексанов, которые могут быть использованы в качестве высокооктановых компонентов автомобильных бензинов, например, при компаундировании с концентратом ароматических углеводородов, полученном на цеолитных катализаторах из газов C2-C4. Добавление легких изопарафинов в бензины, обогащенные ароматическими углеводородами, обеспечивает равномерное распределение детонационных свойств по фракциям, необходимое высококачественному автомобильному топливу.
В [3] предлагается способ получения смеси углеводородов из CO и H2(H2/CO 1-5), в которой фракция C5+ обогащена изопентаном и изогексанами, на катализаторе, полученном распылительной сушкой и прокаливанием при 425-525oC смеси, состоящей из высококремнеземного цеолита, содержащего кроме SiO2 хотя бы один из оксидов трехвалентных металлов (Al, Fe, Ca, Rh, Cr, Sc), и одного или более осадков, содержащих Zn и один или более металлов (Cr, Cu, Al) и полученных добавлением щелочной среды к одному или более водному раствору солей этих металлов.
Приведен состав продукта, полученного за 50 ч реакции в псевдоожиженном слое катализатора, содержащего 15,2 мол. цеолита (SiO2/Al2O3 290, Na2O около 0,02 мол.) и цинк-хромовый компонент (Zn/Zn + Cr 0,67), полученного распылительной сушкой и прокаленного при 500oC из синтез-газа (H2/CO 1,44) при 400oC, давлении 60 атм. и скорости подачи сырья 85 л/кг•ч. Смесь углеводородов содержит 63% жидких продуктов, состоящих (мол.) из парафинов (60), в том числе изопентана и изогексана (50), нафтенов (17) и ароматических углеводородов (23). Производительность и стабильность катализаторов, используемых в способе [3] можно ожидать, будет недостаточно высокой, поскольку предложенные условия прокаливания приводят к его кристаллизации, ухудшают пористую структуру катализатора, снижают его удельную поверхность.
Наиболее близким к предлагаемому способу получения жидких изопарафинов является процесс, описанный в [4] В соответствии с [4] синтез-газ (CO-H2) превращается с высокой селективностью в парафины C1-C6, преимущественно C2-C4, при контакте с катализатором, содержащим цеолит, предпочтительно группы пентасилов и активный в синтезе метанола компонент, содержащий Cu или Cr (композиции Zn и Cr или их оксидов; Zn, Cr и оксидов Cr или Al; Zn, Cu, Cr и La или их оксидов).
В приведенных примерах реализации способа [4] при довольно высоких нагрузках катализатора по синтез-газу (объемная скорость подачи 1210-6764 ч-1) селективность превращения CO в углеводороды не превышает 55% (в расчете на углерод) и выход жидких углеводородов мал. В составе катализаторов использован декатионированный цеолит HZSM-5 с содержанием Na2O не более 0,02 мол.
Цель изобретения создание высокопроизводительного процесса получения из синтез-газа высокооктановых парафиновых компонентов бензинов и бензинов, обогащенных изопарафинами.
Цель достигается при контакте синтез-газа (CO/H2 1 12) с катализатором, восстановленным при температуре не выше 400oC, каждая частица которого включает цинк-хромовую оксидную композицию, активную в синтезе метанола (Zn/Zn + Cr 0,6 0,8', и 10-15 мол. цеолита группы пентасилов с SiO2/Al2O3 25-150, содержащего 0,2-0,5 мол. Na2O и 0,1-5 мол. оксидов редкоземельных элементов (РЗЭ). Превращение синтез-газа осуществляется при температуре 330-400oC, давлении 60-150 атм, объемной скорости подачи сырья 50-11000 ч-1.
Наблюдаемый технический эффект повышение выхода жидких углеводородов и изопарафинов объясняется, видимо, модифицированием кислотных свойств и каталитической активности цеолитного компонента и, возможно, промотирующим эффектом оксидов РЗЭ, находящихся на поверхности кристаллитов цеолита.
Согласно изобретению целевой продукт получают из синтез-газа, представляющего собой смесь CO, H2 и небольших количеств CO2 и инертных газов, при соотношении основных компонентов H2/CO 1-12, способствующем увеличению скорости гидрирования промежуточных соединений и реально достигаемом при циркуляции непревращенного сырья. Низкое содержание оксида углерода в синтез-газе, поступающем на катализатор, для достижения приемлемой для промышленной реализации производительности катализатора компенсируется высокой нагрузкой катализатора по сырью.
Катализаторы, осуществляющие превращение синтез-газа в целевой продукт, в каждой своей частице содержат два компонента: цеолит и цинк-хромовую композицию смесь оксида и хромита цинка с атомной долей цинка (на цинк и хром) 0,6 0,8, соответствующей области оптимальной активности в синтезе метанола и синтез-газа.
Цеолиты, используемые в составе предлагаемого катализатора, представляют собой отечественные аналоги пентасилов ЦВМ, ЦВМШ, (оба по ТУ 38.401528-85), ЦВН и ЦВК (по ТУ 38.102168-85), содержащие 0,2-0,5 мол. Na2O и полученные прямым синтезом (ЦВН) или при обмене исходной Na-формы цеолита на H+- или NH4+-форму.
Оксиды РЗЭ образуются при прокалке при 500-550oC цеолита, пропитанного раствором азотнокислых солей РЗЭ.
Активный в синтезе метанола цинк-хромовый компонент катализатора получают смешением оксида цинка и хромового ангидрида [5] или совместным осаждением гидратов цинка и хрома из растворов их нитратов 20%-ным раствором карбоната аммония с последующей промывкой и сушкой осадка.
Катализатор синтеза углеводородов получают смешением прокаленного цеолита с цинк-хромовым компонентом при их массовом соотношении 1:5 1:1 и таблетированием смеси с добавкой 2-3 мол. графита. Затем катализатор медленно нагревают в восстановительной среде (смесь метанола, водорода или синтез-газа с инертным разбавителем) до температуры 380-400oC с целью формирования активного хромита цинка.
Цинк-хромовый компонент катализатора может быть восстановлен и до таблетирования с цеолитом. В этом случае цинк-хромовый компонент таблетируют, восстанавливают в приведенных условиях, дробят в дезинтеграторной мельнице и двухкомпонентный катализатор получают из увлажненной смеси порошков таблетированием с графитом.
Ниже приведены примеры, подтверждающие эффективность предлагаемого способа получения целевых продуктов.
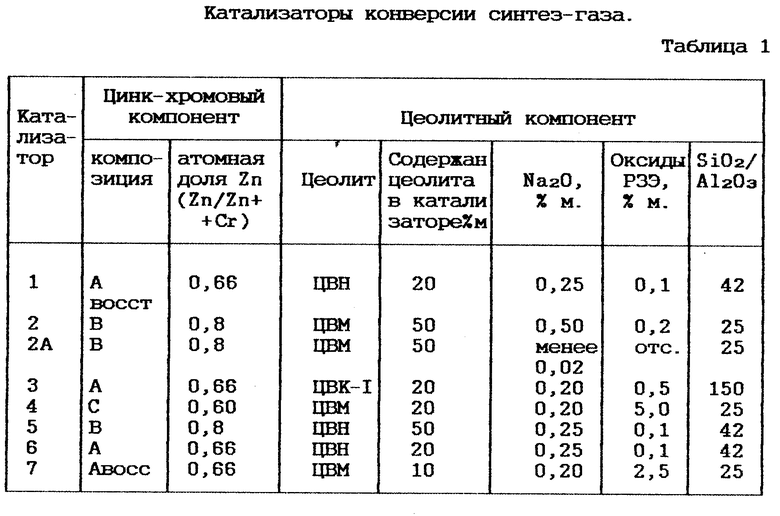
Пример 1. Готовят цеолитные компоненты катализатора конверсией синтез-газа на основе отечественных аналогов пентасилов. Цеолиты ЦВК-1 и ЦВН (ТУ 38.102168.85) синтезированы с SiO2Al2O3 150 и SiO2/Al2O3 42 с использованием тетрабутиламмония и моноэтаноламина соответственно. Цеолит ЦВМ (ТУ 38.401528-85) синтезирован без использования органического основания. Водородные формы цеолитов с заданным остаточным содержанием Na2O получены при двухкратном обмене их 30%-ным раствором азотнокислого аммония с последующей сушкой и прокаливанием в течение 3 ч при 510-220oC. Цеолит ЦВН с содержанием Na2O 0,25 мол. получен прямым синтезом, без обмена натрия и прокален в тех же условиях.
Для модифицирования цеолитов в качестве источника РЗЭ использован промышленный концентрат нитратов РЗЭ, содержащий в 1 л 200 г оксидов РЗЭ следующего состава (в мол.): CeO2 48; Сумма La2О3, Pr2O3 и NbO3 52. Расчетное количество концентрата РЗЭ наносили на цеолит методом безостаточной пропитки. Цеолиты с заданным содержанием оксидов РЗЭ получали при прокаливании пропитанных цеолитов при 500-550oC.
Характеристики приготовленных цеолитов приведены в табл. 1
Пример 2. Готовят цинк-хромовые компоненты A, B, C катализатора конверсии синтез-газа. Композиции A (атомная доля цинка Zn/Zn + Cr 0,66) и B (Zn/Zn + Cr 0,80) получают методом смешения компонентов. Оксид цинка и хромовый ангидрид тщательно измельчают и перемешивают, постепенно добавляя воду, до получения однородной массы. Стехиометрические количества компонентов для композиций A и B соответственно следующие (в кг): ZnO 7,404 и 9,700; Cr2O3 4,569 и 3,046; H2О 0,822 и 0,548.
Композицию С готовят методом осаждения: гидраты цинка и хрома осаждают из раствора, содержащего 5,024 кг Zn(NO3)2 и 4,218 кг Cr(NO3)3 раствором 2,552 кг (NH4)CO3 в 10,2 л воды, осадок отфильтровывают и промывают водой до отсутствия анионов NO3 -.
Пример 3. Готовят двухкомпонентные катализаторы конверсии синтез-газа, используя синтезированные по примерам 1 и 2 цеолиты и цинк-хромовые компоненты, смешивая их в расчетных количествах (табл. 1). Полученные массы смешивают с 3% графита и формуют в таблетки диаметром 9 мм и высотой 6 мм. Катализаторы восстанавливают в реакторе в среде азота с дозировкой до 5% синтез-газа в следующих условиях: давление 3 мПа, объемная скорость газа 10000 ч-1, разогрев до 120oC со скоростью 40oC/ч, до 220oC - 5oC/ч, до 380-400oC 10oC/ч; при 120, 180, 220, 360, 380 и 400oC выдержка в течение трех часов.
В катализаторах 1 и 7 используют цинк-хромовый компонент A, восстановленный предварительно, до смешения с цеолитом. Для этого свежую цинк-хромовую композицию таблетируют, восстанавливают в указанных условиях, затем измельчают в дезинтеграторной мельнице. Катализаторы получают смешением порошка восстановленного цинк-хромового компонента с цеолитом в заданной пропорции и таблетированием с 3 мол. графита.
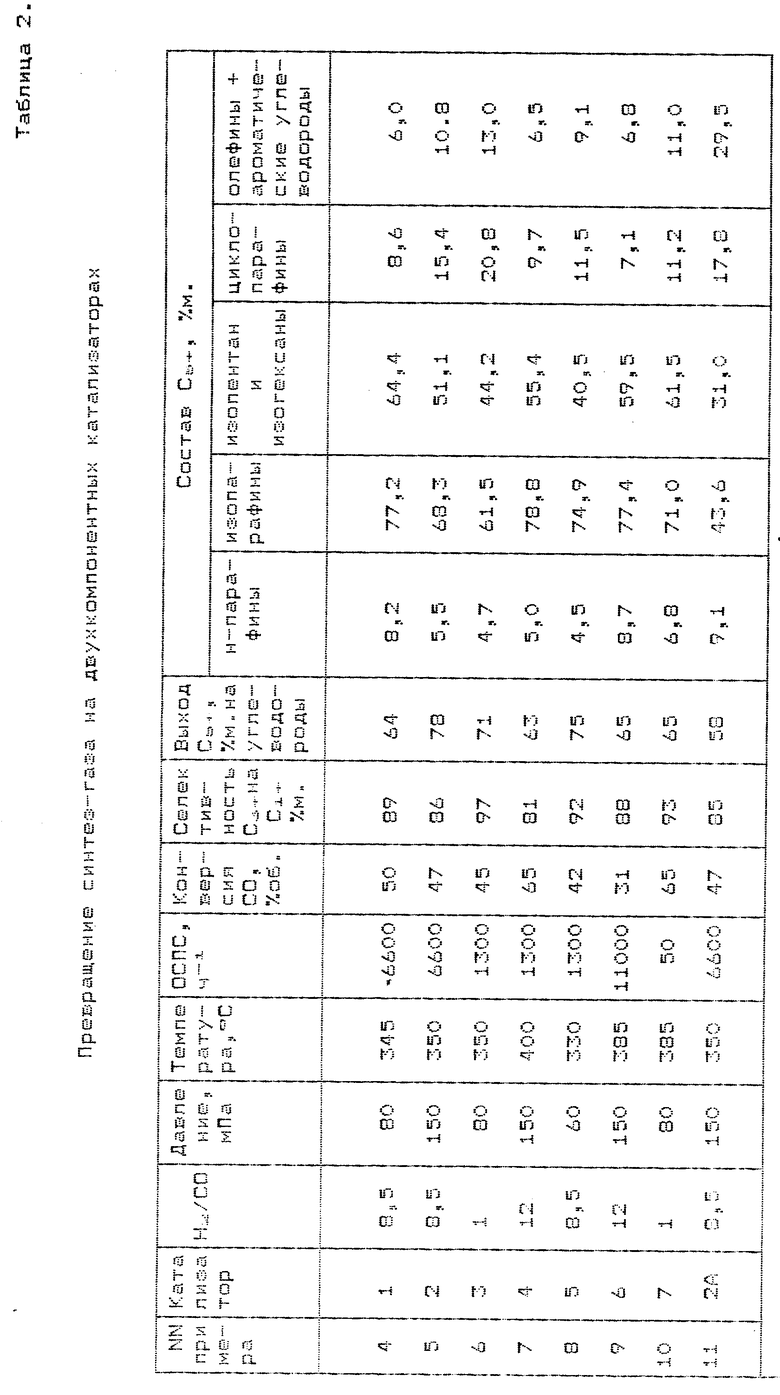
Примеры 4-11. Катализаторы, полученные по примеру 3, используют для получения углеводородов из синтез-газа (CO/H2 1-12) в проточном изотермическом реакторе с загрузкой катализатора 1,9 л при температуре реактора 330-400oC, давлении 6,0-15,0 мПа, объемной скорости подачи сырья (ОСПС) 50-1100 ч-1. Жидкие и газообразные продукты реакции анализировали хроматографическими методами.
В табл. 2 приведены условия и результаты экспериментов. Данные по составу продуктов средние за 72 ч. работы катализаторов.
В представленных примерах осуществления предлагаемого способа получения углеводородов из синтез-газа не менее 63 мол. их выхода бензиновые углеводороды C5-C11, причем содержание в них изопарафинов 61-77 мол. и 70-85 мол. Из них изопентен и изогексан. В полученных бензинах доля ароматических углеводородов незначительна (и обычно равна содержанию олефинов) и они могут быть использованы в качестве основы для получения высокооктановых бензинов с низким содержанием ароматических углеводородов. Для сравнения приведены результаты превращения синтез-газа на катализаторе 2A, содержащем немодифицированный цеолит (пример 11). Выход целевых продуктов в этом случае значительно ниже, чем по предлагаемому способу.
Изобретение относится к способам получения углеводородов из синтез-газа. Способ получения из синтез-газа смеси углеводородов C1-C11, в которых фракция C5+ обогащена изопарафинами, в основном изопентаном и изогексанами, осуществляют в зоне контакта с катализатором, частицы которого включают два компонента: кристаллический алюмосиликат типа пентасилов с SiO2/Al2O3 = 25-100 с содержанием оксида натрия 0,2-0,5 мол.%, и оксидов редкоземельных элементов 0,1-5 мол. %, а также активный в синтезе метанола цинк-хромовый компонент с атомным отношением Zn/Zn+Cr, от 1:9 до 1:1. Катализатор восстанавливают при температуре не выше 400oC и контакт с синтез-газом (CO/H2 = 1 - 12) осуществляют при давлении 6-15 мПа, при температуре 330-400oC, объемной скорости подачи сырья 50-11000 ч-1. Использование нового катализатора в приведенных условиях позволяет повысить выход жидких изопарафинов, особенно легких. Полученный бензин может быть использован в качестве основы для получения высокооктановых бензинов с содержанием ароматических углеводородов не более 25 об. % или в качестве источника изопентана и изогексанов - высокооктановых компонентов бензинов. 2 табл.
Способ получения смеси углеводородов С1 С1 1, в которой фракция С5 + обогащена изопарафинами, в основном изопентаном и изогексанами, путем контактирования синтез-газа при температуре 330 400oС и давлении 6 15 мПа с катализатором, частицы которого содержат кристаллический алюмосиликатный цеолит типа пентасил и цинк-хромовый катализатор синтеза метанола при содержании цеолита 10 50 мас. отличающийся тем, что используют катализатор, который содержит цеолит, имеющий мольное соотношение SiO2/Al2O3 25 150 и содержащий 0,2 0,5 мас. оксида натрия и 0,1 0,5 мас. оксидов редкоземельных элементов, и цинк-хромовый катализатор синтеза метанола, имеющий атомное отношение Zn/(Zn + Gr), равное 0,6 0,8, и который восстановлен при температуре не выше 400oС, и синтез-газ с мольным отношением Н2/СО 1 12 подают на контактирование с объемной скоростью 50 11000 г- 1.

