Изобретение относится к абразивной промышленности, в частности к производству кольцевых заготовок абразивных кругов на вулканитовой связке для последующего получения отрезных, шлифовальных и полировальных абразивных кругов.
Известен штамп для производства заготовок абразивных кругов на вулканитовой связке, содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный упругими элементами выталкиватель вырубаемой заготовки, смонтированный между упомянутыми режущими элементами, и подпружиненный выталкиватель высечки, смонтированный внутри меньшего кольца [1].
Данный штамп не обеспечивает требуемой геометрической точности вырубаемых заготовок из-за отсутствия возможности осуществления калибровки, имеет место постоянное образование заусенца, особенно при пакетной вырубке заготовок.
Наиболее близкий по технической сущности штамп вырубной содержит закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный упругими элементами выталкиватель вырубаемой заготовки, который смонтирован между упомянутыми режущими элементами с выступом относительно рабочих кромок режущих элементов, величина которого соответствует рабочему ходу калибровки, а жесткость его упругих элементов больше жесткости упругих элементов выталкивателя высечки, смонтированного внутри меньшего кольца [2].
Данный штамп позволяет непосредственно перед вырубкой откалибровать заготовку по высоте, а при вырубке осуществить ее жесткий прижим, тем самым устранить ее разновысотность и обеспечить повышенную точность абразивных кругов. Но в то же время этот штамп не обеспечивает получения гладкого ровного края по наружному и внутреннему диаметрам вырубаемой кольцевой заготовки, образующийся при этом заусенец (при пакетной вырубке заусенец может достигать 1 мм) не устраняется и после вулканизации. Круги имеют неудовлетворительный товарный вид. Также следует отметить, что при пакетной вырубке диаметр верхней вырубленной кольцевой заготовки меньше, чем диаметр нижней. Разница может достигать 1 мм.
Задачей изобретения является повышение качества вырубаемых кольцевых заготовок и улучшение товарного вида кругов.
Поставленная задача достигается тем, что в штампе вырубном, содержащем закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный упругими элементами выталкиватель вырубаемой заготовки, который смонтирован между упомянутыми режущими элементами с выступом относительно рабочих кромок режущих элементов, величина которого соответствует рабочему ходу калибровки, а жесткость его упругих элементов больше жесткости упругих элементов выталкивателя высечки, смонтированного внутри меньшего кольца, верхняя плоскость выталкивателя вырубаемой заготовки оснащена пористой прокладкой, пропитанной смазочной жидкостью, которая через нажимное кольцо связана с упругими элементами упомянутого выталкивателя.
То, что верхняя плоскость выталкивателя вырубаемой заготовки оснащена пористой прокладкой, пропитанной смазочной жидкостью, которая через нажимное кольцо связана с упругими элементами упомянутого выталкивателя, позволяет при каждом резе на рабочие поверхности режущих элементов наносить смазку и тем самым снижать коэффициент трения между режущими элементами и вырубаемой кольцевой заготовкой, что позволяет получить гладкие и ровные края по наружному и внутреннему диаметрам вырубаемой кольцевой заготовки, предотвратить образование заусенца и тем самым повысить их качество и улучшить товарный вид.
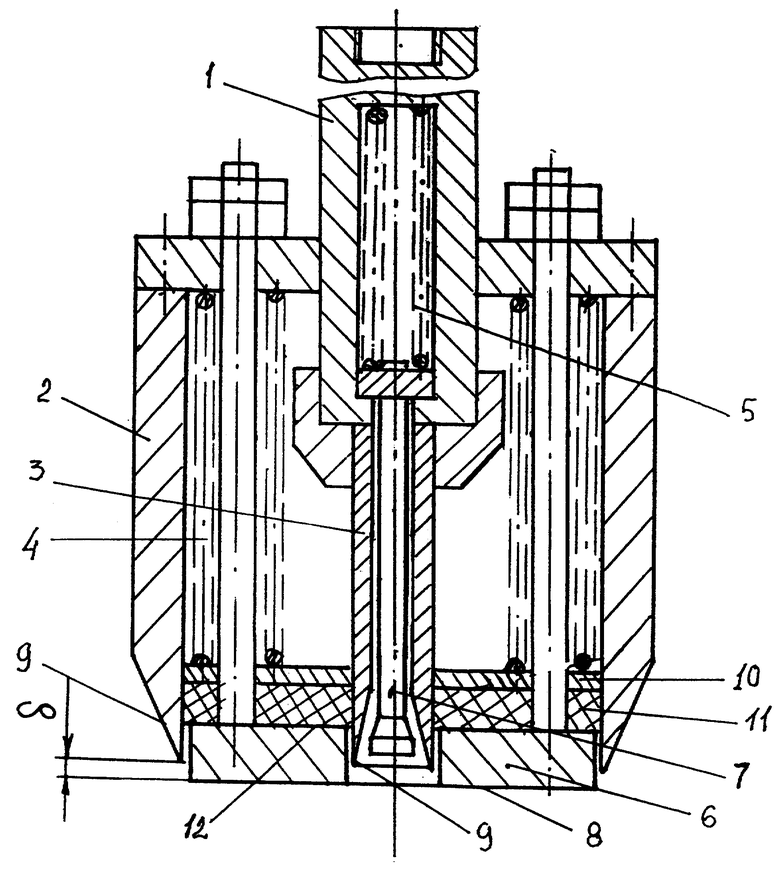
На фиг.1 показан штамп вырубной, где 1 - оправка; 2, 3 - наружный и внутренний режущие элементы; 4, 5 - упругие элементы; 6, 7 - выталкиватели вырубаемой заготовки и высечки; 8 - нижняя плоскость выталкивателя вырубаемой заготовки; 9 - рабочие кромки режущих элементов; 10 - нажимное кольцо; 11 - пористая прокладка; 12 - верхняя плоскость выталкивателя вырубаемой заготовки.
Штамп вырубной работает следующим образом.
Перед началом технологической операции оправка 1 с закрепленными на ней режущими элементами 2, 3 и подпружиненными упругими элементами 4, 5, соответствующие выталкиватели 6, 7 вырубаемой заготовки и высечки находятся в крайнем верхнем исходном положении, нижняя плоскость 8 выталкивателя 6 вырубаемой заготовки выступает за рабочие кромки 9 режущих элементов 2, 3 на величину δ, равную необходимой относительной деформации калибровки. При включении пресса штамп перемещается вниз, выталкиватель 6 вырубаемой заготовки упирается в предварительно прокатанную пластину (на фиг. условно не показана). При дальнейшем движении штампа вниз выталкиватель 6 калибрует пластину в пределах вырубаемой заготовки на требуемую величину деформации калибровки. Упругие элементы 4 сжимаются, выталкиватель 6 вырубаемой заготовки утапливается внутрь кольцевой полости, образованной режущими элементами 2, 3, при этом нажимное кольцо 10 воздействует на пористую прокладку 11, расположенную на верхней плоскости 12 выталкивателя 6 вырубаемой заготовки, и выжимает из нее смазочную жидкость, которой она была предварительно пропитана, и в результате происходит смазывание рабочих кромок 9 режущих элементов 2, 3, а затем осуществляется вырубка заготовки. После вырубки штамп возвращается в исходное крайнее верхнее положение, и цикл повторяется.
Предложенная конструкция штампа используется в производстве при вырубке тонких отрезных кругов наружным диаметром от 80 до 200 мм и высотой до 2,0 мм. Отрезные круги получаются с гладким и ровным краем без заусенцев и полностью соответствуют требованиям ГОСТа 21963-82, имеют улучшенный товарный вид. Для смазки штампа используется гидрофобизирующая жидкость марки 136-41 по ГОСТ 10834-76, которая экологически- и пожаробезопасна, быстро высыхает после вырубки при комнатной температуре, не разъедает формовочную смесь, хорошо взаимодействует со смазывающимися поверхностями. В качестве пористого элемента используется поролон.
Предлагаемое устройство целесообразно использовать на предприятиях абразивной промышленности при производстве абразивных кругов на вулканитовой связке.
Источники информации, принятые во внимание:
1. Малов А.Н. Технология холодной штамповки. - М.: Оборонгиз, 1958, с.119, рис.746.
2. Патент РФ №2108228. Способ и штамп для производства заготовок абразивных кругов на вулканитовой связке. Бюл. №10, 10.04.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
Изобретение может быть использовано для производства абразивных кругов на вулканитовой связке. Его сущность состоит в том, что на верхней плоскости выталкивателя вырубаемой заготовки размещена пористая прокладка, пропитанная смазочной жидкостью, которая через нажимное кольцо связана с упругими элементами выталкивателя. Изобретение позволяет повысить качество вырубаемых заготовок и улучшить их товарный вид. 1 ил.
Штамп вырубной, содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный упругими элементами выталкиватель вырубаемой заготовки, который смонтирован между упомянутыми режущими элементами с выступом относительно рабочих кромок режущих элементов, величина которого соответствует рабочему ходу калибровки, а жесткость его упругих элементов больше жесткости упругих элементов выталкивателя высечки, смонтированного внутри меньшего кольца, отличающийся тем, что верхняя плоскость выталкивателя вырубаемой заготовки оснащена пористой прокладкой, пропитанной смазочной жидкостью, которая через нажимное кольцо связана с упругими элементами упомянутого выталкивателя.
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| DE 3401932 А1, 01.08.1985 | |||
| DE 4235972 А1, 28.04.1994. | |||

