Изобретение относится к абразивной промышленности, в частности для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке для последующего получения шлифовальных, полировальных и отрезных кругов.
Известен ножевой штамп [1], содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный упругими элементами выталкиватель вырубаемой заготовки, смонтированный между упомянутыми режущими элементами и подпружиненный выталкиватель высечки, смонтированный внутри меньшего кольца.
Недостатком данной конструкции штампа является раздельное предварительное поджатие упругих элементов выталкивателей, что затрудняет их настройку и не обеспечивает их равномерное поджатие по высоте относительно рабочей плоскости выталкивателей, особенно для вырубаемой заготовки. В результате вырубленная заготовка, как правило, часто не выталкивается из штампа, перекос выталкивателя отрицательно сказывается и на качестве прижима вырубаемой заготовки, что приводит к искажению ее геометрической формы.
Наиболее близким по технической сущности и достигаемому эффекту является штамп вырубной, содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный с помощью упругих элементов выталкиватель вырубаемой заготовки, расположенный между упомянутыми режущими элементами и связанный с толкателями, размещенными в направляющих втулках и смонтированными на планке, а также подпружиненный выталкиватель высечки, установленный внутри меньшего кольца [2].
Недостатком данного штампа является отсутствие возможности гибкой регулировки предварительного поджатая упругих элементов, а следовательно, настройки оптимального усилия и хода выталкивания, обеспечение стабильности этих параметров в процессе работы, что ограничивает диапазон его использования, требуется обязательная точность соответствия высотных размеров выталкивателей вырубаемой заготовки и высечки, жесткие ограничения параметров (усилие, ход) упругих элементов при их выборе, возможность возникновения перекосов при настройке.
Задачей предлагаемого изобретения является обеспечение удобного, одновременного и равномерного предварительного поджатия упругих элементов выталкивателя, устранение перекосов выталкивателя при настройке штампа.
Поставленная задача достигается тем, что штамп вырубной, содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный с помощью упругих элементов выталкиватель вырубаемой заготовки, расположенный между упомянутыми режущими элементами и связанный с толкателями, размещенными в направляющих втулках и смонтированными на планке, а также подпружиненный выталкиватель высечки, установленный внутри меньшего кольца, снабжен гайкой с буртом, установленной на оправке с возможностью перемещения вдоль ее оси, а планка размещена на упомянутом бурте гайки.
То, что штамп снабжен гайкой с буртом, установленной на оправке с возможностью перемещения вдоль ее оси, а планка размещена на упомянутом бурте гайки позволяет обеспечить удобное, одновременное и равномерное предварительное поджатие упругих элементов выталкивателя.
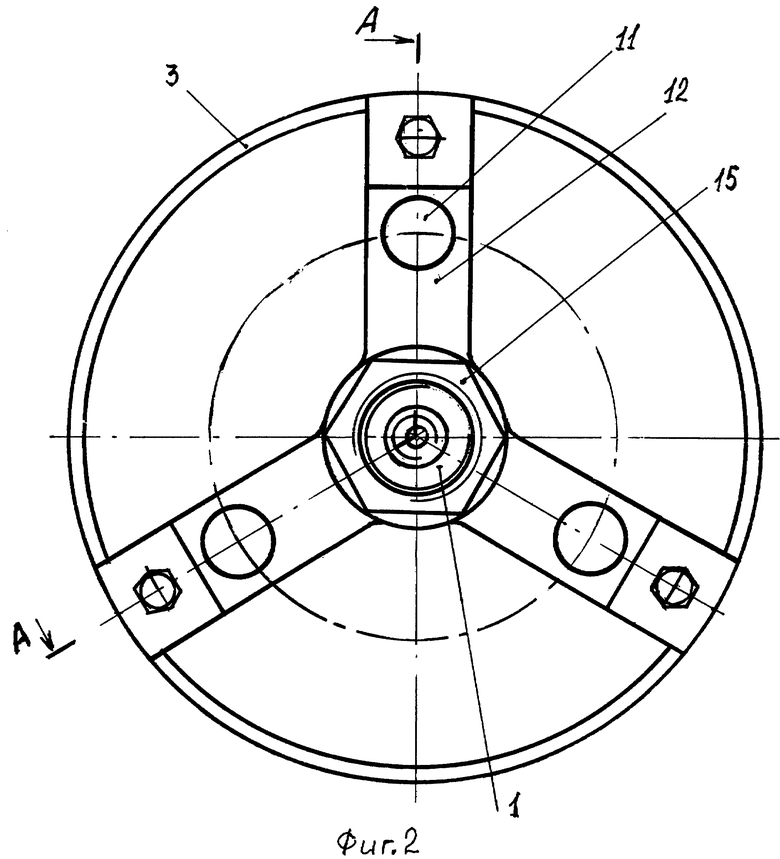
На фиг. 1 приведена фронтальная проекция штампа вырубного в сечении А-А (левая половина сечения - положение перед наладкой, правая после наладки штампа), на фиг. 2 - вид сверху.
Штамп вырубной состоит из оправки 1, на которой посредством крепления 2 смонтирован режущий элемент 3, а посредством резьбового стакана 4 и накидной гайки 5 режущий элемент 6, выполненные в виде колец, встроенных одно в другое, выталкивателя 7 вырубаемой заготовки, подпружиненного упругими элементами 8, смонтированного между упомянутыми режущими элементами, выталкивателя 9 высечки, подпружиненного упругим элементом 10 относительно резьбового стакана 4. Выталкиватель 7 посредством толкателей 11 крепится на планке 12, установленной на бурте 13 гайки 14, смонтированной на оправке 1. Гайка 14 снабжена контргайкой 15.
Штамп настраивается следующим образом.
После монтажа на оправке 1 посредством креплений 2 режущего элемента 3, с помощью резьбового стакана 4 и накидной гайки 5 режущего элемента 6, выталкивателей 7 и 9 с упругими элементами 8 и 10 соответственно, толкателей 11 с планкой 12, которая устанавливается на бурте 13 навернутой гайки 14, выворачиваем вверх относительно оправки 1 гайку 14 и перемещаем тем самым в ту же сторону размещенную на ее бурте 13 планку 12 со смонтированными на ней толкателями 11 выталкивателя 7 и осуществляем одновременное и равномерное требуемое поджатие упругих элементов выталкивателя 7. После настройки устройство контрится контргайкой 15. Штамп готов к работе.
Типовая конструкция штампа для вырубки кольцевых заготовок шлифовальных и полировальных кругов с наружным диаметром 500 мм и внутренним 32 мм различной высоты была оснащена предлагаемым устройством для одновременного и равномерного поджатия упругих элементов выталкивателя вырубаемой заготовки. Равномерное поджатие упругих элементов при настройке штампа обеспечило в процессе его работы полное выталкивание заготовки из штампа после вырубки, без дополнительного ручного труда, а в случае калибровки с помощью выталкивателя способствует более эффективному устранению разновысотности заготовок по периметру, при этом также наряду с повышением точности настройки штампа сократилось время на его настройку.
Предлагаемый штамп целесообразно использовать на предприятиях абразивной промышленности при производстве абразивных кругов на вулканитовой связке.
Источники информации
1. Малов А. Н. Технология холодной штамповки. Государственное издательство оборонной промышленности. - М., 1958, с. 119, рис. 746.
2. Романовский В.П. Справочник по холодной штамповке, Ленинград, Машиностроение, 1971, с. 391, рис. 398.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
Изобретение относится к абразивной промышленности и может быть использовано при вырубке кольцевых заготовок абразивных кругов на вулканитовой связке. Штамп содержит режущие элементы, подпружиненный выталкиватель вырубаемой заготовки, связанный с толкателями, и выталкиватель высечки. Режущие элементы закреплены на оправке и представляют собой два встроенных одно в другое кольца. Выталкиватель заготовки расположен между режущими элементами. На оправке с возможностью перемещения вдоль ее оси установлена гайка с буртом, на котором размещена планка. На планке смонтированы толкатели. В результате обеспечивается равномерное предварительное поджатие упругих элементов выталкивателя вырубаемой заготовки, повышается точность настройки штампа, снижается ее трудоемкость. 2 ил.
Штамп вырубной, содержащий закрепленные на оправке режущие элементы, выполненные в виде встроенных одно в другое колец, подпружиненный с помощью упругих элементов выталкиватель вырубаемой заготовки, расположенный между упомянутыми режущими элементами и связанный с толкателями, размещенными в направляющих втулках и смонтированными на планке, а также подпружиненный выталкиватель высечки, установленный внутри меньшего кольца, отличающийся тем, что он снабжен гайкой с буртом, установленной на оправке с возможностью перемещения вдоль ее оси, а планка размещена на упомянутом бурте гайки.
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971 | |||
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий | 1977 |
|
SU716675A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| СПОСОБ ВСКРЫТИЯ УЧАСТКА ТРУБОПРОВОДА | 2014 |
|
RU2561954C2 |
| DE 4235972 A1, 28.04.94 | |||
| Приспособление для испытания образцов материалов на чистый изгиб в агрессивной среде | 1985 |
|
SU1322123A1 |
