Изобретение относится к контактной точечной сварке, а более конкретно к способам автоматического контроля параметров режима сварки, и может быть использовано в различных отраслях промышленности, в частности в автомобилестроении при сварке узлов с большим количеством сварных точек.
Широко известны различные способы автоматического контроля качества контактной сварки точек, а также схемы и приборы для измерения параметров режима сварки на многотрансформаторных машинах (авт. св. СССР N 774852, кл. B 23 K 11/24, 1980), где в зависимости от напряжения подключают определенно количество сварочных машин при включении одним контактором нескольких трансформаторов. Производится одновременная сварка нескольких точек, что требует установки датчиков в каждый сварочный контур. Невозможно произвести автоматическую подрегулировку параметров режима сварки каждой точки отдельно.
Известен контракт N 34 - 04/00729-260, декабрь 1980, фирмы "КАВАСАКИ" Япония, ВАЗ, где используются для доварки кузова автомобиля несколько роботов на каждом посту автоматической линии. Каждый робот имеет один сварочный трансформатор и один вторичный контур. Во вторичный контур каждого трансформатора установлен один датчик тока. Здесь имеется автоматический контроль параметров тока каждой точки путем задания верхнего и нижнего пределов сварочного тока.
Известен контракт N 34-04/90194-117, ноябрь 1978, фирмы "КУКА" ФРГ, ВАЗ, где к одному тиристорному контактору подключено несколько сварочных трансформаторов, которые работают одновременно или группами. Каждый сварочный трансформатор допускает одновременную работу двумя сварочными контурами. Величина тока и время его протекания контролируются контрольно-измерительными приборами, связанными с датчиками тока, установленными в каждый вторичный контур сварочных трансформаторов.
Недостатками данного способа являются невозможность применения активного контроля качества сварки и большое количество измерительных приборов и датчиков.
Наиболее близким техническим решением к заявляемому является способ контроля параметров режима сварки на автоматических линиях фирмы "КОМАУ" Италия, ВАЗ (контракт N 51-14/11936-ИТ 328 от 12.05.89). На многотрансформаторных машинах фирмы "КОМАУ" для сварки нескольких точек, расположенных в одной плоскости, применены программируемые каретки. Каждая каретка обслуживает один сварочный трансформатор с одним вторичным контуром, в который установлен датчик тока, при помощи которого осуществляется активный контроль величины сварочного тока и времени его протекания. Остальные точки, расположенные в разных плоскостях узла, свариваются на многотрансформаторных машинах без активного контроля.
К недостаткам способа контроля на автоматических линиях фирмы "КОМАУ" относится невозможность применения 100%-ного активного контроля параметров режима сварки и автоматической корректировки параметров режима каждой точки в процессе сварки на многотрансформаторной машине, а также то, что один датчик тока контролирует параметры режима одного вторичного контура.
Задача изобретения направлена на переход с системы контроля отдельных точек на систему автоматического контроля с автоматической подрегулировкой параметров режима сварки каждой точки на многотрансформаторной машине.
Указанную задачу решают следующим образом:
- на каждый сварочный трансформатор, к которому подключено несколько вторичных контуров, в первичный контур или на общий токоподвод вторичного контура устанавливают один датчик тока;
- сварку точек производят группами электродов по одной паре электродов от каждого трансформатора в группе;
- каждый сварочный трансформатор в группе включают в работу поочередно, таким образом производя последовательную сварку точек с автоматическим контролем и подрегулировкой параметров режима сварки каждой точки.
В отличие от прототипа, где
- датчик тока устанавливают только на трансформаторах с одним вторичным контуром;
- производится одновременная сварка групп точек несколькими трансформаторами одновременно;
- включение групп трансформаторов производится одновременно;
- невозможно использовать активный контроль на всех точках, свариваемых на многотрансформаторной машине;
- взаимное влияние токов вторичных контуров на точность измерения и корректировку параметров режима сварки при одновременной сварке нескольких точек.
Способ автоматического контроля параметров режима точечной сварки на многотрансформаторной машине контактной сварки осуществляется следующим образом и иллюстрируется схемой, показанной на чертеже.
Рассмотрим выполнение способа на примере работы многотрансформаторной машины, имеющей "n" - количество сварочных трансформаторов для сварки большого количества точек. В первичный контур или на общий вывод вторичной обмотки каждого трансформатора TCI...TCn, к которым подключено по нескольку сварочных контуров для сварки близлежащих точек, устанавливают по одному датчику тока (ДТ). Подготавливают к работе группу трансформаторов, сжимая одновременно по одной паре электродов от каждого трансформатора в группе (т. 2, 8, 16, 17). Трансформаторы в группе включают в работу последовательно тиристорными контактами (ТК) при помощи ЭВМ через блок управления сварочным током (РЦС), т.е. производится последовательная сварка точек. Это позволяет применить индивидуальный режим сварки и автоматический контроль с автоматической подрегулировкой параметров режима для каждой точки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МНОГОТРАНСФОРМАТОРНОЙ СВАРОЧНОЙ МАШИНЫ И СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131340C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Способ управления и контроля процесса контактной сварки | 1985 |
|
SU1320033A1 |
| Машина для контактной точечной сварки | 1981 |
|
SU1002118A1 |
| Электроднный блок для контактной точечной сварки | 1984 |
|
SU1232426A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2003 |
|
RU2253552C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
Изобретение относится к сварочной технике. Сущность изобретения: производят последовательное измерение параметров режима сварки датчиками тока с использованием измерительных приборов. В первичный контур или на общий токоподвод вторичной обмотки каждого трансформатора, к которому подключено несколько вторичных контуров, устанавливают по одному датчику тока и производят автоматический контроль параметров режима сварки каждой точки. Изобретение позволяет применить индивидуальный режим сварки и автоматический контроль с автоматической подрегулировкой параметров режима для каждой точки. 1 ил.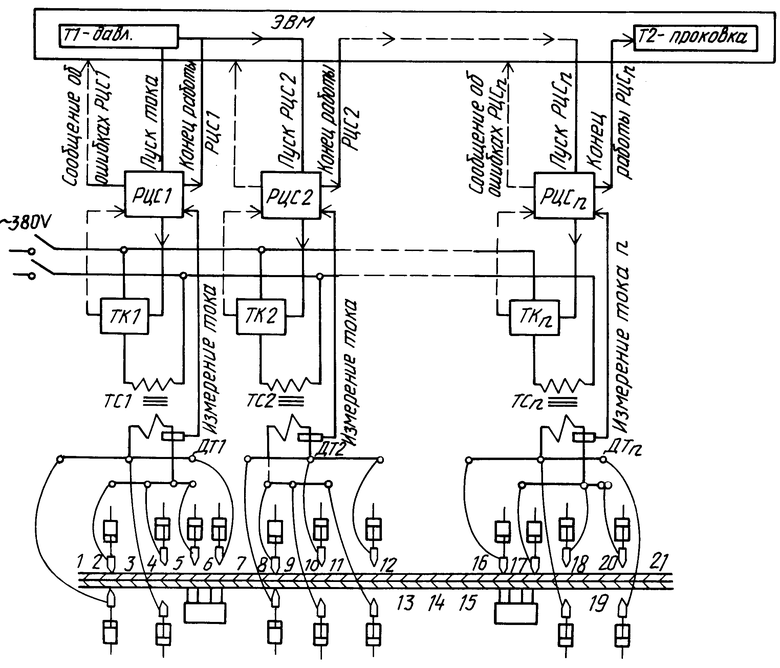
Способ автоматического контроля параметров режима точечной сварки на многотрансформаторной машине контактной сварки, включающий измерение параметров режима сварки датчиками тока с использованием измерительных приборов, отличающийся тем, что в первичный контур или на общий токоподвод вторичной обмотки каждого трансформатора, к которому подключено несколько вторичных контуров, устанавливают по одному датчику тока, с помощью которого одним измерительным прибором определяют параметры режимов сварки последовательно для всех вторичных контуров.
| Способ контроля параметров режима сварки на автоматических линиях формы " КОМАУ" Италия, ВАЗ, контракт N 51-14/11936-ИТ 328, 1989. |

