I
Изобретение относится к способу изготовления порошковой проЕЮЛоки, состоящей пз металлической оболочки и порслпкообразной шихты для автоматической или полуавтоматической сварки с атмосферой защитного газа.
Известен способ изготовления такой порошковой проволоки, включающий профилирование металлической ленты в желоб, заполнение желоба иороишообразной смесью, доформовку желоба и сварку полученной металлической оболочки 1.
Однако при таком способе изготовления проволоки порошок прилегает к загнут1 1м краям полосовой заготовки во время закрывания желоба и особенно во время сварки соединения. Сварное соединение получается при этом плохого качества, что значительно усложняет последующую протяжку проволоки.
Цель изобретения - повысить качество порошковой проволоки.
Поставленная пель достигается тем, что перед сваркой в металлический желоб вводят дополнительную оболочку, закрывающую HopOHJOK в зоне сварки.
Дополнительная оболочка ненрерывной лентой разматывается с катущки с той же скоростью, что II лента, предназначенная для трубчатой мета.1лической оболочки, и носле формования оболочки и помещения в нее порощковой шихты покрывает порошковую шихту, разграничивая свободное пространство под соединением и обеспечивая газовую защиту, необходимую нри некоторых видах сварки.
Дополнительная оболочка может выполняться из металла или из неметаллического материала, например пластической массы или бумаги.
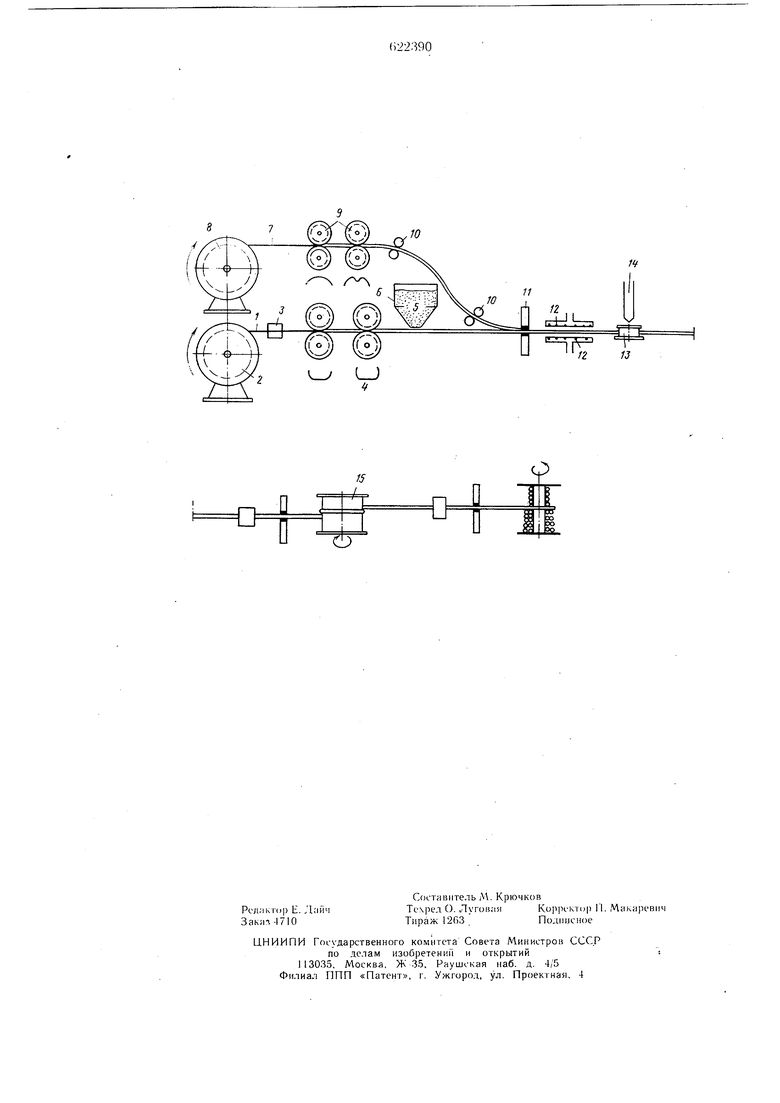
На чертеже показана схема изготовления порошковой проволоки.
Металлическая полосовая заготовка 1,. предназначенная для выполнения оболочки трубчатой нроволоки, непрерывно разматывается с катушки 2 под действием переднего натяжения. Эта заготовка может б1)1ть из .мягкой стали то.1щиной 1, 2 мм и 1иириной
0 31,5 м.м. Для непрерывного производства пре дусмотрена по крайней мере одна допо.шительная катуп1ка и авто.матическая установка для сварки край в край с металлическими лентами. Полосовая заготовка покрывается
3
контак э,1е.мент()м 3 из смазочной II/ICHкн перед введением в нрофи.шрх loHiee уетpoiieTBO, где н два последовательных приема ей нрндается форма 4 с закругленным дном.
Затем на дно желоба 4 кладется сварочный норопюк Гх содержащий продукты, обраsyiOHUie (|)люс, aeniecTBa, ,в1)1рабатывак)Н1пе пмак, раекнс.П1те.11)Ные arcHTi i, выдсмяюнще газ продукт., cn.iaeaM стабил заторы дуп. Порошок В1 г екает ил резервуара 6, вибратором 1. HJ ieкo, обеспеч 1ваюп1нм )ep) вь тека ие через Г родоль 1ое со,, В);. в желоб.
,е )е проф 1лпрованная лепта 7, которой в настоя цем примере является олосовая за отовка 1з стали то, 1циной 0,3 Мл и шир -1пой 20 мм, наматывается а катушку 8. Проходя между двумя оризонга. подвижных блоков я. сначала сг 1бается в дугу. Затем ()а риобретает ть, продолы ый паз. Пос,едиий будет бо.чее и.ш менее заметеп в зав симостп от 1убпн з иро иканпя желоба в порошок. Г1рофплирован ая лента проходит зате между paзлI чпы пl роликами 10 с гем, чтобы далыие пройт через резервуар 6 в желоб 4. На в)ходе из фильеры II края .металлической ио.юсовой заготовк к()1 тактпруют с . не накладываясь друг на друга, а поропюк 5 уже хорои 0 спреесова 1од профил рова 10Й лептой 7.
Трубка диаметром около 12 мм проходит затем прямо перед горелками 12. Так образом, оверхпоеть трубки избавляется от остатков иег ользованн,х для нрофилпрованпя смазок, а еоедппеппе подогревается для
сварки, которую . ПрО ЗВОДПТЬ с ИОВЫ нен ой скоростью. Сварка не ерметичного паза ос члествляется в N OMenT когда трубка находится между дву.Я верт кал нымп 13, поддержпва1опи1ми края трубчатой 10.1осовой за отовки п контакте
ОД с В НуЖПОМ ГГО. 1 И. СоСдпне 1ие чраев осуп1еств, яется ) а П аратом 14. Эта может КО 1ТаКТ И)Й СВарК СОПрОТ i. С еМ .
дукц 1онной сварки, дуговой в среде Газа, СВарК уЧКОМ ::)ЛеКТ|)0()В,
4
. сварки и др. Условия, необходимые дли г олученпя хороших сварных швов, дости а отся нрп при.мененип предлагаемого способа.
После выхода из сварочного аппарата 14
закрытая трубка покрывается смазочным .маTep a,, г одвергается о крайней мере одному роходу протяжки, а затем наматывается па катуп ку с тем, чтобы дойти до желаемого . Устаповка предварительной протяжки 1меет ту особенность,.что барабан или барабаны протяжки 15 установ.ены вертика; ьно. Это расположение дает большие преимущества.
Действительно, прпнимая во внимание, что трубка остается в горизо тальном положе ии, внутри трубки не происходит никакого значптель 1ого переме пения nopOQJxa п не р0 сходит образования беспоро иковых
30), в ПрОТ 1ВОПО, ОЖНОСТЬ ТОМу, ЧТО ПрОИСходпт во время ротяжки с -оризонтальнь МИ .. Таким образом, порошок спрессов)вается в xopoinnx условиях уменьшение.м д аметра трубк до той степени, которая озволяет ему еремешаться i трансформироваться без какого-либо уидерба для Юрои кового ядра.
Затем диаметр трубки уменьи ается путем 1ротяжки до жeлae oй величины. Перед сварочная 1роволока может eHie подвергаться различнь м обработка.м.
Формула изобретения
изготовления 1()роп1ковой проволокп, состояпдей из метал. ческой оболочк) 1 иорошкообраз 1ой шихт,|, включаюии Й профил роваиие мета,-1, ическ()й . в желоб, заиол1 е1 ие желоба иорошкообраз1юй смесью, дофор.мовку желоба и сварку получен ой металлической оболочки, отличающийся тем, что, с иелью повышения качества проволокп, перед доформовкой и сваркой в мета; Л 1ческпп желоб вводят дополнительную оболочку, закрывающую порошок в зоне сварки.
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции № 2097997, кл. В 23 К 35/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШНУРА С НАПОЛНИТЕЛЕМ | 2003 |
|
RU2245237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2000 |
|
RU2179500C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ НАПЛАВОЧНОЙ ЛЕНТЫ ОДНОШОВНОЙ | 1998 |
|
RU2137565C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Способ изготовления порошковой проволоки | 1989 |
|
SU1632716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| Способ изготовления сварочной проволоки | 1985 |
|
SU1266694A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
О
