Изобретение относится к обработке металлов давлением, а именно, к штамповке гибких деталей из листового материала.
Известен способ получения П-образных деталей из листовых заготовок (SU, а. с. N 1526870, МКИ B 21 D 5/01, 1987 г.), включающий предварительный нагрев заготовки, калибровку полок по пуансону и выдержку изделия под давлением между пуансоном и полуматрицами. Недостатком данного способа является низкая стойкость рабочих элементов штампа (пуансона и полуматриц), которая обусловлена контактом с высокопрочным металлом заготовки (ВТ-20), нагретым до высокой температуры (600oC).
Наиболее близким по технической сущности и достигаемому результату является способ гибки листовых заготовок (SU а. с. N 841705, МКИ B 21 D 5/01, 1981 г. ), включающий размещение заготовки на жесткой матрице и последующею ее гибку жестким пуансоном. Недостатком данного способа является низкое качество поверхности изготавливаемой детали, т.к. в процессе гибки детали, между поверхностями матрицы и заготовкой, пуансоном и заготовкой, возникает трение, вследствие которого на поверхности детали образуются риски.
Изобретение направлено на повышение качества поверхности изготавливаемых деталей и повышение срока службы штампа.
Это достигается тем, что в способе гибки листового материала перед гибкой между матрицей и заготовкой в зоне гиба устанавливают две плоские пластины, которые размещают по обе стороны от оси матрицы, а между пуансоном и заготовкой размещают изогнутую по форме пуансона прокладку. При этом две плоские пластины при движении пуансона вниз движутся вместе с заготовкой в рабочее пространство матрицы, скользя по радиусу закругления последней и предохраняя металл заготовки от трения по радиусу закругления матрицы пластины. Прокладку и пластины выполняют из высокопрочно металла. Применение таких прокладок и пластин значительно повышает износостойкость рабочих поверхностей пуансона и матрицы.
На фиг. 1 изображен предлагаемый штамп в процессе гибки; на фиг. 2 - то же, заключительный момент.
Штамп для гибки листового материала содержит матрицу 1, установленную на столе 2 пресса, и пуансон 3, закрепленный на ползуне 4 пресса. На матрице 1 установлен фиксатор 5, предназначенный для фиксации листовой заготовки.
Способ гибки листового материала осуществляется следующим образом.
На нерабочую поверхность матрицы 1 накладывают две плоские пластины 6, выполненные из высокопрочного материала, сверху накладывают листовую заготовку 7, фиксируя ее положение посредством фиксатора 5. Сверху на листовую заготовку 7 устанавливают прокладку 8, изогнутую по форме пуансона 3 и выполненную из высокопрочного материала, прикладывая усилие P к листовой заготовке осуществляют ее гибку.
Пример. На боковые и горизонтальные поверхности матрицы устанавливают титановые пластины 6 из ВТ-20 толщиной 2 мм так, чтобы перекрывали рабочее пространство матрицы по 5 мм с боков. Сверху на пластины устанавливают заготовку из металла ВНС-2 толщиной 2 мм, предварительно нагретую до 300oC. После этого осуществляют формовку посредством пуансона, на который предварительно надевают титановую прокладку, изогнутую по форме пуансона и изготовленную из металла ВТ-20, толщиной 1 мм. После гибки детали пуансон поднимают вверх, при этом прокладка остается в матрице. Ее удаляют из матрицы после поднятия пуансона вверх. Затем удаляют из матрицы готовую деталь.
Данный способ гибки листового материала обеспечивает высокое качество изготовления деталей, отсутствие рисок на внутренней и наружной поверхностях. При этом прокладки во время гибки не подвергаются деформации и их можно использовать многократно. Кроме того, повышается срок службы штампа, так как износ рабочих поверхностей пуансона и матрицы компенсируется толщиной пластин и прокладок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МЕТАЛЛА НА ДВУХОСНОЕ РАСТЯЖЕНИЕ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1996 |
|
RU2125255C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из листового материала. Листовую заготовку размещают на жесткой матрице. Между матрицей и заготовкой в зоне гиба предварительно устанавливают две плоские пластины. Пластины располагают по обе стороны от оси матрицы. Между пуансоном и заготовкой устанавливают прокладку, изогнутую по форме пуансона. Для изготовления пластин и прокладки используют высокопрочный материал. Затем производят гибку заготовки по матрице жестким пуансоном. В результате повышается качество поверхности деталей и увеличивается срок службы штампа. 2 ил.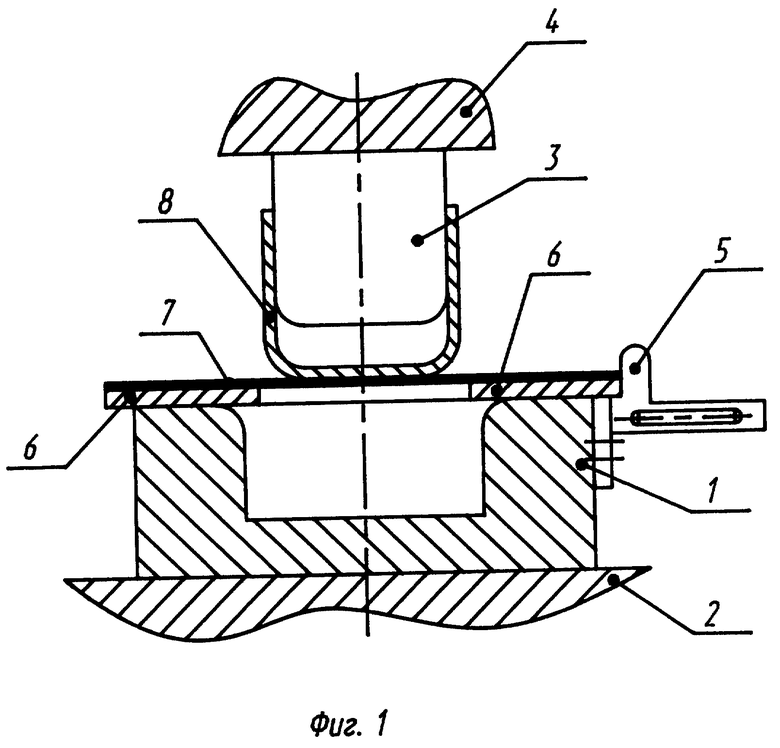
Способ гибки листового материала, включающий размещение заготовки на жесткой матрице и последующую ее гибку жестким пуансоном, отличающийся тем, что перед гибкой между матрицей и заготовкой в зоне гиба устанавливают две плоские пластины, которые размещают по обе стороны от оси матрицы, а между пуансоном и заготовкой располагают изогнутую по форме пуансона прокладку, при этом пластины и прокладку выполняют из высокопрочного материала.
| Штамп для гибки листовыхзАгОТОВОК | 1979 |
|
SU841705A1 |
| Способ изготовления полых изделий из листовой заготовки | 1977 |
|
SU703187A1 |
| Способ гибки листовых заготовок | 1989 |
|
SU1655597A1 |
| Способ изготовления V-образных изделий | 1990 |
|
SU1814946A1 |
| Быстросохнущий пленкообразующий раствор для предохранения от повреждений поверхностей металлов и сплавов в процессе холодного их штампования | 1950 |
|
SU90859A1 |
| Устройство для безотвальной обработки почвы | 1983 |
|
SU1122247A1 |
| US 3660622 A, 25.09.73. | |||

