Группа изобретений относится к сварке наплавлением, в частности к методам восстановления наплавкой размеров изношенных поверхностей корпусов букс в железнодорожных транспортных средствах, и может быть использовано при ремонте дефектных и изношенных деталей, имеющих аналогичный профиль.
Для восстановления изношенных в результате эксплуатации поверхностей корпусов букс применяется электродуговая направка, при которой наплавляется необходимое количество швов до нужных размеров, причем каждый последующий - в противоположном направлении. Этот способ может быть принят за прототип (см. "Инструкция по сварке и наплавке при ремонте вагонов и контейнеров". РТМ-32". МПС. М.: Транспорт, 1989, с.79).
К причинам, препятствующим достижению указанного ниже технического результата, относят то, что при наплавке методом сверки происходит большая деформация внутренней поверхности корпуса буксы, т.е. величина эллипсности значительно превышает допустимые нормы при ремонте согласно требованиям "Инструкции по эксплуатации и ремонту вагонных букс с роликовыми подшипниками, 3-ЦВРК". А следовательно, корпус буксы не может быть использован для дальнейшей эксплуатации.
Сущность изобретения заключается в следующем.
1. Заявляемая группа изобретений направлена на решение единой задачи - увеличение срока эксплуатации деталей машин.
2. Единый технический результат - устранение дефектов, возникающих в железнодорожных буксах в процессе эксплуатации путем восстановления размеров изношенных поверхностей корпусов букс.
Указанный единый технический результат при осуществлении группы изобретения по объекту - способу достигается тем, что в известном:
1. Способе восстановления изношенных поверхностей, преимущественно корпусов вагонных букс, электродуговой наплавкой, при котором изделие устанавливают на устройство, защищают изношенные поверхности, производят наплавку необходимого количества швов, причем каждый последующий - в противоположном направлении, обеспечивают остывание вместе с устройством до температуры окружающей среды и производят механическую обработку до чертежных размеров.
2. Особенность заключается в том, что перед наплавкой между внутренней поверхностью корпуса и распорным механизмом устройства устанавливают симметрично относительно вертикальной оси изделия две полувтулки и вкладыши, а после остывания накладывают компенсирующие валики на наружной поверхности корпуса буксы в местах максимальной деформации внутреннего диаметра.
3. В частных случаях: 1) наплавку производят, опустив восстанавливаемое изделие в ванну с охлаждающей жидкостью, оставляя над ее поверхностью наплавляемую часть; 2) перед наложением компенсирующих валиков производят нагрев рабочих ребер жесткости в местах их наплавки.
4. Наплавкой необходимого количества швов, причем каждый последующий в противоположном направлении (для уменьшения деформации), восстанавливают размеры изношенных наружных поверхностей корпуса вагонной буксы. Возникающая при этом значительная деформация внутренней поверхности корпуса частично компенсируется (сдерживается) установленными симметрично относительно вертикальной оси изделия (т.е. в местах наибольшей деформации) двумя полувтулками и вкладышами, принадлежащими устройству для задания и фиксации предварительной деформации, а частично - наложением, после остывания вместе с устройством, компенсирующих валиков на наружной поверхности корпуса в местах максимальной деформации внутреннего диаметра, чем устраняется эллипсность. Дальнейшей механической обработкой доводят размеры восстанавливаемого изделия до чертежных.
Так как литье разных заводов-изготовителей неодинаково, в частных случаях для уменьшения деформации применяется наплавка с охлаждением, а также с нагревом рабочих ребер жесткости в местах их наплавки перед наложением компенсирующих валиков.
Таким образом, путем восстановления размеров изношенных поверхностей устраняются дефекты корпусов вагонных букс, и их дальнейшая эксплуатация становится возможной.
Это показывает, что между совокупностью признаков, перечисленных выше из формулы изобретения и вышеизложенным техническим результатом существует причинно-следственная связь, которая доказывает существенность признаков формулы изобретения.
Указанный единый технический результат при осуществлении группы изобретений по объекту-устройству достигается тем, что в известном:
1. Устройстве для задания и фиксации предварительной деформации диаметра внутренней поверхности корпуса вагонной буксы при осуществлении способа, содержащем распорный механизм из двух конусов и фиксирующие элементы.
2. Особенность заключается в том, что оно снабжено двумя полувтулками, внутренний диаметр которых выполнен с возможностью охвата конусов, а наружный диаметр соответствует диаметру внутренней поверхности корпуса буксы, и вкладышами, толщина которых выбрана в зависимости от величины деформации внутреннего диаметра корпуса, возникающей в результате наплавки.
3. Применение полувтулок, внутренний диаметр которых соприкасается с конусами распорного механизма, а наружный соответствует внутреннему диаметру корпуса буксы, создает возможность несколько препятствовать деформации внутренней поверхности корпуса. Толщина вкладышей выбирается в зависимости от величины ожидаемой деформации, возникающей в результате наплавки, т.е. задается предварительная деформация и фиксируется при установке корпуса буксы и закреплении его на устройстве. Так как вкладыши устанавливаются в местах наибольшей деформации сжатия внутренней поверхности после наплавки (определено опытным путем), то это также препятствует деформации, то есть создает противодействие, что способствует затем в восстановлении размеров корпуса буксы, так как чем меньше деформация, тем легче восстанавливать размеры.
Это показывает, что между совокупностью признаков, перечисленных выше из формулы изобретения, и вышеизложенным техническим результатом существует причинно-следственная связь, которая доказывает существенность признаков формулы изобретения.
Заявленная группа изобретений соответствует требованию единства изобретения, поскольку группа разнообъективных изобретений образует единый изобретательский замысел, причем один из заявленных объектов группы - "Устройство для задания и фиксации предварительной деформации внутреннего диаметра корпуса вагонной буксы" предназначено для осуществления другого заявленного объекта группы - "Способа восстановления изношенных поверхностей, преимущественно корпусов вагонных букс, электродуговой наплавкой", при этом оба объекта группы изобретений направлены на решение одной и той же задачи с получением единого технического результата.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленной группы изобретений как для объекта-способа, так и для объекта-устройства, позволил установить, что заявитель не обнаружил аналоги как для способа, так и для устройства заявленной группы изобретений.
Определение из перечня выявленных аналогов-прототипов как для способа, так и для устройства как наиболее близких из совокупности признаков аналогов, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату, отличительных признаков для каждого из заявленных объектов группы, изложенных в формуле изобретения.
Следовательно, каждый из объектов заявленной группы изобретений соответствует условию "новизна".
Для проверки соответствия каждого объекта заявленной группы изобретений условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявить признаки, совпадающие с отличительными от выбранных прототипов признаками для каждого объекта заявленной группы изобретений. Результаты поиска показали, что каждый объект заявленной группы изобретений не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками каждого из объектов заявленной группы изобретений преобразований на достижение технического результата, в частности, в каждом из объектов заявленной группы изобретений не предусматривается следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение однотипных элементов действия для усиления технического результата, обусловленного наличием в средстве именно таких элементов действия;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций и достигаемый при этом технический результат обусловлены только известными свойствами частей этого средства и связей между ними.
Описываемая группа изобретений не основана на изменении количественных признаков, представлении таких признаков во взаимосвязи либо изменении ее вида.
Следовательно, каждый из объектов заявленной группы изобретений соответствует условию "изобретательский уровень".
На чертежах представлено устройство в заявленной группе изобретений, где на фиг.1 изображено устройство для задания и фиксации предварительной деформации диаметра внутренней поверхности вагонной буксы в рабочем положении в разрезе; на фиг.2 - то же в сборе с корпусом с указанием восстанавливаемых изношенных поверхностей; на фиг.3 - схема наложения компенсирующих валиков.
Сведения, подтверждающие возможность осуществления каждого объекта заявленной группы изобретений с получением указанного технического результата:
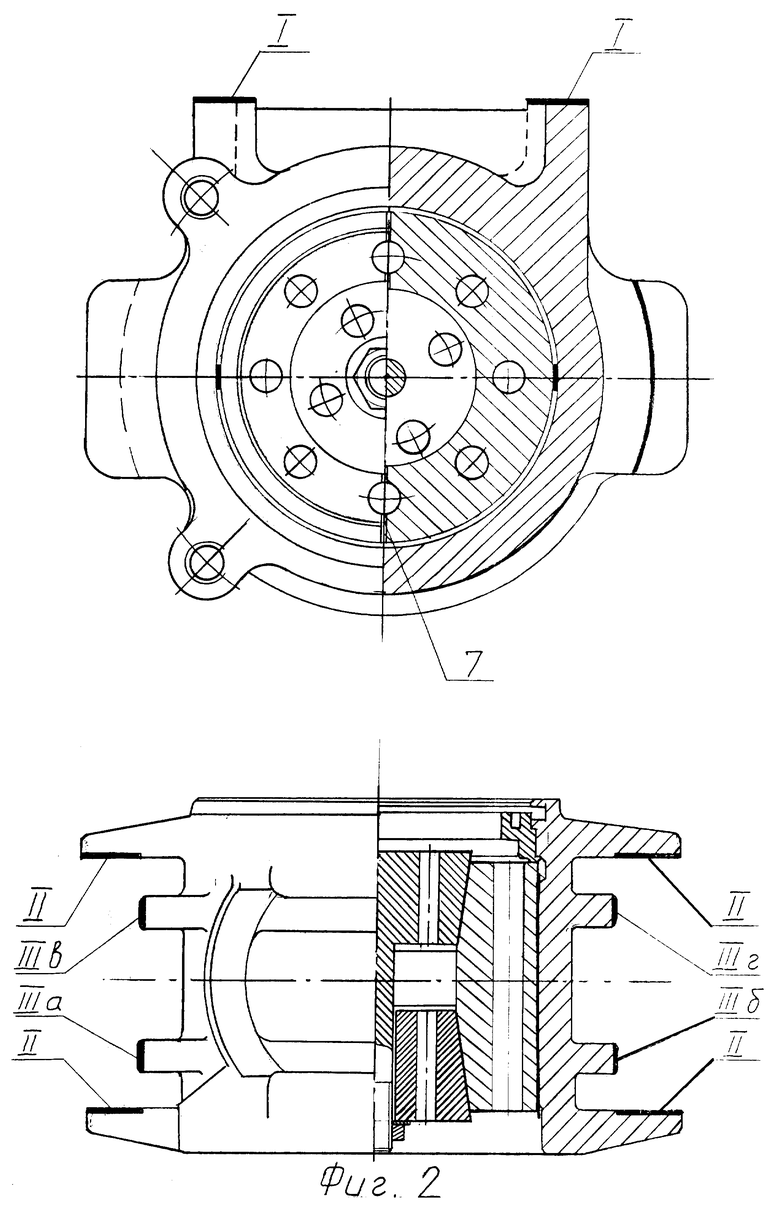
По объекту-устройству для задания и фиксации предварительной деформации диаметра внутренней поверхности корпуса вагонной буксы при осуществлении способа (см. фиг.1).
Устройство содержит распорный механизм, состоящий из двух противоположно установленных конусов 1 и 2, один из которых (1) снабжен стержнем с резьбой для установки гайки 3, а другой (2) выполнен с осевым отверстием для выхода стержня. Две полувтулки 4 внутренним диаметром охватывают конусы, а размер из наружного диаметра соответствует диаметру внутренней поверхности корпуса буксы. Между втулками и корпусом вагонной буксы установлены вкладыши 5, толщина которых выбрана в зависимости от величины деформации внутреннего диаметра корпуса, возникающей в результате наплавки. Толщина выбирается опытным путем после замера каждого корпуса буксы.
Вкладыши могут быть выполнены, например, из полос металла различной толщины и их количество зависит от задаваемой предварительной деформации, которая, в свою очередь, зависит от необходимости количества восстанавливаемых на корпусе поверхностей, указанных на фиг.2.
Таким образом, чем больше поверхностей наплавляется, тем больше величина деформации, а значит и больше количество вкладышей следует устанавливать, чтобы зафиксировать предварительную деформацию в направлении противодействия деформации, возникающей в результате наплавки.
Устройство работает следующим образом.
При затягивании гайки 3 конусы 1 и 2 сдвигаются друг к другу, оказывают давление на полувтулки 4, которые прижимают вкладыши 5 к внутренней поверхности наплавляемого корпуса вагонной буксы 6. При дальнейшем затягивании гайки 3 до упора происходит зажатие установленного на устройство изделия с фиксацией заданной предварительной деформации, что позволяет оказать противодействие деформации внутренней поверхности корпуса буксы, возникающей в результате наплавки (т.е. снизить ожидаемую величину деформации).
Для осуществления способа восстановления изношенных поверхностей, преимущественно корпусов вагонных букс, электродуговой наплавкой, изделие устанавливают на устройство. При этом полувтулки 4 и вкладыши 5 устанавливают симметрично вертикальной оси изделия 6.
В результате опытных исследований установлено, что после наплавки наружных поверхностей корпусов букс возникает деформация внутренних поверхностей, причем максимальная деформация растяжения наблюдается по вертикальной оси, а сжатия - по горизонтальной, поэтому вкладыши устанавливают в местах ожидаемой деформации сжатия, то есть симметрично относительно вертикальной оси изделия.
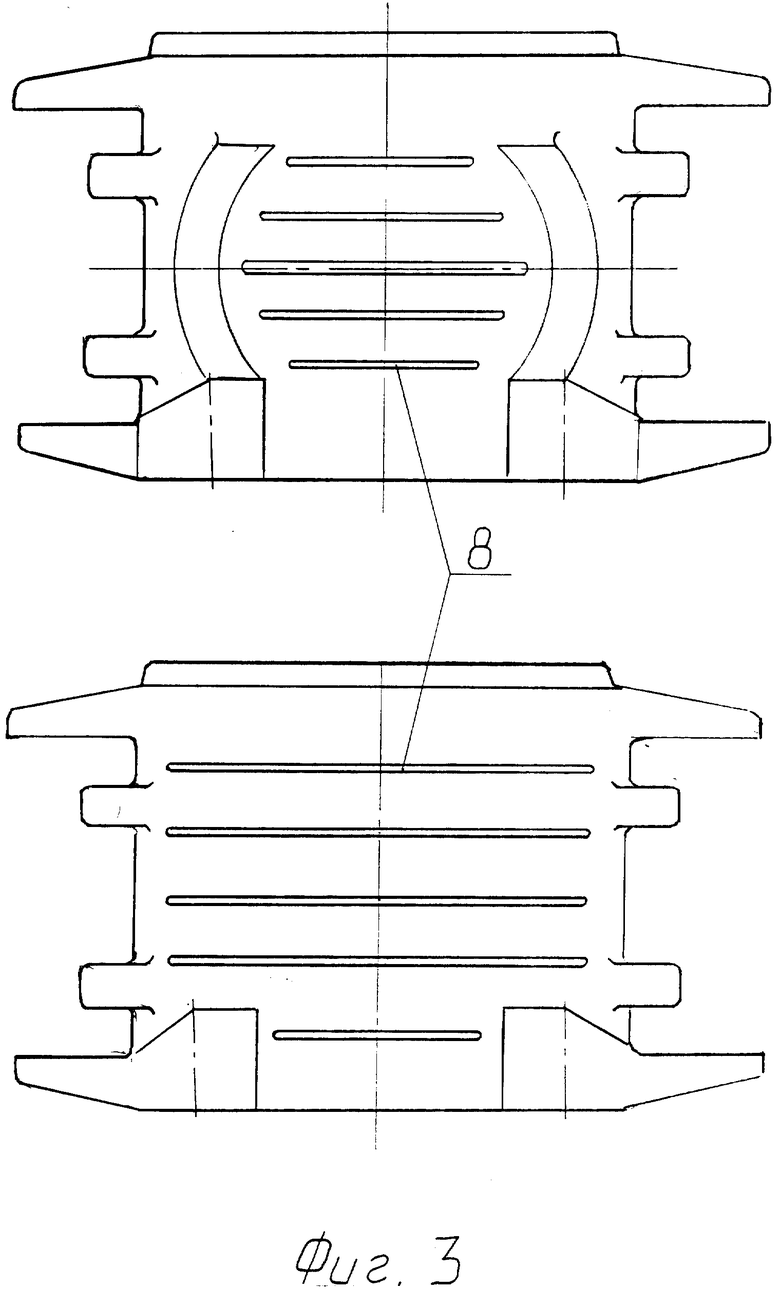
Установка двух полувтулок создает возможность зажима восстанавливаемого изделия, удобство установки его на устройство, так как наружный диаметр полувтулок соответствует диаметру внутренней поверхности корпуса буксы, то и это несколько препятствует деформации в результате наплавки. Наличие зазора 7 (фиг.2) между полувтулками обеспечивает возможность установки вкладышей 5 для задания и фиксации предварительной деформации.
После установки на устройство и зачистки изношенных поверхностей производят наплавку поверхностей I, II, III (см. фиг.2). На практике в основном изнашиваются поверхности II и III, реже I. Предпочтительная последовательность наплавки соответственно поверхностей III, II, I, что дает наименьшую деформацию.
Например, наплавку осуществляют методом полуавтоматической сварки в среде защитных газов. Наплавку поверхностей III производят последовательно, в порядке а, б, в, г, причем направление наложения швов на каждую поверхность противоположно предыдущему, так как это уменьшает деформацию.
Наплавка поверхностей II и I производится аналогично.
Затем восстанавливаемое изделие вместе с устройством остывает до температуры окружающей среды, после чего производится замер снятого с устройства корпуса буксы по внутреннему диаметру в четырех сечениях (то есть в разных местах) с целью определения и распределения деформации по диаметру.
В зависимости от величины деформации производят наложение компенсирующих валиков 8 (см. фиг.3) на наружной поверхности корпуса буксы в местах максимальной деформации внутреннего диаметра (деформация растяжения).
Количество компенсирующих валиков зависит от величины деформации диаметра внутренней поверхности корпуса. Чем больше деформация, тем большее количество валиков требуется для компенсации.
Ориентировочные рекомендации по наложению компенсирующих валиков приведены в таблице.
Затем производят механическую обработку изделия до чертежных размеров.
Например, фрезеровку поверхностей 1 (фиг.2), подшлифовку внутреннего диаметра корпуса, зачистка абразивным инструментом поверхностей II и III (фиг.2).
В частных случаях, когда восстанавливаемое изделие имеет сложную конфигурацию внешней поверхности (в зависимости от технологии литья различных заводов-изготовителей), для снижения величины деформации применяют наплавку с охлаждение, опустив восстанавливаемое изделие в ванну с охлаждающей жидкостью, оставляя над ее поверхностью наплавляемую часть, а также перед наложением компенсирующих валиков производят нагрев рабочих ребер жесткости в местах наплавки (на фиг.2 - поверхности III а, б, в, г).
Таким образом, изложенные сведения показывают, что при использовании заявленной группы изобретений выполнена следующая совокупность условий:
- средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в промышленности, а именно - в вагоноремонтной, при ремонте дефектных и изношенных деталей в железнодорожных транспортных средствах;
- для заявленной группы изобретений в том виде, как она охарактеризована в независимых пунктах изложенной формулы изобретения, подтверждена возможность ее осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленная группа изобретений соответствует условно "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКС ЖЕЛЕЗНОДОРОЖНЫХ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2146992C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ ЗАЩИТЫ И ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1998 |
|
RU2124975C1 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ И НАПРАВЛЯЮЩИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 2008 |
|
RU2394672C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2401188C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2018 |
|
RU2675306C1 |

Группа изобретений относится к сварке наплавлением, в частности к методам восстановления наплавкой размеров изношенных поверхностей корпусов букс в железнодорожных транспортных средствах и может быть использовано при ремонте дефектных и изношенных деталей, имеющих по форме аналогичный профиль. Технический результат - устранение дефектов, возникающих в вагонных буксах в процессе эксплуатации путем восстановления размеров изношенных поверхностей корпусов букс. Для этого изделие устанавливают на устройство, содержащее две полувтулки, внутренний диаметр которых выполнен с возможностью охвата конусов распорного механизма, а наружный диаметр соответствует диаметру внутренней поверхности корпуса буксы, и вкладыши, толщина которых выбрана в зависимости от величины деформации внутреннего диаметра корпуса, возникающей в результате наплавки. Полувтулки и вкладыши устанавливают между внутренней поверхностью корпуса и распорным механизмом симметрично относительно вертикальной оси изделия. После наплавки изношенных поверхностей и остывания вместе с устройством до температуры окружающей среды накладывают компенсирующие валики на наружной поверхности корпуса буксы в местах максимальной деформации внутреннего диаметра и производят механическую обработку до чертежных размеров. 2 с. и 2 з.п.ф-лы, 3 ил., 1 табл.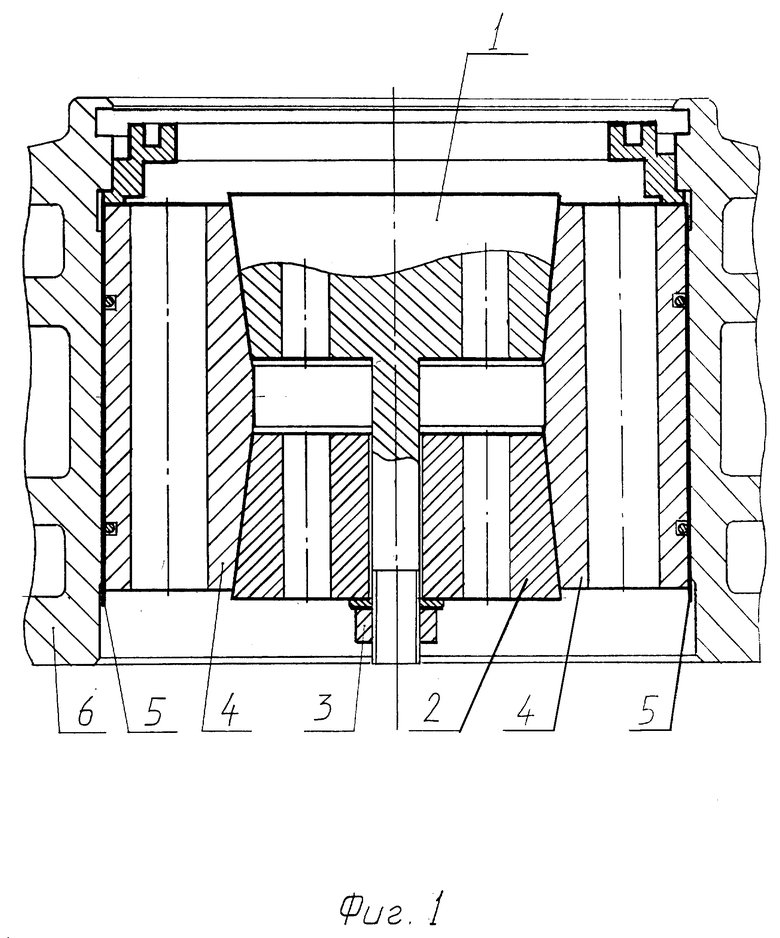
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| - М.: Транспорт, 1989, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Горошкин А.К | |||
| Приспособления для металлорежущих станков | |||
| Справочник | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| - М.: Машиностроение, 1979, с.111 | |||
| Устройство для восстановления деталей | 1972 |
|
SU456705A1 |
| Способ электрошлаковой наплавки крупногабаритных деталей | 1974 |
|
SU484952A1 |
| Способ наплавки изделий электродом | 1950 |
|
SU96069A1 |
| Способ направления твердого слоя на стальные изделия | 1944 |
|
SU68834A2 |
| СПОСОБ УМЕНЬШЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 0 |
|
SU390888A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2071889C1 |
| ПЛОТНОМЕР ДЛЯ жидких СРЕД | 0 |
|
SU340939A1 |
| Устройство для управления прессовым оборудованием | 1987 |
|
SU1599249A1 |
| НАСАДОЧНЫЙ СКРУББЕР КОЧЕТОВА | 2009 |
|
RU2411063C1 |
