Изобретение относится к абразивному материалу из керамического корунда, способу его получения и изготовленному из него инструменту.
Наряду с плавленым корундом все чаще используется корунд, который по причине его поликристаллической структуры проявляет предпочтительное свойство, связанное с износом, и который при обработке специальных материалов, например, высоколегированных специальных сталей, способствует явному увеличению срока службы инструмента. Самым распространенным способом получения подобного рода керамических корундовых абразивных материалов является золь-гель-способ, причем золь, который содержит водосодержащий глинозем, чаще всего гидроокись алюминия, переводится путем добавления кислоты в гель. После высушивания последний кальцинируется, измельчается и, наконец, спекается. В частности, в течение прошедших десяти лет были предприняты многочисленные попытки улучшить качество полученного таким образом абразивного материала с помощью специальных технологических мер (европейский патент N 263810) или материальных добавок. Последние в соответствии с их действием в процессе спекания можно классифицировать как затравки (M. Kumagai and G.L. Messing: Controlled Transformation and Sentering of a Boehmite Sol - Gelby L-Alumina Seeding, J. Am. Ceram. Soc. 68 (9), 500-505 (1987)), с одной стороны, или как модифицируемые компоненты, с другой стороны. Последние различным образом влияют на процесс спекания, структуру и свойства конечного продукта. В качестве модифицируемых компонентов используются, например, магний, гафний, кобальт, никель, цинк (европейский патент N 0024099), иттрий (европейский патент N 228856), окись железа (европейский патент N 200437), редкие земли (европейский патент N 293164), литий (европейский патент N 441640). Хотя эти добавки отчасти способствуют явному улучшению шлифовальных свойств, однако обнаруживается большой разброс параметров, который сказывается на снижении качества.
Изобретение исходит из понимания того, что наряду с названными обычно для корундовых абразивных материалов физическими свойствами, как, например, твердость, вязкость, сопротивление распространению микротрещин или микроизносу, необходимо дополнительно придавать существенное значение также стабильности этих параметров внутри гранулометрической фракции для осуществления увеличенного срока службы инструмента.
В основе изобретения лежит задача получения корундового абразивного материала, который наряду с обычными признаками качества ( в частности, высокой твердостью) подвержен лишь незначительным колебаниям качества внутри гранулометрического расплава. Неожиданно было обнаружено, что это достигается путем добавки олова.
В соответствии с этим абразивный материал в соответствии с изобретением, который состоит в основном из керамического корунда, отличается тем, что он имеет содержание слова. Рассчитанное в виде окиси олова, это содержание должно быть выше 0,01 весового процента спеченного конечного продукта. Кроме того, это содержание предпочтительно выше 0,1 весового процента. Содержание не должно превышать 5 весовых процентов, предпочтительно 1 весовой процент.
Твердость и мелкозернистость, как известно, можно улучшить путем добавления магния. Кроме того оказалось целесообразным, если абразивный материал содержит также литий, благодаря чему еще улучшается жесткость и однородность структуры продукта. Наконец, могут использоваться другие модифицируемые компоненты, как, например, кобальт, иттрий, гафний, железо и/или редкие земли.
При оптической проверке изготовленного по типу приведенных ниже примеров продукта по виду излома или протравленному внешнему виду шлифованной поверхности может быть выявлена легко отличимая от традиционных продуктов структура. Между бросающимися в глаза крупными частицами, которые показывают отчасти типичную для альфа-окиси алюминия террасообразную структуру (Petzold/Ulbricht: Tonerde und Tonerdewerktoffe, S. 83, Bild. 7, 14), находится скопления мелких частиц. Среднее соотношение размеров составляет по меньшей мере 3:1, однако, как правило, больше, чем 5:1. Соседние большие частицы в значительной степени, в большинстве случаев почти полностью, отделены друг от друга слоем мелких частиц. Слои мелких частиц образуют в основном сплошную матрицу, в которой заделаны большие частицы. По меньшей мере скопления мелких частиц, которые простираются между большими частицами в их незаполненных промежуточных пространствах, пространственно разветвленно соединены друг с другом. Различной картине проявления частиц может соответствовать различный состав таким образом, что модифицируемые компоненты в особенно высокой концентрации или в небольшой концентрации содержится в морфологически различимых частицах (кристаллитах), которые в протравленном аншлифе явно оторваны друг от другу. Если в этой связи говорится о частицах, то тем самым подразумеваются те единицы формы, которые в протравленном аншлифе отделены друг от друга четкими границами. В литературе они называются также кристаллитами.
Абразивный материал имеет наряду с высокой твердостью, в частности, в отношении высокой термической и механической нагрузки, необычную стойкость, так, что, например, при использовании абразивных лент, которые посыпаны абразивными материалом в соответствии с изобретением, наряду с явно увеличенными сошлифованными массами за интервал времени дополнительно достигается существенное увеличение срока службы инструмента.
Абразивный материал в соответствии с изобретением может использоваться на подложках в качестве составной части соединенных абразивных инструментов или в виде насыпного абразивного материала, например, при струйной обработке или доводке. Во всех областях применения может осуществляться любая качественная и количественная комбинация с другими абразивными материалами. Особенным преимуществом является смесь с абразивным зерном более высокой или особенно высокой твердости, как, например, карборунд, кубический нитрит бора или также алмаз. Помимо этого абразивный материал может действовать также в качестве матрицы, в которую введены один или несколько качественно различных абразивных материалов. Последнего, например, добиваются благодаря тому, что другой абразивный материал примешивают к промежуточному продукту, предпочтительно золю или гелю при получении абразивного материала в соответствии с изобретением.
В технологии изготовления заботятся о том, чтобы содержащий олово материал был тщательно и тонко перемешан с прочими исходными материалами. Если исходят из порошкообразных исходных материалов, которые спрессовываются друг с другом и затем спекаются, то предпочтительно добавляется также порошкообразный материал, содержащий олово. Этот материал может примешиваться к спекаемому материалу или напыляться также в жидкой форме. Особенно тщательно перемешивание получается при использовании золь-гель-способа, если содержащий олово материал добавляется к исходным материалам уже до образования геля, так что он содержится в приводящей к гелю дисперсии (золе). Он может быть в твердой, мелкоизмельченной форме или в виде раствора. Было установлено, что в этом случае уже высушенный гель имеет по сравнению со способом без использования олова измененное свойство, выдерживающее более высокую механическую нагрузку. Отсюда можно сделать вывод не только о значительном модифицирующим действии, то и тем самым улучшается также измельчение высушенного геля с точки зрения выхода и формы измельченных зерен.
Как особенно целесообразное соединение оказалась пригодной окись олова, которая добавляется к исходным материалам или промежуточным продуктам в форме порошкообразной двуокиси олова SnO2. Однако применимы также другие содержащие олово материалы, например, соли олова.
Целесообразно, чтобы золь содержал очень мелкодисперсную, при необходимости измельченную гамма-окись алюминия.
Особенно предпочтительный результат получается благодаря дальнейшему добавлению лития, который предпочтительно в виде соли лития в водорастворимой форме примешивается к какой-либо промежуточной ступени. Особенно целесообразным является присутствие соединения лития, предпочтительно соли лития, в растворенной форме уже в золе. Кроме того, предпочтительно, если возможные другие модифицируемые компоненты, в частности, дополнительно упомянутые выше, уже содержатся в золе в мелкодисперсной твердой или растворенной форме. Они могут вводиться также в другой промежуточный продукт. Предпочтительными количествами (в виде окиси) являются:
Магний - 0,1 - 1%
Иттрий - 0,1 - 1%
Литий - 0,01 - 5%, предпочтительно 1,5 - 3%
Кобальт - 0,01 - 0,4%
Редкие земли - 0,1 - 2%.
Впрочем, технологические операции золь-гель-способа не нуждаются в более детальном пояснении, потому что они могут быть позаимствованы из общедоступного уровня техники, в частности, из указанной выше патентной литературы.
Целесообразно в качестве исходного материала использовать гидроокись алюминия, предпочтительно гидроокись алюминия типа боэмит. Хорошо зарекомендовал себя, например, "Дисперал Алюминас" производства фирмы "Кондеа Хеми", Брунсбюттель. Путем добавления обессоленной воды, а также азотной кислоты получают суспензию, которая с целью отделения грубых составных веществ центрифугируется. Предпочтительным, однако необязательно необходимым, является добавление затравки или гамма-окиси алюминия. Последняя может иметься в водной, азотнокислой суспензии, которая также центрифугируется. Путем смешивания определенных количеств этих суспензий, а также при необходимости других, предпочтительно водных растворов или суспензий модифицируемых компонентов получают суспензию, которая с помощью азотной кислоты и/или ее солей, имеющихся в водном растворе, переводится в гель. Этот гель высушивается и кальцинируется. Высушенный или кальцинированный промежуточный продукт измельчается и при необходимости разделяется на фракции. Кальцинированный промежуточный продукт спекается. Наконец, полученный в результате этого абразивный материал просеивается и смешивается для получения партий единообразного гранулометрического состава.
Было обнаружено, что использование лития, при необходимости вместе с указанными выше другими компонентами, однако без олова, также приводит к очень хорошим результатам. Это справедливо в отношении лития порядка (в виде окиси в спеченном продукте) 2 весовых процентов. Хотя добавление лития само по себе известно (европейская заявка на патент N 0441640), однако только в количествах до 1,5 весовых процентов окиси в спеченном продукте. При больших количествах должны получаться побочные продукты абразивного технического качества. Однако в соответствии с изобретением была установлена противоположность. Поэтому предпочтительный продукт в соответствии с изобретением, независимо от добавления олова, отличается содержанием лития более 1,5 весовых процентов (в виде окиси) в спеченном продукте. Однако особенно предпочтительно комбинированное использование лития и олова.
Пример 1
2000 кг обессоленной воды (50oC), 28 литров раствора HNO3 (53%), а также 1000 кг дисперсии смешивают до получения суспензии, из которой после центрифугирования получают предварительную ступень 1. Доля твердых тел составляет примерно 30 весовых процентов.
1000 кг обессоленной воды (50oC ), 27 кг гамма-Al2O3 ("Пуралокс 400" производства фирмы "Кондеа Хеми", Брунсбюттель), а также 5 литров раствора HNO3 (53%) образуют после центрифугирования предварительную ступень 2 (доля твердых тел 2,5 весовых процентов).
Смешивают 1000 кг предварительной ступени 1, 500 кг предварительной ступени 2, 1 кг окиси олова (в виде водной суспензии), 3,3 кг нитрат-6-гидрата магния (в водном растворе), 0,2 кг нитрат-6-гидрата кобальта (в водном растворе) и 1 кг окиси иттрия. В результате этого получают предварительную ступень 3.
Предварительная ступень 4 содержит 75 кг обессоленной воды, а также 48 кг нитрат-9-гидрата алюминия.
Смешивание 1505,5 кг предварительной ступени 3 с 123 кг предварительной ступени 4 проводит к образованию геля, который высушивается при температуре 130oC в течение 20 минут.
После измельчения высушенного материала последний кальцинируется (при температуре 850oC в течение 15 минут). Затем осуществляется спекание во вращающейся трубчатой печи (1450oC, 12 минут), а также просеивание и распределение по фракция. Полученное таким образом абразивное зерно имеет долю олова (в виде окиси олова) 0,36 весовых процентов. Абразивное зерно имело среднюю твердость 19,1 ГПа.
Пример 2
Как и в примере 1 с 5,5 кг окиси олова в предварительной ступени 3. Полученное зерно имело среднюю твердость 18,1 ГПа. Плотность была выше, чем в примере 1.
Пример 3
Как в примере 1 дополнительно с 25,4 кг нитрата лития. Полученное зерно имело долю лития (в виде окиси лития) 2%. Оно имело среднюю твердость по Кнупу 22,22 ГПа.
Примеры 4-10
Способ и материальный состав как в примере 3, однако процентная доля лития варьируется таким образом, что доля окиси лития в конечном продукте составляет:
0,1 весового процента - (пример 4)
0,2 весового процента - (пример 5)
0,3 весового процента - (пример 6)
0,4 весового процента - (пример 7)
0,5 весового процента - (пример 8)
1,0 весового процента - (пример 9)
3,0 весового процента - (пример 10).
Измерение твердости (способ по Кнупу) производилось с помощью контрольного прибора изготовителя Шимадцу, тип HMV - 200. - Средняя твердость по Кнупу (ГПа)
Пример 4 - 18,9
Пример 5 - 20,3
Пример 6 - 20,5
Пример 7 - 20,5
Пример 8 - 20,6
Пример 9 - 20,7
Пример 10 - 19,7
Пример 11
В соответствии с примером 3 в техническом масштабе был произведен абразивный материал, причем со смещением во времени в 60 минут из непрерывного производства были отобраны соответственно две пробы абразивного зерна.
Соответственно 10 абразивных зерен одной пробы были подвергнуты измерению твердости со следующими результатами (твердость по Кнупу в ГПа).
Проба 1: - Проба 2:
22,22 - 22,22
21,21 - 23,70
20,57 - 20,88
21,88 - 22,58
21,88 - 22,22
20,72 - 21,54
21,88 - 20,41
21,04 - 20,72
21,88 - 21,04
22,22 - 21,04
2 mA = 21,55 - mA=21,64
Пример 12
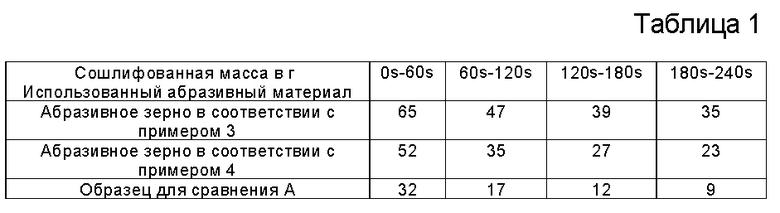
Для оценки производительности абразивного материала в соответствии с изобретением с использованием изготовленного в соответствии с примерами 1 и 3 абразивного зерна состава P 36 были изготовлены шлифовальные круги из вулканизованной фибры.
В качестве образцов для сравнения были использованы соответственно изготовленные шлифовальные круги из вулканизованной фибры, которые содержали плавленый корунд (образец для сравнения A).
Диаметр дисков был единый и составлял 180 мм (исполнением с крестовым шлецем), частота вращения 6000 об/мин. Шлифовалась стальная труба из стали St37, диаметр 195 мм, которая имела встречное относительно шлифовального диска вращение 16,3 об/мин. Цифровые величины указывают соответственно полученную по истечении 60 сек. сошлифованную массу (в г) (см. табл. 1).
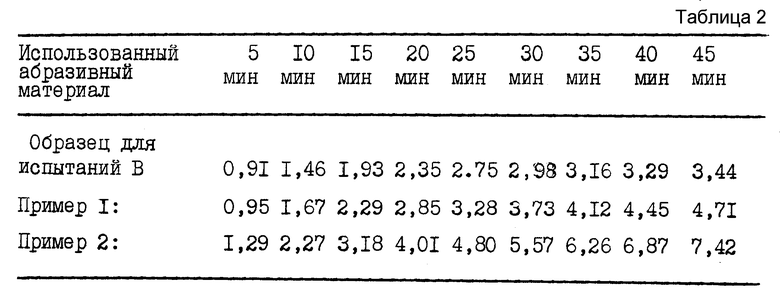
Пример 13
Для дальнейшего сравнительного испытания были изготовлены абразивные ленты размером 50 мм • 2000 мм, причем использовались плавленый корунд (образец для сравнения B), абразивный материал в соответствии с примером 1, а также абразивный материал в соответствии с примером 3.
Шлифовалась стальная труба из стали St35-8/1 диаметром 219,1 мм и толщиной стенки 6,3 мм, которая имела вращение с частотой вращения 33,4 об/мин. Окружная скорость абразивной ленты составляла 38 м/сек.
Цифровые величины относятся к полученной до соответствующего момента времени общей сошлифованной массе (в кг) (см. табл. 2).
Пример 14
Как и пример 3, однако без добавления олова. Получается зерно с твердостью 19,1 ГПа.
Улучшенный керамический корундовый абразивный материал получается благодаря добавлению олова. Предпочтительно для получения используется золь-гель-способ, причем уже в золе присутствуют другие модифицируемые компоненты, как, например, магний, литий, кобальт, иттрий, гафний, железо, редкие земли, гамма-окись алюминия. В результате обеспечивается стабильность физических свойств внутри гранулометрической фракции. 6 с. и 22 з. п.ф-лы, 2 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состав абразивных тел для виброобработки | 1984 |
|
SU1175683A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU 225029 A, 12.08.68 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Керамическая связка для изготовления алмазного инструмента | 1985 |
|
SU1247253A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| 0 |
|
SU293164A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Полосовой -фильтр | 1973 |
|
SU441640A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Состав абразивных тел для виброобработки | 1982 |
|
SU1014693A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Состав абразивных тел для виброобработки | 1983 |
|
SU1164044A1 |

