Изобретение относится к автоматизации листовой штамповки и может быть использовано в автоматических линиях с грейферным механизмом перемещения штампуемого изделия, работающего в трех координатных направлениях: вперед-назад, смыкание-размыкание, подъем-опускание.
Известен поворотный механизм, кантующий изделие на 180o после операции вытяжки, расположенный на этом же оборудовании в зоне, свободной от штампов, и включающий стол пресса, зубчатое колесо, закрепленное на подающих линейках, которое находится в постоянном зацеплении с зубчатой рейкой, установленной на механизме подъема и поперечного перемещения линеек. Зубчатое колесо, прокатываясь по рейке в продольном направлении на шаг подачи, через редуктор и с помощью пневмозахватов, поворачивает изделие на 180o.
Подобное устройство не приемлемо в случае, когда требуется повернуть изделие и одновременно перенести его из одного штампа в другой (согласно технологии), т.к. все пространство между сомкнутыми линейками занято штампами и, следовательно, сам кантователь должен быть малогабаритным и легко устанавливаться и сниматься с линеек вместе с захватами при замене штампуемого изделия на другое.
Цель изобретения - возможность расширения номенклатуры деталей, штампуемых в автоматическом режиме, за счет того, что появляется возможность использования в автоматических линиях изделий, в процессе изготовления которых необходима технологическая кантовка на 180o, что ведет к снижению себестоимости изготовления деталей.
Для достижения указанного технического результата в известном механизме, содержащем подающие линейки, стол пресса, захват и поворотный механизм, предлагается поворотный механизм в виде T-образной кулисы, которая посредством оси монтируется к кронштейну, установленному на подающей линейке, и снабжена роликами. На столе пресса неподвижно закреплены копиры с роликами. Копиры установлены за штампами и под линейками.
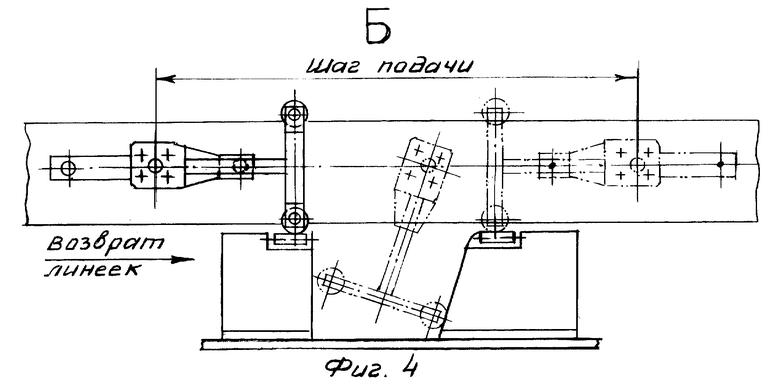
На чертежах изображено: фиг. 1 - плановый вид кантователя с захватами и изделием в сомкнутом положении линеек; фиг. 2 - вид А на сомкнутое и поднятое положение рабочих частей транспорта; фиг. 3 - плановый вид кантователя с захватами в разомкнутом и опущенном положении линеек, фиг. 4 - вид Б на разомкнутое и опущенное положение рабочих частей транспорта. На чертежах показана половина всех механизмов. Вторая половина симметрична относительно продольной оси пресса.
Поворотный механизм кантователя содержит T-образную кулису 1 с двумя роликами 2. Кулиса 1 имеет резьбовые отверстия для крепления захвата 3 и монтируется на оси к кронштейну 4, который устанавливается в гнезда подающей линейки 5 пресса. На столе пресса неподвижно крепятся копиры 6 с роликами 7. Захват 3 контактирует с изделием 8, находящимся в рабочей зоне штампа 9.
Кантователь работает следующим образом: при смыкании опущенных линеек 5 пресса кулисы 1, связанные осью через кронштейн 4 с подающими линейками 5, перемещаются своими роликами 2 по роликам 7 копиров 6 в сторону штампа 9 и захваты 3 берут изделие 8 (фиг. 1).
Затем линейки 5 поднимаются, захваты 3 поднимают изделие 8, линейки 5 начинают перемещаться в направлении подачи, кулисы 1 с захватами 3 и изделием 8, двигаясь роликами по копиру 6, скатываются с него, при этом, вращаясь на оси под собственным весом, принимают сначала вертикальное положение, а затем, накатываясь другим роликом 2 на другой копир 6, разворачиваются в обратную сторону. Пройдя полный шаг подачи, линейки 5 опускаются, кулисы 1 принимают горизонтальное положение, развернувшись на 180o, перенесенное на следующую позицию, и перевернутое изделие 8 кладется на рабочие части штампа 9 (фиг. 2 и 4).
При размыкании линеек 5 кулисы 1 с захватами 3 расходятся по роликам 7, оставляя изделие 8 в штампе 9 (фиг. 3).
При движении линеек в обратном направлении кулисы 1 с захватами 3, скатываясь с одного копира и перекатываясь на другой, поворачиваются на 180o, принимая исходное положение (фиг. 4). И цикл повторяется снова.
Источники информации:
1. Кантователь к автоматической линии "Хитачи" ВАЗ ОА И ПРО ПП. Чертеж 47.598.815.72.7021703. НТБ ОНТИ АО "АВТОВАЗ", 23.05.81.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Многопозиционный пресс | 1988 |
|
SU1620188A1 |
| МЕХАНИЗИРОВАННЫЙ БЛОК ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК НА ПРЕССЕ И УСТРОЙСТВО ЕГО ЗАМЕНЫ | 2000 |
|
RU2221696C2 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1989 |
|
SU1706764A1 |
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1995 |
|
RU2090291C1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |


Изобретение относится к оборудованию для автоматизации листовой штамповки и может быть использовано в автоматических линиях с грейферным механизмом перемещения штампуемого изделия, работающих в трех координатных направлениях. Задачей изобретения является расширение номенклатуры штампуемых деталей за счет возможности использования в автоматических линиях изделий, в процессе изготовления которых необходима технологическая кантовка на 180o. Кантователь содержит подающие линейки с механизмом подъема и перемещения. На линейке установлен поворотный механизм, выполненный в виде Т-образной кулисы, закрепленной на оси кронштейна. На конце кулисы установлены ролики. Поворот кулисы осуществляется посредством копиров с роликами, неподвижно установленных на столе пресса. 4 ил.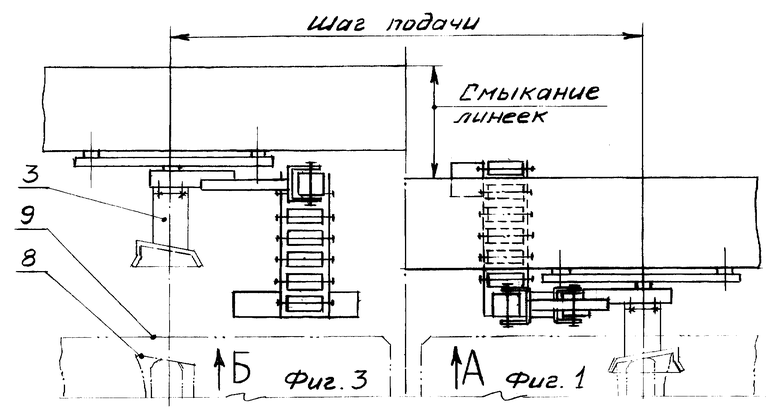
Кантователь, содержащий подающие линейки, стол пресса, захват и поворотный механизм, отличающийся тем, что поворотный механизм выполнен в виде Т-образной кулисы, которая посредством оси монтируется к кронштейну, установленному на подающей линейке, и снабжена роликами, а на столе пресса неподвижно закреплены копиры с роликами.
| Кантователь с автоматической линии "Хитачи" ВАЗ ОА и ПРО ПП | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| НТБ ОНТИ АО "АВТОВАЗ", 25.05.97 | |||
| Кантователь прямоугольных стержней | 1979 |
|
SU831688A1 |
| Кантователь | 1975 |
|
SU523758A1 |
| Устройство для кантования предметов | 1984 |
|
SU1188061A1 |
| КАНТОВАТЕЛЬ ЛИНИИ ОТДЕЛКИ СТЕНОВЫХ ПАНЕЛЕЙ | 1992 |
|
RU2012530C1 |
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ИЗДЕЛИЙ НА КОНВЕЙЕРЕ | 1991 |
|
RU2030347C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВОРАЧИВАНИЯ УПАКОВОК | 1989 |
|
RU2061639C1 |
| Кантователь изделий | 1985 |
|
SU1286478A1 |

