Изобретение относится к кузнечно-прессовому оборудованию, в частности к механизации прессов.
Известен механизированный блок инструментов для обработки заготовок на прессе, содержащий группу штампов, установленных на подштамповой плите в двух уровнях, и исполнительный орган в виде диска, выполненный с возможностью перемещения, поворота и удержания заготовок во время обработки на штампе второго уровня [1].
Недостатки. Механизированный блок инструментов является узкоспециализированным отраслевым приспособлением, т.к. расположение относительно рабочей зоны пресса подштамповой плиты с инструментом и механизма загрузки изделий выполнены без учета возможности переналадки на другое изделие.
Исполнительный орган находится в единой кинематической цепи механизма, обеспечивающего работу исполнительных органов, что также делает невозможным переналадку под другие изделия.
Компоновка инструментов на подштамповой плите относительно рабочей зоны пресса (т.е. поперек оси подачи заготовок) не позволяет выделить их отдельным заменяемым блоком, не позволяет выполнить универсальную загрузку под разные заготовки.
Задача. Расширение номенклатуры заготовок, обрабатываемых в автоматическом режиме, за счет механизации подштамповой плиты.
Поставленная задача решается механизированным блоком инструментов для обработки заготовок на прессе, содержащем группу штампов первого и второго уровней, установленных на штамповой плите, и исполнительный орган в виде диска, смонтированный с возможностью поворота и удержания заготовок во время обработки на штампе второго уровня, в котором штампы первого и второго уровней и диск смонтированы на подштамповой плите, при этом упомянутые штампы расположены вдоль оси подачи заготовок.
Вторым объектом является устройство замены инструмента для обработки заготовок на прессе. Наиболее близким по технической сущности является устройство замены механизированного блока инструментов для обработки заготовок на прессе, содержащее стол, платформу, установленную с возможностью перемещения в направляющих, расположенных по боковым сторонам стола вдоль оси подачи заготовок, подштамповую плиту и механизм перемещения [2].
Недостатки. Отсутствие механизации перемещения заготовок обуславливает невозможность многопозиционной обработки их. Кроме того, саму конструкцию невозможно реализовать в габаритах рабочей зоны пресса.
Задача. Обработка широкой номенклатуры изделий в автоматическом режиме на чеканочном прессе.
Поставленная задача решается устройством замены механизированного блока инструментов для обработки заготовок на прессе, содержащем стол, платформу, установленную с возможностью перемещения в направляющих, расположенных по боковым сторонам стола вдоль оси подачи заготовок, подштамповую плиту и механизм перемещения, которое оснащено исполнительными органами для перемещения заготовок, балками, установленными по одной с боковых сторон стола вдоль оси подачи заготовок, расположенными по крайней мере по две с каждой упомянутой боковой стороны стола эксцентричными втулками с реечной передачей и подшипниками, причем последние расположены в направляющих, выполненных в виде пазов на балках, двумя шпинделями, смонтированными вдоль оси подачи заготовок в выполненных в столе каналах с возможностью продольного возвратно-поступательного и возвратно-вращательного перемещения, шатунами L-образной формы, размещенными с обеих сторон каждого шпинделя по контуру рабочей зоны для преобразования движения шпинделя в движение исполнительных органов, платформа образована балками и подштамповой плитой, а балки и подштамповая плита, подштамповая плита и стол выполнены с расположенными на их сопрягаемых поверхностях профилями, образующими разъемные соединения.
Изобретение иллюстрируется чертежами: на фиг.1 изображен механизированный блок инструментов; на фиг.2 - устройство замены механизированного блока с подштамповой плитой; на фиг.3 - поперечный разрез блока инструментов; на фиг. 4 - эксцентричные втулки с реечной передачей; на фиг.5 - устройство с механизированным блоком в сборе; на фиг.6 - пресс с устройством замены механизированного блока инструментов; на фиг.7 - пресс с устройством, в котором блок инструментов подготовлен для замены.
Механизированный блок инструментов для обработки заготовок на прессе содержит группу штампов 1, 2, 3 первого и второго уровня. Причем плоскость первого штампа совпадает с плоскостью перемещения заготовок в процессе их загрузки на обработку. Штампы смонтированы на подштамповой плите 4 и вдоль оси 5 подачи заготовок. Для передачи заготовок 6 (см. фиг.6) от штампа к штампу на этой же подштамповой плите смонтированы исполнительный орган в виде диска 7 с захватами 8, снабженный цепной передачей 9, причем с возможностью периодического взаимодействия с другим исполнительным органом - грейферными линейками 10, обеспечивающими загрузку заготовок на обработку. Исполнительные органы приводятся в действие механизмом перемещения, задействованным от вала 24 отбора мощности (см. фиг.6) пресса.
Устройство замены механизированного блока инструментов для обработки заготовок на прессе содержит стол 11 и с каждой стороны стола вдоль оси подачи 5 - по балке 12, а также подштамповую плиту 4, принадлежащую одновременно к конструкции сменного механизированного блока инструментов (см. фиг.2). Балки 12 с подштамповой плитой 4 образуют платформу посредством установочных разъемных соединений 13, 14, например конических, образованных профилями сопрягаемых поверхностей и крепежных приспособлений, например в виде болтовых соединений 15 с внецентренной нагрузкой. Для ориентации штампов 1, 2, 3 относительно ползуна пресса сопрягаемые поверхности подштамповой плиты и стола профилированы с образованием установочного разъемного соединения. Например, в столе 11 выполнена цилиндрическая ниша, в которой установлена шпонка 16, а со стороны подштамповой плиты 4 выполнена ответная ниша 17. Перемещение платформы, образованной балками 12 и подштамповой плитой, в горизонтальном направлении, а так же подъем-опускание, производятся посредством эксцентричных втулок 18. Эксцентричные втулки 18, по крайней мере, по две с каждой стороны стола 11, снабжены подшипниками 19 и реечным механизмом, включающем зубчатое колесо 20 на оси эксцентрика 18, зубчатую рейку 21, связанную с винтовым механизмом 22. Подшипники 19 расположены в направляющих для перемещения платформы, выполненных в балках 12 в виде С-образных пазов 23. Эксцентриситет втулки "е" принят из условия возможности объединения плиты 4 и стола 11 в единый блок, т.е. образования нагружающего усилия между плитой 4 и столом 11. Для этого эксцентриситет "е" (см. фиг.3) должен быть равен сумме зазора между подшипником 19 и направляющим пазом 23 плюс 80-90% половины расстояния между плоскостями стола и плиты в транспортном положении последний, т.е. втулка 18 не должна устанавливаться в "мертвой точке".
Перемещение заготовок 6 на первый штамп 1 и с последнего штампа производится грейферными линейками 10, связанными с механизмом перемещения (на фиг. не показан), который задействован от вала 24 отбора мощности пресса (см. фиг. 6). Для передачи движения от механизма перемещения устройство снабжено шпинделями 25, установленными в каналах, выполненных в столе 11, с возможностью возвратно-поступательных и возвратно-вращательных перемещений. Для преобразования движений шпинделя 25 в движения, необходимые для исполнительных органов 7, 10, с обеих сторон каждого шпинделя установлены шатуны 26 L-образной формы, огибающие по контуру рабочую зону пресса, т.е. с возможностью пропуска заменяемого блока инструментов, смонтированного на подштамповой плите 4. Шатуны 26 снабжены поворотными звеньями 27, к которым крепятся грейферные линейки 10.
Перемещение заготовок 6 на первый штамп 1 и с последнего штампа производится грейферными линейками 10 - исполнительным органом механизма по перемещению заготовок, задействованным от вала 24 отбора мощности пресса (см. фиг.6). Для передачи движения от механизма устройство снабжено шпинделями 25 установленными в каналах выполненных в столе 11, с возможностью продольных и вращательных возвратно-поступательных движений. Для преобразования движений шпинделя 25 в движения необходимые для исполнительных органов 7, 10, с обоих сторон каждого шпинделя 25 установлены шатуны 26 L - образной формы, огибающей по контуру рабочую зону пресса, снабженные поворотными звеньями 27, к которым крепятся грейферные линейки с захватами 10.
Поворотный диск 7 с цепной передачей 9 взаимодействует с механизмом для перемещения заготовок через шатуны 26 или грейферные линейки 10 посредствам переключателя в виде иглы 28. Грейферные захваты линеек 10 расположены относительно захватов 8 диска 7 с возможностью передачи заготовок друг к другу.
Перед заменой механизированного блока инструментов для обработки заготовок грейферные линейки 10 снимаются, звенья 27 поворотом выводятся из рабочей зоны пресса, освобождая пространство для перемещения механизированного блока инструментов из рабочей зоны пресса или в нее (см. фиг.2). Доставленный со склада механизированный блок инструментов перемещают в рабочую зону пресса на балках 12. Сначала балки 12 выдвигают. Для этого вращают винтовой механизм 22, который перемещает зубчатую рейку 21. Зубчатая рейка 21 вращает зубчатое колесо 20 и поворачивает втулку 18, на подшипниках 19 которой установлены балки 12. Ввиду того, что подшипники 19 по отношению к оси втулки 18 расположены с эксцентриситетом "е", балки приподнимаются над столом 11 и шпонкой 16.
Если на балках 12 установлен блок инструментов, то размыкается установочное разъемное соединение подштамповой плиты 4 со столом 11. Затем вручную по подшипникам 19 балки с механизированным блоком инструментов выкатывают из рабочей зоны пресса, краном снимают блок инструментов (вместе с плитой 4, на которой он смонтирован) и устанавливают на балки другой. Установка плиты 4, являющейся частью механизированного блока инструментов, на балки 12 происходит под действием силы тяжести по продольным и поперечным разъемным соединениям, например конической формы. После установки на балки плиту фиксируют болтовым соединением 15. Затем вручную по подшипникам 19 платформу (состоит из балок 12 и плиты 4) подают в рабочую зону пресса. Реечным механизмом 21 поворачивают втулку 18, при этом из-за эксцентриситета "е" плита 4 опускается по разъемному соединению на стол 11. Зажим плиты производится вблизи "мертвой точки" втулки 18. Установив плиту 4 на столе, опускают ползун пресса, закрепляют верхнюю подштамповую плиту 29 на ползуне. Затем ползун поднимают, убирают стойки 30, на которых плита 29 была выставлена относительно нижней половины, и штамп готов к работе.
После того как пресс с устройством оборудован инструментами для штамповки, на звеньях 27, повернутых в сторону рабочей зоны, монтируют грейферные линейки 10. Заготовки шаговым конвейером 31 (см. фиг.6) подают в рабочую зону пресса, где перехватывают грейферными захватами 10, которые перемещают их по штампам, если они на одном уровне, и затем выводят заготовки из рабочей зоны пресса.
В случае, если пресс с устройством оборудован механизированным блоком инструментов с несколькими штампами в двух уровнях, заготовку после обработки на первом штампе грейферными захватами перемещают в упругий захват 8 поворотного диска 7. Подхваченная диском 7 заготовка с поворотом переносится на штамп второго уровня, где обрабатывается, удерживаемая в упругом захвате диска 7. Затем заготовка, удерживаемая тем же захватом диска 7, перемещается и поворачивается, зажимается грейферными захватами и переносится на последующий штамп, обрабатывается и выводится из рабочей зоны. Грейферные захваты 10 при наличии поворотного диска 7 располагаются на грейферных линейках двумя группами, т.е. с обоих сторон диска 7.
Взаимодействие исполнительных органов между собой в процессе перемещения заготовок по позициям блока инструментов.
Первый цикл движения грейферных захватов.
а) Грейферные линейки сближаются. Игла 28 выходит из зацепления с цепью 9. Диск 7 неподвижен.
б) Грейферные линейки 10 захватами переносят заготовки на 1 шаг вперед. Диск 7 неподвижен и в его захват перемещается заготовка.
в) Грейферные линейки расходятся, игла 28 вводится между звеньями цепи 9. Шаг грейферных линеек равен полному числу шагов цепи 9. Диск 7 все еще выстаивает.
г) Грейферные линейки 10 возвращаются на 1 шаг. Диск поворачивается на 45o с одной заготовкой в захватах. Первый цикл закончился.
Во время второго цикла второй захват диска заполняется заготовкой, диск поворачивается еще на 45o, при этом первая заготовка совмещается с позицией штампа второго уровня. В дальнейшем во время каждого хода ползуна пресса обрабатывается очередная заготовка. При этом в то время как одна группа грейферных линеек вставляет заготовку в захват диска 7, другая извлекает заготовку, освобождая захват с другой стороны диска.
Источники информации
1. Авт. св. СССР 981015, кл. В 30 В 15/30, 18.12.82.
2. Авт. св. СССР 490693, кл. В 30 В 15/30, опубл. 15.11.83.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ШТАМПА НА ПРЕССЕ | 2000 |
|
RU2194592C2 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |






Изобретение относится к кузнечно-прессовому оборудованию, в частности к механизмам прессов. Механизированный блок инструментов для обработки заготовок на прессе содержит группу штампов, установленных на подштамповой плите в двух уровнях, и исполнительный орган в виде диска. Исполнительный орган выполнен с возможностью перемещения, поворота и удержания заготовок во время обработки на штампе второго уровня. Штампы первого и второго уровней и диск смонтированы на подштамповой плите, вдоль оси подачи заготовок. Устройство для замены механизированного блока инструментов для обработки заготовок на прессе содержит стол, платформу, направляющие для перемещения платформы, подштамповую плиту и механизм перемещения. С каждой стороны стола установлено по балке и по крайней мере по две эксцентричные втулки. Балки и подштамповая плита, подштамповая плита и стол выполнены с расположенными на их сопрягаемых поверхностях профилями, образующими разъемные соединения. Устройство снабжено двумя шпинделями, смонтированными вдоль оси подачи заготовок в выполненных в столе каналах с возможностью продольного возвратно-поступательного и возвратно-вращательного перемещений. По контуру рабочей зоны с обеих сторон каждого шпинделя установлены шатуны L-образной формы. В результате обеспечивается расширение номенклатуры заготовок, обрабатываемых в автоматическом режиме. 2 с.п.ф-лы, 7 ил.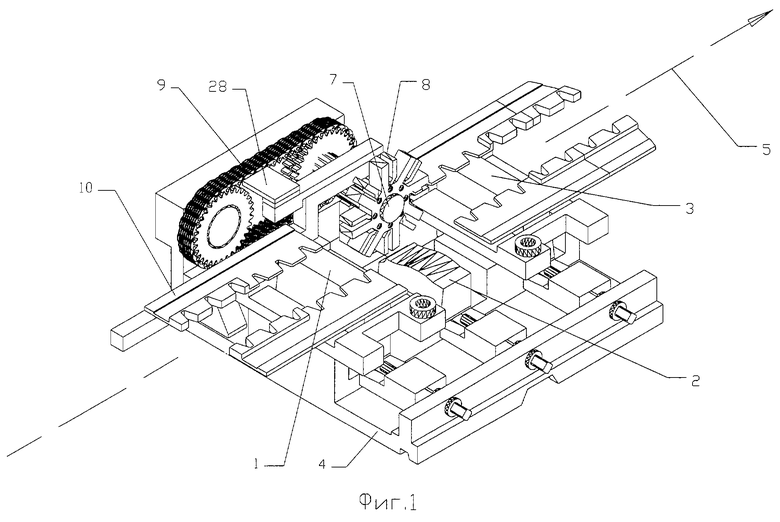
| Устройство для штамповки деталей | 1979 |
|
SU981015A1 |
| Устройство для подачи сменного инструмента к вертикальному гидравлическому прессу | 1973 |
|
SU490693A1 |
| Устройство для замены штампов на прессах | 1988 |
|
SU1608043A1 |
| RU 2063834 С1, 20.07.1996 | |||
| US 4819554, 28.08.1987 | |||
| US 3327575, 27.06.1967. | |||

