Изобретение относится к устройствам для обработки деталей машин поверхностным пластическим деформированием путем обкатки роликом, в частности к устройствам для обработки отверстий раскаткой роликом.
Известны устройства для раскатки отверстий, содержащие несколько роликов или шариков, расположенных по окружности в гнездах сепаратора, которые под действием опорной поверхности подвижной детали, перемещающейся под воздействием пружины, в процессе упрочнения внедряются в обрабатываемую поверхность с определенным усилием обкатки /1/.
Недостатками этих устройств являются небольшие пределы перемещения упрочняющих элементов в радиальном направлении, которые ограничиваются размерами поверхности опорного конуса и не позволяют обрабатывать отверстия, имеющие большие отклонения размеров и формы, а также сопряженные с ними поверхности переходных фасок и торцев одним инструментом.
Наиболее близким, принятым за прототип, является устройство для обработки отверстий раскаткой, содержащее корпус с размещенными в нем пружиной и винтом для создания и регулировки усилия обкатки, закрепленные в корпусе на осях рычаги с установленными на подшипниках роликами, которые в процессе обкатки перемещаются в радиальном направлении и внедряются в обрабатываемую поверхность /2/.
Недостатком этого устройства является необходимость обработки одним инструментом как поверхностей отверстий, так и поверхностей переходных фасок и сопряженных с ними участков торцевых поверхностей.
Предложено устройство для непрерывной обработки обкаткой поверхностей переходных фасок и отверстий, содержащее полый корпус с размещенными в нем пружиной и регулировочным элементом, закрепленный в корпусе на оси рычаг с установленным на нем вращающимся обкаточным роликом, отличающееся тем, что упомянутый рычаг выполнен за одно целое с зубчатым сектором, находящимся в зацеплении с подвижной рейкой, контактирующей с пружиной, при этом рычаг установлен с возможностью поворота относительно продольной оси корпуса.
Предлагаемое устройство обеспечивает непрерывную обработку одним инструментом примыкающих к отверстиям участков торцевых поверхностей, переходных фасок и поверхностей отверстий.
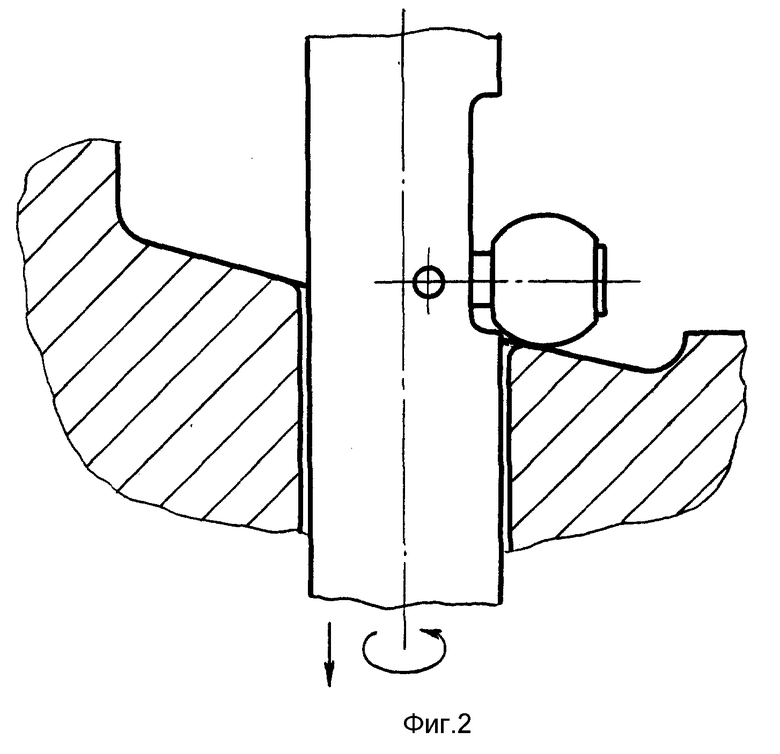
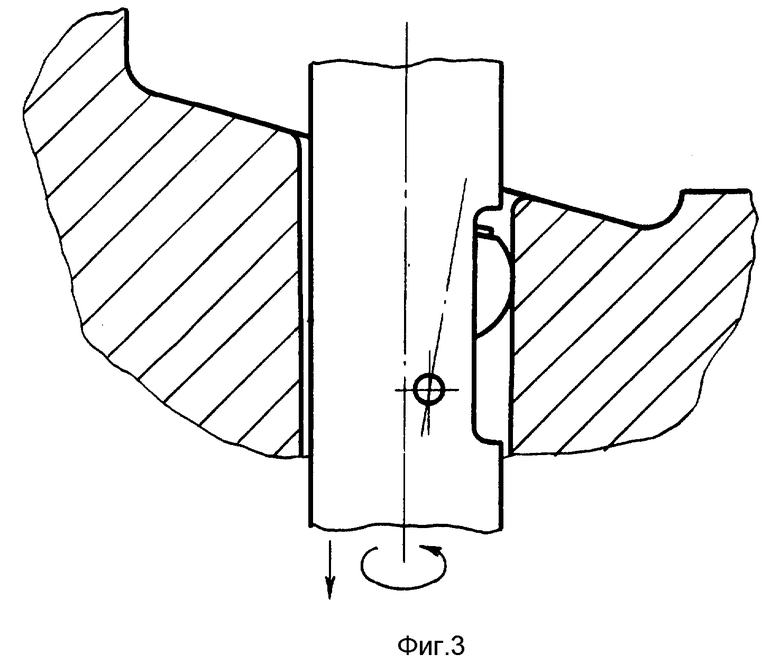
На фиг. 1 показана конструкция устройства, а на фиг. 2, 3 - схемы обкатки поверхностей фасок и отверстий.
Устройство (фиг. 1) содержит полый корпус 1 с хвостовиком 8, внутри которого размещены рычаг 2, подвижная рейка 5, пружина 6.
Рычаг 2 выполнен заодно целое с зубчатым сектором и установлен на оси, на которой установлен вращающий обкаточный ролик 4. Рычаг 2 установлен в корпусе 1 на оси 3, на которой он имеет возможность поворачиваться. Зубчатый сектор рычага 2 входит в зацепление с подвижной рейкой 5. Рейка 5 может перемещаться внутри корпуса 1 и находится под действием пружины 6, создающей усилие обкатки, величина которого регулируется винтом 7.
Работа устройства заключается в следующем. Устройство устанавливается на станке с помощью хвостовика 8 (или оправки) соосно обрабатываемому отверстию. Винтом 7 устанавливают необходимое усилие обкатки, передняя часть устройства вводится в отверстие и начинается процесс обработки обкаткой с соответствующей скоростью и подачей. До контакта ролика 4 с обрабатываемой поверхностью рычаг 2 с роликом располагается под углом к продольной оси корпуса 1, близким к 90o. После контакта с обрабатываемой поверхностью (торца или фаски) по мере перемещения устройства вдоль оси отверстия под действием усилия обкатки рычаг с роликом поворачивается вокруг оси 3. Ролик входит в обрабатываемое отверстие, погружаясь внутрь корпуса. При этом последовательно обрабатываются обкаткой участок торцевой поверхности, поверхность переходной фаски и отверстия (фиг. 2).
Применение устройства позволяет производить обработку отверстий в деталях машин путем поверхностного пластического деформирования с целью получения заданных характеристик качества поверхностного слоя, обеспечивающих повышение работоспособности и надежности этих деталей.
С помощью устройства можно, например, производить упрочняющую обработку разгрузочных отверстий дисков паровых турбин, работающих в коррозионной среде, характерной для зоны фазового перехода перегретого пара во влажный, а также пара геотермальных станций и тем самым повысить сопротивляемость дисков коррозионному растрескиванию и разрушению. Устройство равнозначно может быть использовано как при производстве новых, так и в техпроцессах реновации бывших в эксплуатации дисков паровых турбин.
Литература
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. //М.: Машиностроение, 1987, с. 116-128.
2. Браславский В.М. Технология обкатки крупных деталей роликами. - М.: Машиностроение, 1975, с. 85 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОРЕЗНОЕ УСТРОЙСТВО | 1992 |
|
RU2041032C1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ НА ТРЕЩИНОСТОЙКОСТЬ | 1993 |
|
RU2069341C1 |
| Способ изготовления зубчатых венцов | 1991 |
|
SU1821282A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| САМОДВИЖУЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1990 |
|
SU1743057A1 |
| Способ холодной правки деталей типа вала | 1982 |
|
SU1159681A1 |
| Устройство для раскатки и упрочнения полых цилиндрических заготовок | 1977 |
|
SU742122A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| Устройство для обработки поверхностей деталей пластическим деформированием | 1977 |
|
SU856773A1 |
Устройство используют для обработки деталей машин поверхностным пластическим деформированием путем обкатки роликом. Устройство обеспечивает непрерывную обработку одним инструментом примыкающих к отверстиям участков торцевых поверхностей переходных фасок и поверхностей отверстий, в том числе отверстий, имеющих значительные отклонения от круговой цилиндрической формы, благодаря выполнению рычага, на котором закреплен ролик, за одно целое с зубчатым сектором, а также рейки, установленной в полом корпусе с возможностью зацепления с зубчатым сектором. Регулировка усилия обкатки осуществляется винтом и связанной с ним пружинной, контактирующей с рейкой. Применение устройства позволит производить обработку отверстий в деталях машин (например, пароперепускных отверстий дисков турбин) с получением заданных характеристик качества поверхностного слоя, обеспечивающих повышение работоспособности и надежности этих деталей. 3 ил.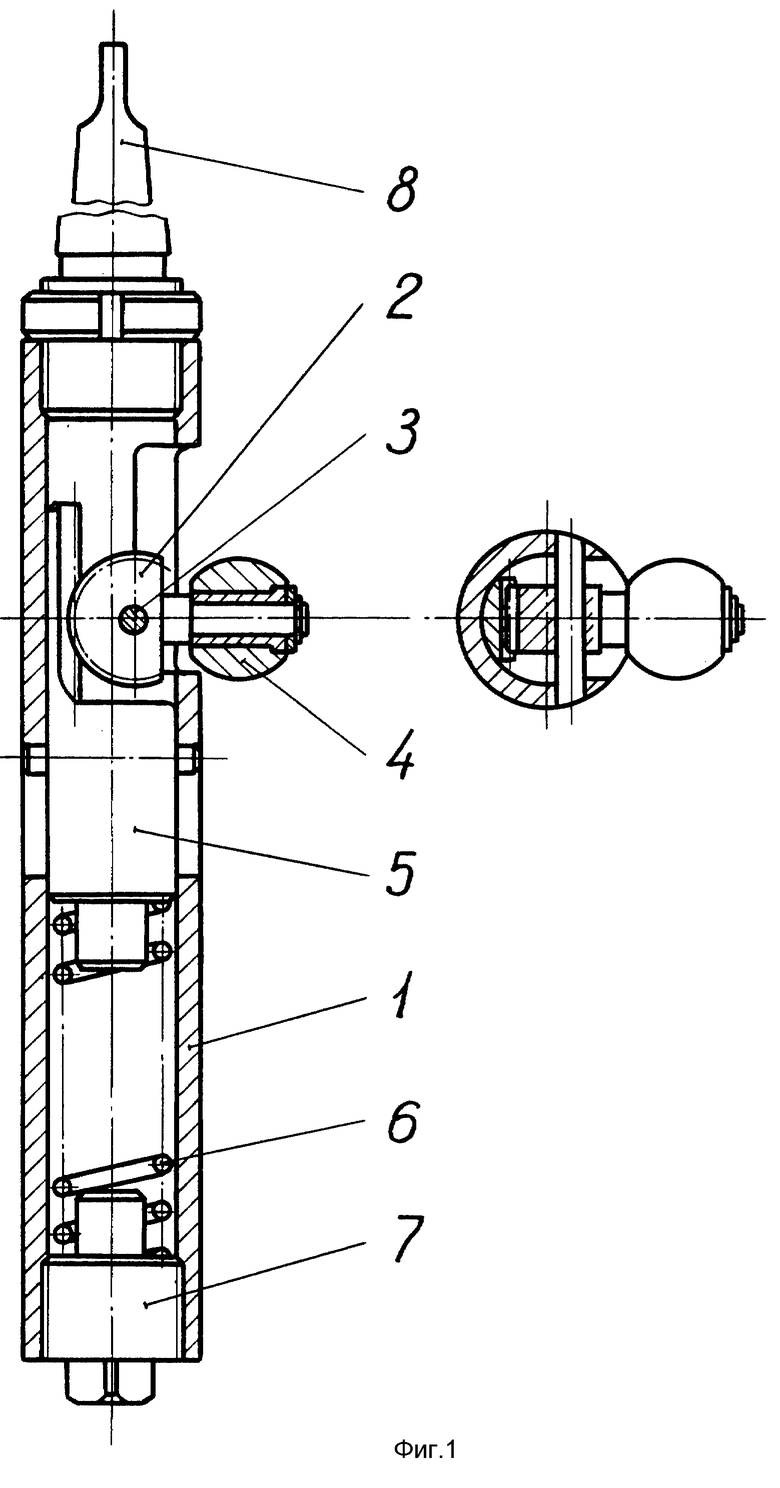
Устройство для непрерывной обработки обкаткой поверхностей переходных фасок и отверстий, выполненное в виде размещенных в полом корпусе ролика, закрепленного на рычаге, установленного с возможностью поворота на оси, пружины и связанного с ней винта для регулировки усилия обкатки, отличающееся тем, что оно снабжено зубчатым сектором, выполненным за одно целое с упомянутым рычагом, рейкой, установленной с возможностью перемещения внутри корпуса и зацепления с упомянутым зубчатым сектором, при этом пружина установлена с возможностью контакта с упомянутой рейкой.
| Браславский В.М | |||
| Технология обкатки крупных деталей роликами | |||
| - М.: Машиностроение, 1975, с.85 | |||
| Устройство для ультразвуковой обработки | 1984 |
|
SU1253764A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1992 |
|
RU2031753C1 |
| Устройство для раскатки дисков | 1976 |
|
SU647045A1 |
| DE 3037688 A, 02.12.82 | |||
| US 3572075 A, 23.03.71 | |||
| GB 1141957 A, 05.02.69. | |||

