Изобретение относится к области переработки высокомолекулярного углеводородного сырья, в частности высококипящих остатков переработки сернистых нефтей, газовых конденсатов, природных битумов, битуминозных песков и др., с получением бензиновых и дизельных фракций, а также соединений ценных металлов и зольных концентратов благородных металлов.
Известен способ гидрогенизационной переработки тяжелого нефтяного сырья с коксовым числом 5-50%, содержащего 2-5% серы, более 75% углеводородов с Т. кип. >400oC, смешанного с 5-50% фракции с Т. кип. 150-400oC. В смеси суспендируют термически разлагаемое соединение металла (10-950 г/т в расчете на металлы IV, V, VI, VII и VIII групп Периодической системы) и 0,1-10% кислотного катализатора. Процесс проводят при температуре 250-500oC, давлении 25-50 МПа в проточном реакторе, реакторе с перемешиванием или реакторе с псевдоожижением при объемной скорости 0,1-10 час-1. Более 5% сырья превращается в низкокипящие продукты (пат. США N 4659454, C 10 G 47/02, НКИ 208-111, 1987).
Недостаток этого способа заключается в отсутствии решения вопроса регенерации катализатора, высоком давлении водорода >10 МПа, требующем специального технологического оборудования, в недостаточно высоком выходе светлых углеводородных фракций, а также в отсутствии решения получения товарных соединений ценных металлов (например, ванадия галлия), содержащихся в исходном сырье.
Известен способ переработки тяжелого нефтяного сырья гидрогенизационной обработкой при температуре ≥ 330oC в присутствии катализатора - сульфида металла, переходной группы, суспендированного в сырье.
Катализатор предварительно получают по следующей схеме:
- смешивают соединение металла VIB, VIIB и VIII группы Периодической системы, например молибденовую синь, фосфорномолибденовую кислоту, соль фосфорномолибденовой кислоты, с сырьем, содержащим асфальтены и органические полисульфиды;
- нагревают полученный предконцентрат в присутствии газа, содержащего водород с парциальным давлением 0,5-20 МПа и температурой 260-450oC. Полученный концентрат катализатора вводят в исходное сырье (Патент Франции N 2631631, C 10 G 47/06, 1989).
Недостаток известного способа - наличие дополнительной стадии подготовки катализатора и необходимость использования полисульфидов, что существенно усложняет и удорожает технологию процесса.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является процесс гидрогенизационного превращения тяжелых углеводородов до более низкокипящих продуктов при температурах 343-515oC в присутствии водорода (3,5-14 МПа) с добавкой концентрата катализатора.
Концентрат катализатора предварительно готовят следующим образом:
а) получают предконцентрат катализатора смешением углеводородного масла, исключая фракции с температурой кипения выше 570oC, с водным раствором соединения металла, из групп II, III, IV, V, VIB, VIIB и VIII Периодической системы в количестве, обеспечивающем 0,2-2 мас.% металла на указанное масло,
б) нагреванием предконцентрата без добавления водорода при температурах 275-450oC с использованием элементарной серы как сульфидирующего агента с соотношением (атомным) S: металл от 1 : 1 до 8 : 1, получают концентрат катализатора (Патент PCT WO 93/03117, C 10 G 47/06, 1993).
Недостаток прототипа заключается в необходимости дополнительной сложной стадии приготовления в особых условиях концентрата катализатора, в использовании относительно дорогой фосформолибденовой кислоты, в отсутствии решения вопросов, связанных с регенерацией катализатора и получением товарных соединений ценных металлов (например, ванадия и галлия), содержащихся в исходном сырье.
Задача изобретения состоит в удешевлении и упрощении технологического процесса за счет обеспечения получения катализатора непосредственно в процессе гидрогенизации, его регенерации, а также получения товарных соединений ценных металлов и зольных концентратов благородных металлов.
Поставленная задача решается предлагаемым способом переработки высокомолекулярного углеводородного сырья гидрогенизацией при повышенных температуре и давлении в присутствии катализатора, содержащего дисульфид молибдена, полученного из водного раствора соли молибденовой кислоты в присутствии сульфидирующего агента в углеводородной среде, отличительная особенность которого состоит в том, что процесс гидрогенизации ведут при равномерном распределении в исходном сырье катализатора, полученного непосредственно в зоне реакции из эмульсии, образованной смешением исходного сырья с водным раствором, содержащим соль молибденовой кислоты, например парамолибдат аммония, и аммиак, взятые в массовом соотношении из расчета аммиак: молибден, равном от 0,15 до 0,39:1, и имеющей диаметр капель 0,3-5 мкм, причем образующиеся в процессе гидрогенизации органические соединения с температурой кипения ниже 350oC отгоняют, а остаток с температурой кипения выше 350oC сжигают полностью или частично при температурах 800-1200oC и из полученных золошлаковых остатков извлекают катализатор в виде парамолибдата аммония, рециркулируемого в процесс, а также редкие и благородные металлы, содержащиеся в исходном сырье.
А также тем, что:
- используют исходное высокомолекулярное углеводородное сырье, включающее серусодержащие соединения, являющиеся сульфидирующим агентом, и/или гидрогенизацию осуществляют водородсодержащим газом, содержащим сульфидирующий агент;
- для гидрогенизации используют газ, имеющий состав, мас.%: водород 19-80, окись углерода 0,02-3, метан - 0,5-80, сероводород 1-10;
- катализатор вводят в количестве 0,01-0,1 мас.% молибдена на исходное сырье;
- в качестве катализатора используют дисульфид молибдена с добавкой сульфида металла - никеля и/или кобальта;
- катализатор дисульфид молибдена с добавкой сульфида металла - никеля и/или кобальта получают из эмульсии, образованной смешением исходного сырья и водного раствора, содержащего соединения молибдена и металла добавки, извлеченных из золошлаковых остатков, и аммиака, при соотношении молибден: металл добавки, равном от 0,05 до 0,3;
- используют катализатор с размером частиц 0,02-0,3 мкм;
- остаток гидрогенизации с температурой кипения выше 350oC в количестве 60-90 мас. % рециркулируют в процесс, смешивая с исходным сырьем, а 10-40 мас.% остатка направляют на сжигание;
- сжигание остатка с температурой кипения выше 350oC ведут при избытке воздуха 5-25% от стехиометрического количества;
- твердые продукты, образующиеся в процессе сжигания остатка и уносимые дымовыми газами, улавливают фильтром с получением золы;
- для извлечения молибдена, никеля и/или кобальта золошлаковый остаток обрабатывают водным раствором, содержащим 7-11 мас.% аммиака и 3-6 мас.% карбоната аммония при массовом отношении золошлаковый остаток: раствор, равном 1: 2-5, полученную суспензию фильтруют с образованием остатка и фильтрата, который упаривают или разбавляют с получением раствора с заданным содержанием молибдена и соотношением NH3:Mo;
- остаток после извлечения молибдена, никеля и/или кобальта обрабатывают водой или маточником, образующимся после осаждения ванадата аммония, содержащими 1-1,5 мас.% аммиака при температуре 95-98oC, полученную суспензию отфильтровывают с получением остатка и фильтрата, из фильтрата в процессе охлаждения отделяют кристаллы ванадата аммония, полученный маточник используют для выщелачивания остатка, образующегося после извлечения молибдена, никеля и/или кобальта;
- остаток после извлечения ванадия обрабатывают 20% едким натром при температуре 90-95oC при отношении жидкой и твердой фаз от 2 до 3, суспензию фильтруют, выделенный твердый остаток, содержащий благородные металлы, выводят из процесса в качестве товарного продукта, а из фильтрата цементацией металлическим алюминием извлекают галлий.
На чертеже приведена принципиальная схема гидрогенизации углеводородного высокомолекулярного сырья, где 1 - эмульгатор-смеситель, 2 - реактор гидрогенизации, 3 - сепаратор, 4 - котлоагрегат для сжигания части высококипящего остатка гидрогенизации, 5 - фильтр очистки дымовых газов, 6 - блок гидрометаллургической переработки золошлаковых остатков, включающий ряд реакторов.
Процесс осуществляют следующим образом. В смеситель-эмульгатор 1 подают исходное высокомолекулярное углеводородное сырье (I), такое как высококипящие остатки переработки нефтей, в том числе сернистых и высокосернистых, газовых конденсатов, природных битумов, битуминозных песков и др., рециркулирующий остаток гидрогенизации (II) (Т кип. > 350oC), содержащий катализатор в форме сульфидов; регенерированный раствор соединений металлов-катализаторов (III), содержащий необходимое количество аммиака; свежий раствор молибдата аммония (IV) для восполнения потерь молибдена. Диаметр капель эмульсии лежит в пределах 0,3-5 мкм. Раствор соединений молибдена и металла добавки - никеля и/или кобальта содержит помимо соли молибденовой кислоты растворимый в аммиаке комплекс никеля и/или кобальта в соотношении (массовом) молибден : металл добавки, равном 1 : (0,05 - 0,3), и избыток аммиака при соотношении молибден: аммиак, равном 1 : (0,15 - 0,39), указанное соотношение компонентов обеспечивает стабильность эмульсии. Сырьевую смесь в виде эмульсии подают в реактор гидрогенизации 2, где осуществляют ее гидрогенизацию при давлении водорода 3-8 МПа и температуре 400-450oC.
В процессе нагревания и гидрогенизации исходная водная эмульсия превращается в мелкодисперсную суспензию частиц дисульфида молибдена и сульфида никеля и/или кобальта с размером частиц от 0,02 до 0,3 мкм, которые равномерно распределены в реакционной зоне.
Сульфидирование соединений молибдена с добавкой соединения никеля и/или кобальта осуществляют за счет серусодержащих соединений, присутствующих в сырье и/или сероводорода газа, используемого для гидрогенизации, например, имеющего состав, мас. %: водород - 19-80, окись углерода 0,02-3,0, метан - 0,5-80, сероводород - 1-10.
Вследствие особенностей образования катализатора из микрокапель эмульсии в процессе нагрева сырья катализатор имеет высокую концентрацию искажений кристаллической решетки и каталитически активных сорбционных центров. Преимуществом катализатора является доступность его поверхности для органических молекул любой формы и размеров. Соединения серы, присутствующие в сырье, и сероводород резко увеличивают активность катализатора. Поэтому с ростом содержания серы показатели процесса гидрогенизации не только не ухудшаются, а наоборот возрастают.
Предпочтительное содержание катализатора в исходном сырье в расчете на молибден составляет 0,01-0,1 мас.%.
Продукты гидрогенизации поступают в сепаратор (3), где разделяются на газ и жидкие фракции гидрогенизации. Фракции с Т.кипения < 350oC используются для производства моторных топлив. Остаток дистилляции - фракция с Т. кипения > 350oC содержит катализатор в форме коллоидоподобных частиц, также соединения ценных и благородных металлов, содержащихся в исходном сырье. Частично (60-90%) фракции с Т. кипения выше 350oC для сокращения расходов, связанных с регенерацией катализатора и извлечением металлов, возвращают в процесс в смеситель (1), где смешивают с новой порцией исходного сырья, 40-10% этой фракции сжигают в котлоагрегате (4).
Сжигание остатка с температурой кипения выше 350oC ведут при избытке воздуха 5-25% от стехиометрического количества. Все твердые продукты сжигания (шлаковые остатки), осаждающиеся в котле, собирают. Для повышения степени извлечения металлов твердые продукты, образующиеся в процессе сжигания и уносимые из топки вместе с газами, улавливают фильтром 5 (рукавным или электрофильтром).
Зольный концентрат, а также периодически собираемые твердые частицы (шлак), накапливаемые в котле 4, поступают в обогреваемый паром реактор с перемешивающим устройством, входящий в систему реакторов блока 6 гидрометаллургической переработки золошлаковых остатков, где происходит выщелачивание молибдена. Для этого в реактор подают водный раствор, содержащий 7-11 мас.% аммиака и 3-6 мас.% карбоната аммония при массовом отношении золошлаковый остаток: раствор 1 : 2 - 5, суспензию фильтруют на фильтр-прессе со скоростью 1 м3/м2/час. Осадок на фильтре промывают, фильтрат упаривают или разбавляют до содержания в растворе молибдена, позволяющего при смешении с исходным сырьем обеспечивать заданную концентрацию молибдена. Раствор парамолибдата аммония возвращают в смеситель-эмульгатор 1. При выщелачивании золошлаковых остатков аммиачно-карбонатным раствором содержащийся в них никель и/или кобальт частично (30-60%) переходит в раствор парамолибдата аммония и возвращается в процесс гидрогенизации. Поскольку никель и/или кобальт являются активными промоторами (активаторами) каталитической активности MoS2 в реакции гидрогенизации, их присутствие в растворе парамолибдата аммония приводит к увеличению суммарного выхода легких фракций гидрогенизата.
В зольном остатке после извлечения молибдена, никеля и/или кобальта ванадий присутствует в форме ванадата аммония, плохо растворимого в холодной воде, но хорошо растворимого в горячей. Для извлечения ванадия осадок после фильтрации направляют в следующий обогреваемый паром реактор с перемешивающим устройством блока гидрометаллургической переработки 6. Выщелачивание производят рециркулирующим маточником при температуре 95-98oC в течение 1,5 часа. Суспензию в горячем виде фильтруют на фильтре. Фильтрат охлаждают до температуры 25 - 30oC, в результате чего происходит кристаллизация ванадата аммония. Суспензию кристаллов фильтруют, влажные кристаллы сушат и упаковывают.
В остатке после извлечения ванадия могут присутствовать галлий, золото, серебро и платиновые металлы.
В технологической схеме предусмотрено извлечение галлия. Для этой цели осадок с фильтра подается в последующий обогреваемый реактор с перемешивающим устройством блока переработки 6, где происходит выщелачивание галлия 20%-ным раствором едкого натра. Выщелачивание проводят при отношении жидкой фазы (м3) к твердой (т), равном 1 : 2 - 3, температуре 90-95oC в течение 2 часов.
Суспензию фильтруют, осадок на фильтре промывают небольшим количеством воды. Из фильтрата галлий извлекают цементацией металлическим алюминием.
Остаток после извлечения молибдена, никеля, кобальта ванадия и галлия содержит золото, серебро и платиновые металлы в концентрациях существенно более высоких, чем в традиционном рудном сырье. Для извлечения благородных металлов остаток сушат и в качестве товарного продукта передают на специализированные предприятия для дальнейшей переработки.
Ниже приведены примеры, иллюстрирующие способ, но не ограничивающие его.
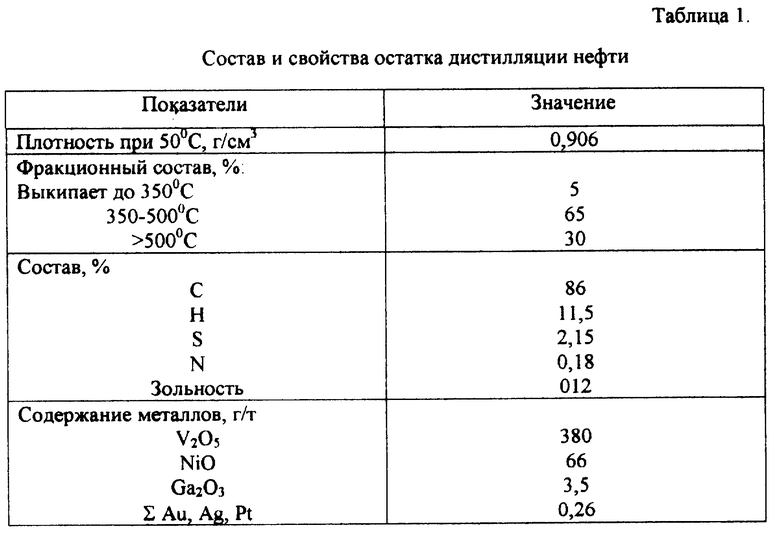
Пример 1. Гидрогенизации подвергают остаток атмосферной разгонки нефти.
Состав и свойства остатка приведены в табл. 1.
Для приготовления катализатора остаток смешивают с раствором, содержащим парамолибдат аммония, (NH4)2MoO4, аммиачное соединение никеля (II) и аммиак. Процесс приготовления катализатора осуществляют следующим образом. В 100 кг остатка эмульгируют 2,3 кг раствора, содержащего: 18,2 г парамолибдата аммония (9,98 г Mo), (2,964 г Ni) и 1,49 г аммиака. Эмульгирование проводят в дисковом диспергаторе с получением водных капель эмульсии с диаметрами от 0,3 до 5 мкм. В полученной эмульсии содержание молибдена на остаток составляет 0,01%. Соотношение (массовое) Mo : Ni = 1:0,3, Mo : NH3 = 1 : 0,15.
Приготовленную эмульсию подвергают гидрогенизации в проточном реакторе при температуре 420oC, давлении водорода 6 МПа, объемной скорости 2 ч-1 и объемном соотношении H2 : сырье = 1000 нл/л.
Катализатор образуется в процессе гидрогенизации, в виде суспензии частиц MoS2 с диаметром от 0,02 до 0,08 мкм, равномерно распределенных в реакционной зоне.
Выход и состав полученных в результате гидрогенизации продуктов приведен в табл. 2.
Фракции гидрогенизата с Т.кип. ниже 350oC могут быть использованы для получения моторных топлив.
В остаток гидрогенизации с t кипения выше 350oC переходят ценные металлы, содержащиеся в исходном сырье, а также соединения металлов-катализаторов.
Для извлечения ценных металлов и регенерации катализатора остаток гидрогенизации с температурой кипения выше 350oC в количестве 36,6 кг сжигают в распыленном состоянии в опытном стендовом котлоагрегате, оборудованном рукавным фильтром для очистки дымовых газов от пыли. Коэффициент пылеулавливания - 99%. Процесс сжигания проводят с избытком воздуха 1,25. Температура в зоне горения - 800oC.
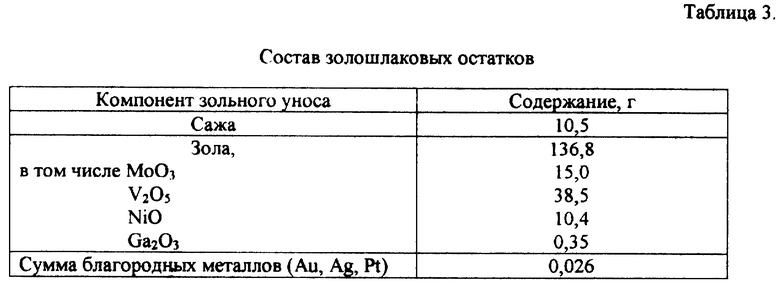
Уловленный фильтром зольный унос и твердые шлаковые остатки в количестве 147,3 г, собранные из котлоагрегата, имеют состав, приведенный в табл. 3.
Золошлаковые остатки в количестве 147,3 г обрабатывают 294,6 г водного раствора, содержащего 7% NH3 и 3% (NH4)2CO3. Выщелачивание проводят в реакторе с перемешивающим устройством при 60oC в течение 1 часа. В результате выщелачивания молибден переходит в раствор в форме парамолибдата аммония.
Частично переходит в раствор никель с образованием [Ni(NH3)4]O.
Окись ванадия образует нерастворимый в холодной воде ванадат аммония (NH4VO3). Суспензию охлаждают и фильтруют. Остаток на фильтре промывают 300 г воды. Фильтрат и промывные воды упаривают для удаления избытка аммиака до соотношения Mo: NH3 (массовое) = 1 : 0,176. Степень извлечения молибдена в раствор составляет - 85%, никеля - 36,5%, количество полученного раствора - 250 г. В полученном растворе содержится 15,5 г парамолибдата аммония (8,45 г Mo); 2,964 г Ni; 1,49 г аммиака. После разбавления раствора водой до 2,3 кг и введения дополнительного количества (2,7 г) парамолибдата аммония с отношением Mo : NH3 = 1 : 0,15 раствор используется в качестве исходного компонента катализатора при гидрогенизации новой порции (100 кг) остатка атмосферной разгонки нефти. Окончательное массовое соотношение Mo : NH3 составляет 1:0,15.
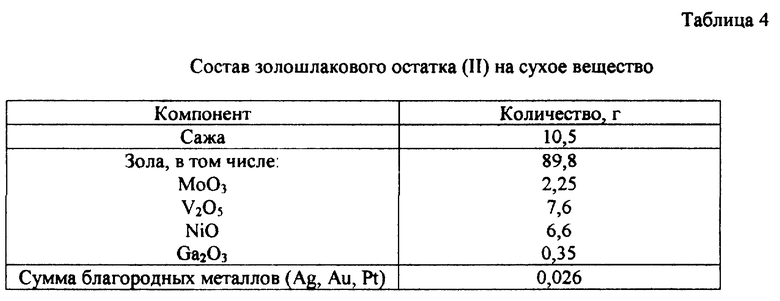
Золошлаковый остаток после извлечения молибдена (1) выщелачивают водой при 95-98oC, в результате чего ванадат аммония переходит в раствор. Суспензию в горячем виде фильтруют, упаривают и охлаждают. При охлаждении раствора образуются кристаллы ванадата аммония. Кристаллы отделяют от раствора фильтрацией и сушат Получают 38,9 г NH4VO3, что соответствует 80%-ному извлечению ванадия. Золошлаковый остаток (II) после извлечения молибдена и ванадия содержит благородные металлы и галлий в концентрациях, достаточных для осуществления их извлечения - табл. 4.
Для извлечения галлия золошлаковый остаток в количестве 100,3 г (в пересчете на сухое вещество) выщелачивают 200,6 г раствора, содержащего 40 г NaOH при температуре 90oC в течение 2,5 часов. Суспензию фильтруют. В фильтрат вводят порциями порошок металлического алюминия в количестве 12,3 г. В результате происходит цементация галлия с получением 0,22 г галлия, что соответствует извлечению 83%.
Золошлаковый остаток (III) после извлечения галлия, содержащий благородные металлы, является товарным продуктом и направляется на специализированные предприятия для их извлечения.
Пример 2. Состав исходного сырья - остатка атмосферной разгонки нефти тот же, что и в примере 1 (табл. 1).
Процесс приготовления катализатора осуществляют следующим образом. В 100 кг исходного сырья эмульгируют 2,3 кг раствора, содержащего: 182 г парамолибдата аммония, (100 г Mo), (4,99 г Ni) и 38,9 г аммиака. Эмульгирование проводят в дисковом диспергаторе с получением водных капель эмульсии с диаметрами от 0,3 до 5 мкм. В полученной эмульсии содержание молибдена на исходное сырье составляет 0,1%. Соотношение (массовое) Mo : Ni = 1: 0,05; Mo : NH3 = 1:0,39.
Приготовленную эмульсию подвергают гидрогенизации в проточном реакторе в условиях примера 1.
Катализатор образуется в процессе гидрогенизации, в виде суспензии частиц MoS2 с диаметром от 0,02 до 0,08 мкм, равномерно распределенных в реакционной зоне.
Выход и состав полученных в результате гидрогенизации продуктов приведен в табл. 5.
Фракции гидрогенизата с Т. кип. ниже 350oC могут быть использованы для получения моторных топлив.
В остаток гидрогенизации с T. кипения выше 350oC переходят ценные металлы, содержащиеся в исходном сырье, а также соединения металлов-катализаторов.
Для извлечения ценных металлов и регенерации катализатора остаток гидрогенизации с температурой кипения выше 350oC в количестве 21,44 кг сжигают в распыленном состоянии в опытном стендовом котлоагрегате, оборудованном рукавным фильтром для очистки дымовых газов от пыли. Коэффициент пылеулавливания - 99%. Процесс сжигания проводят с избытком воздуха 1,25. Температура в зоне горения - 1000-1200oC.
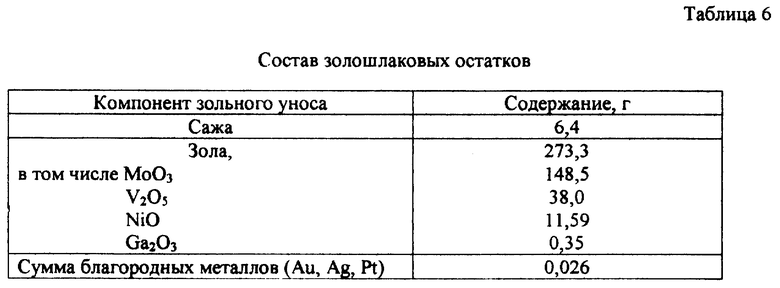
Уловленный фильтром зольный унос и твердые шлаковые остатки в количестве 279,7 г, собранные из котлоагрегата, имеют состав, приведенный в табл. 6.
Золошлаковые остатки в количестве 279,7 г обрабатывают 1400 г водного раствора, содержащего 11% NH3 и 6% (NH4)2CO3.
Условия выщелачивания аналогичны примеру 1.
Остаток на фильтре промывают 600 г воды. Фильтрат и промывные воды упаривают для удаления избытка аммиака до соотношения Mo : NH3 (массовое) = 1 : 0,43. Степень извлечения молибдена в раствор составляет - 90%, никеля - 43%, количество полученного раствора - 1520 г. В полученном растворе содержится 164 г парамолибдата аммония (90 г Mo); 4,99 г Ni; 38,9 г аммиака. После разбавления раствора водой до 2,3 кг и введения дополнительного количества (18,2 г) парамолибдата аммония раствор используется в качестве исходного компонента катализатора с отношением Mo : NH3 = 1 : 0,39 при гидрогенизации новой порции (100 кг) остатка атмосферной разгонки нефти. Дальнейшая переработка зольного остатка после извлечения молибдена и никеля осуществляется по примеру 1 с получением тех же самых результатов.
Пример 3. Состав исходного сырья тот же, что и в примере 1. Процесс проводится с использованием рециркулируемого остатка с температурой кипения выше 350oC.
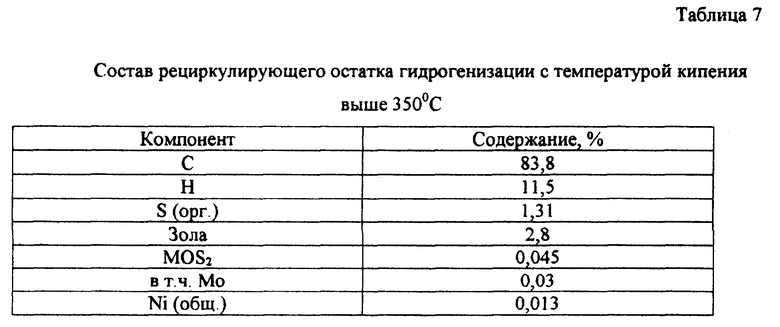
К 100 кг остатка атмосферной разгонки нефти добавляют 31,14 кг рециркулирующего остатка гидрогенизации с Т.кип. > 350oC, получаемого в результате непрерывной гидрогенизации исходного сырья, что составляет 90% от выхода остатка гидрогенизации с Т.кип. > 350oC.
Состав остатка приведен в таблице 7.
В 13,41 кг рециркулирующего остатка содержится: 11,8 г Mo в форме MoS2 и 3,51 г Ni в форме NiS.
К полученной смеси добавляют 500 г водного раствора, содержащего: 2,36 г парамолибдата аммония (1,3 г Mo), 0,5 г NH3 и 0,39 г Ni, что соответствует массовым отношениям Mo : NH3 = 1 : 0,39 и Mo : Ni = 1 : 0,15. Водный раствор эмульгируют. Общее содержание молибдена в эмульсии - 13,1 г, что соответствует массовому соотношению 0,01% Mo на сырье плюс рециркулируемый остаток.
Гидрогенизацию проводят в условиях, аналогичных примеру 1. Состав жидких продуктов с Т. кип. < 350oC аналогичен составу продуктов, приведенному в табл. 2 примера 1. Состав остатка с Т.кип. выше 350oC приведен в табл. 7. Выход продуктов гидрогенизации приведен в табл. 8.
90% от массы остатка с Т.кип. > 350oC (31,14 кг) возвращают на смешение с сырьем; 10% от массы остатка (4,35 кг) сжигают аналогично примеру 1.
Золошлаковый остаток в количестве 145,5 г обрабатывают 291 г раствора, содержащего 3% (NH4)2CO3 и 7 мас.% аммиака. Условия выщелачивания, фильтрации и промывки аналогичны примеру 1. Упаренный и затем разбавленный до 500 г раствор содержит 1,17 г Mo, 0,39 г Ni и 0,19 г NH3, что соответствует массовому соотношению Mo : NH3 = 1 : 0,16. Этот раствор возвращают на смешение и эмульгирование для приготовления катализатора.
Дальнейшую переработку осадка после извлечения молибдена и никеля проводят в тех же условиях, что и в примере 1 с получением аналогичных результатов.
Состав зольного уноса, уловленного фильтром, приведен в табл. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ВЫСОКОМОЛЕКУЛЯРНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2003 |
|
RU2241020C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВЫСОКОМОЛЕКУЛЯРНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2003 |
|
RU2241022C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЕЛЫХ ФРАКЦИЙ НЕФТИ | 2013 |
|
RU2556997C2 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЯ | 2006 |
|
RU2324655C2 |
| Способ гидроконверсии тяжелой части матричной нефти | 2016 |
|
RU2614140C1 |
| Способ гидроконверсии остатка атмосферной дистилляции газового конденсата | 2018 |
|
RU2674160C1 |
| Способ комплексной добычи и переработки матричной нефти | 2018 |
|
RU2731216C2 |
| СПОСОБ РЕГЕНЕРАЦИИ МОЛИБДЕНСОДЕРЖАЩЕГО КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ | 2014 |
|
RU2575175C2 |
| СПОСОБ РЕГЕНЕРАЦИИ МОЛИБДЕНСОДЕРЖАЩЕГО КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2018 |
|
RU2683283C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЁЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ (ВАРИАНТЫ) | 2015 |
|
RU2608035C1 |



Использование: нефтехимия. Высокомолекулярное сырье подвергают гидрогенизации при равномерном распределении в исходном сырье катализатора , полученного непосредственно в зоне реакции из эмульсии, образованной смешением исходного сырья с водным раствором, содержащим соль молибденовой кислоты, например парамолибдат аммония, и аммиак, взятые в массовом соотношении из расчета аммиак: молибден, равном 0,15 - 0,39:1, и имеющей диаметр капель 0,3-5 мкм. Образующиеся органические соединения с температурой кипения ниже 350°С отгоняют. Остаток с температурой кипения выше 350°С сжигают полностью или частично при 800-1000°С и из золошлаковых остатков извлекают катализатор в виде парамолибдата аммония, рециркулируемого в процесс, а также редкие и благородные металлы, содержащиеся в исходном сырье. Технический результат - удешевление и упрощение технологического процесса. 12 з.п. ф-лы, 1 ил., 9 табл.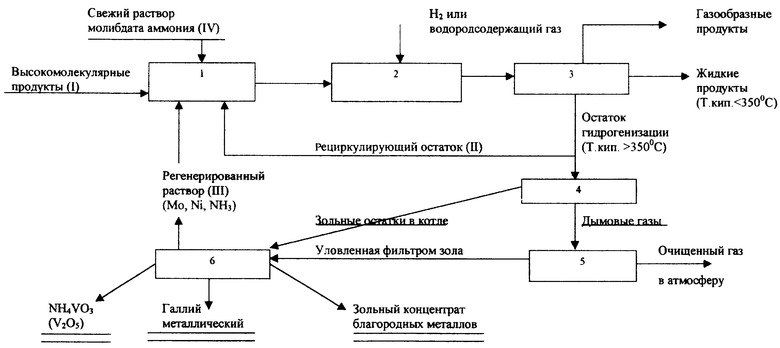
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ остеоинтеграции имплантата с компрессионной нагрузкой на протезируемую кость и система для его осуществления | 2016 |
|
RU2631631C2 |
| US 4659454 A, 21.04.87 | |||
| Способ переработки остаточных нефтепродуктов | 1991 |
|
SU1830075A3 |
| СПОСОБ ПЕРЕРАБОТКИ ОСТАТОЧНЫХ НЕФТЕПРОДУКТОВ | 1991 |
|
RU2005766C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛЫХ НЕФТЯНЫХ ОСТАТКОВ | 1997 |
|
RU2112012C1 |
| СПОСОБ ГИДРОГЕНИЗАЦИОННОЙ ПЕРЕРАБОТКИ НЕФТЯНЫХ ОСТАТКОВ | 1991 |
|
RU2041919C1 |
| US 4318818 A, 02.02.82 | |||
| US 5620591 A, 15.04.97 | |||
| Устройство для измерения параметров вращающегося вала | 1975 |
|
SU577413A1 |

