Изобретение относится к устройствам для обработки деталей в потоке свободного абразива и может быть использовано в машиностроительной и других отраслях промышленности для обработки деталей из металла, керамики и других материалов. Известны способы [1, 2, 3] и устройства [4 с. 19] для обработки деталей в потоке свободного абразива в поле центробежных сил. Способы и устройства, описанные в источниках [1, 2, 3], приняты авторами в качестве аналогов, а устройство, описанное в [4 с. 19], - в качестве прототипа, как наиболее близкое по технической сущности к заявляемому.
Устройство, принятое в качестве прототипа, состоит из полого корпуса, цилиндрического ротора с абразивом и устройства для его вращения, узла для установки, закрепления и вращения обрабатываемой детали, устройства для подачи абразивной смеси.
Известное устройство-прототип работает следующим образом. Абразивная смесь, состоящая из абразивного зерна, подается в полый вращающийся цилиндрический ротор, где формируется под действием центробежных сил уплотненное абразивное кольцо. Обрабатываемая деталь погружается в уплотненный абразив, который контактирует с ее поверхностью, обрабатывает деталь до нужной степени чистоты поверхности.
Экспериментально установлено, что недостатком прототипа является неравномерное распределение абразивной смеси внутри ротора в момент заполнения, а также при погружении в абразив и извлечения из него обрабатываемой детали, что приводит к дисбалансу ротора, и как следствие - к появлению вибраций, снижающих производительность и ограничивающих функциональные возможности описанного прототипа.
Целью предлагаемого изобретения является увеличение производительности и расширение функциональных возможностей устройства.
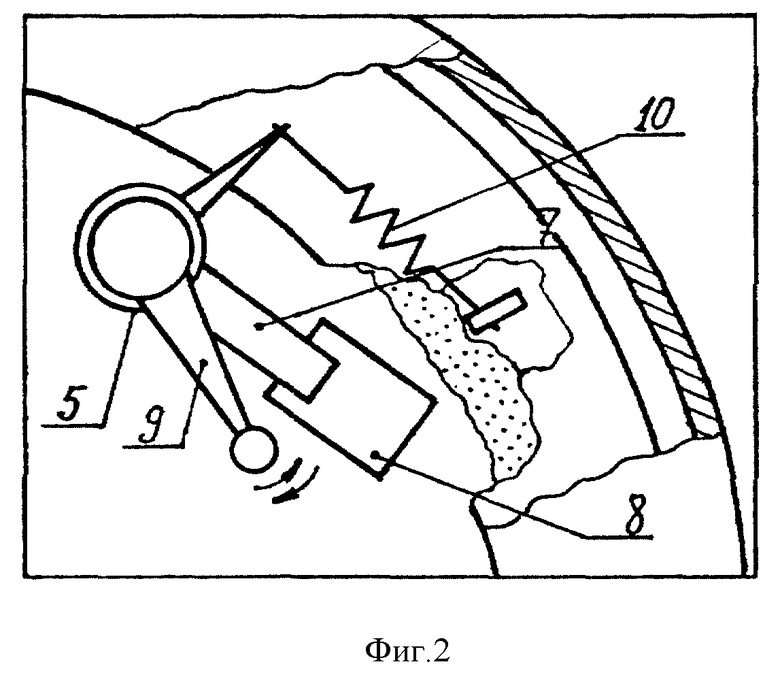
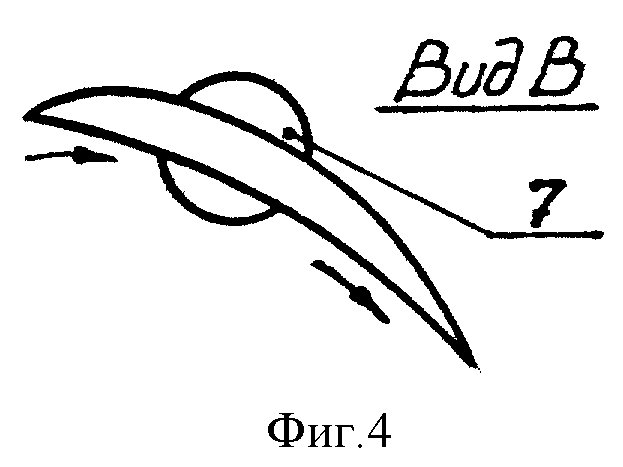
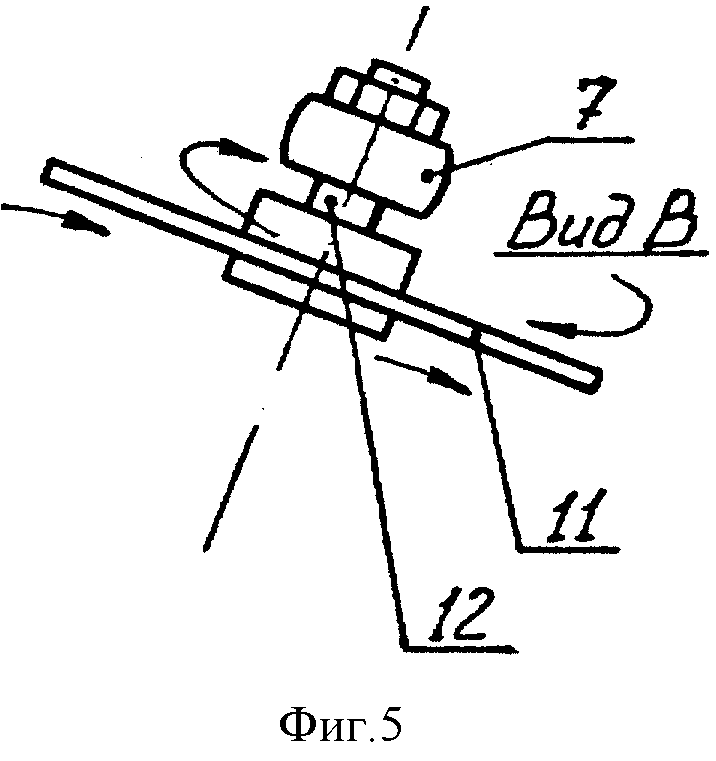
Заявляемое устройство представлено на фиг. 1-5. Устройство включает (фиг. 1) корпус 1 с закрепленной на нем втулкой 5, размещенный внутри корпуса с возможностью вращения на валу 14 цилиндрический ротор 2 с кольцом 13 уплотненного порошкообразного абразива (или пасты), узел 3, предназначенный для установки, закрепления и вращения детали 4, размещенный во втулке 5 с возможностью поворота вал 6 с закрепленными в нем пальцами 7, в которых установлены наклонные прямолинейные пластины 8, установленную на валу 6 рукоятку 9 и пружину 10. Возможно исполнение пластин 8 криволинейными гидродинамически совершенной формы (фиг. 4), либо в виде дисков 11, установленных наклонно с возможностью вращения на оси 12, закрепленной в пальце 7 (фиг. 5).
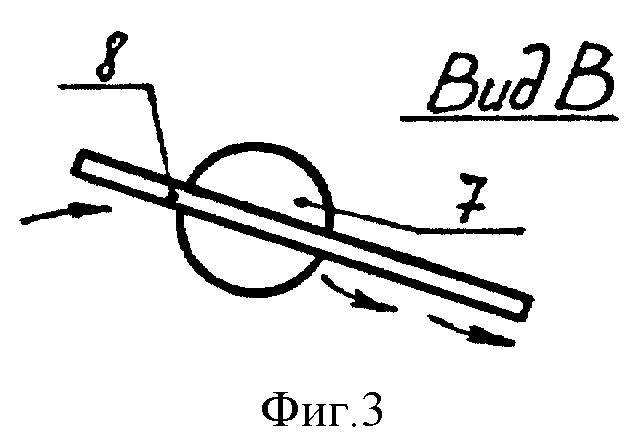
Устройство работает следующим образом: при включении привода вал 14 с ротором 2 начинает вращаться при этом под действием центробежных сил, начинается формирование кольца 13 уплотненного абразива, при этом возникает дисбаланс из-за неравномерного распределения абразива, проявляются тряска и вибрации. Для устранения последних путем формирования равномерного распределенного кольца уплотненного абразива вал 6 с пальцами 7 и пластинами 8 поворачивается с помощью рукоятки 9 (или специального привода) против часовой стрелки (фиг.2), при этом пластины 8 погружаются в абразив и за счет их наклона (фиг. 3) смещают порошкообразный абразив в нижнюю часть ротора, откуда абразив под действием центробежной силы перемещается к периферии и в верхнюю часть ротора. Таким образом происходит циркуляция и перемещение абразива, приводящие к его равномерному распределению в уплотненном кольце 13. Тряска и вибрации исчезают, устройство готово к работе. Воздействие на рукоятку 9 прекращается, вал 6 поворачивается против часовой стрелки в исходное положение под действием пружины 10, пластины 8 выходят из соприкосновения с кольцом 13 уплотненного абразива.
При частоте вращения ротора от 200 до 800 об/мин время воздействия на абразив для устранения вибраций по результатам эксперимента лежит в пределах от 3 до 8 с. После устранения вибраций деталь 4 с помощью механизмов узла вводится в кольцо 13 уплотненного абразива, обрабатывается до нужной степени чистоты поверхности и заменяется новой. При возникновении вибраций в процессе погружения детали в абразив или ее извлечении воздействие на абразив, описанное выше, повторяется.
Для более плавного воздействия на абразив и уменьшения расхода мощности в момент погружения возможно исполнение пластин 8 криволинейными, гидродинамически совершенной формы (фиг. 4). Для уменьшения расхода мощности привода в момент воздействия на уплотненное абразивное кольцо возможно использование дисков 11, установленных с возможностью свободного вращения на оси 12, закрепленной в пальце 7 (фиг. 5).
Источники информации
1. Способ обработки изделий. Авторское свидетельство N 468769. Бюл. изобр. N 16, 1975.
2. Способ обработки изделий. Авторск. свид. N 252114. Бюл. изобр. N 28, 1969.
3. Способ обработки изделий. Авторск. свид. N 541655. Бюл. изобр. N 1, 1977.
4. Ящерицын П.И., Мартынов А.Н., Гридин А.Д. Финишная обработка деталей уплотненным потоком свободного абразива. Минск, "Наука и техника", 1978.
5. Устройство для обработки деталей абразивной суспензией. Авторск. свид. N 252120, Бюл. изобр. N 28, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ЦЕНТРОБЕЖНО-УПЛОТНЕННОМ ПОТОКЕ СВОБОДНОГО АБРАЗИВА | 1997 |
|
RU2147505C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ЦЕНТРОБЕЖНО-УПЛОТНЕННОМ ПОТОКЕ СВОБОДНОГО АБРАЗИВА | 2005 |
|
RU2310553C2 |
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ | 1993 |
|
RU2081710C1 |
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| ЦЕНТРИФУГА ДЛЯ РАЗДЕЛЕНИЯ СУСПЕНЗИЙ | 1993 |
|
RU2067033C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ обработки наружных поверхностей фасонных деталей и устройство для его осуществления | 1988 |
|
SU1604573A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| Станок для центробежно-абразивной обработки деталей | 1987 |
|
SU1495082A1 |
Изобретение относится к устройствам для обработки деталей в уплотненном потоке свободного абразива и может быть использовано в машиностроительной и других отраслях промышленности для обработки деталей из металла, керамики и других материалов. Устройство состоит из корпуса, цилиндрического ротора, узла для установки детали, вала с закрепленными на нем пальцами, в которых установлены наклонные пластины. Возможно исполнение пластин криволинейными, а также в виде дисков, установленных с возможностью вращения на осях. Использование изобретения позволит увеличить производительность и расширить функциональные возможности устройства. 3 з.п. ф-лы, 5 ил.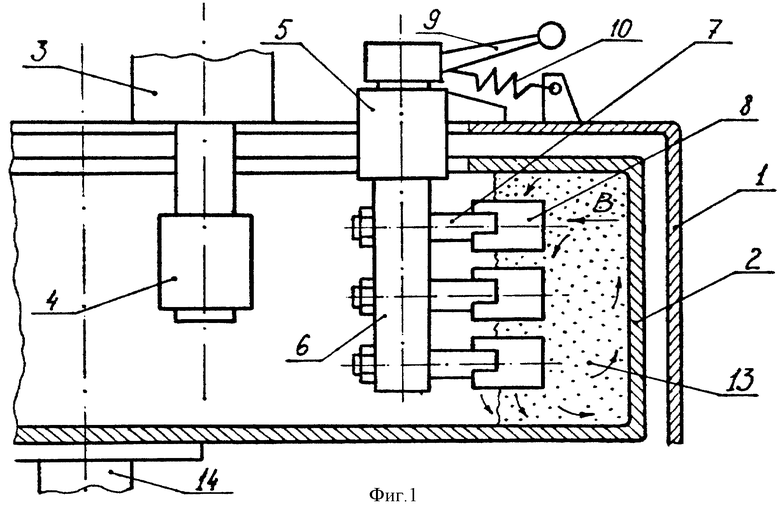
| Ящерицын П.И | |||
| и др | |||
| Финишная обработка деталей уплотненным потоком свободного абразива | |||
| - Минск, Наука и техника, 1978, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Устройство для центробежно-абразивной обработки деталей | 1982 |
|
SU1093507A1 |
| Устройство для центробежно-абразивной обработки деталей | 1980 |
|
SU899331A1 |
| Устройство для абразивно-центробежной обработки деталей | 1986 |
|
SU1423355A2 |
| УСТРОЙСТВО для ОБРАБОТКИ ДЕТАЛЕЙ АБРАЗИВНОЙСУСПЕНЗИЕЙ | 0 |
|
SU252120A1 |
| 0 |
|
SU252114A1 | |
| Способ обработки изделий | 1975 |
|
SU541655A2 |
