Изобретение относится к порошковой металлургии и используется для получения деталей сложных конфигураций и любого габарита.
Известен способ формирования деталей методом порошковой металлургии, в котором прессование металлического порошка производится по схеме: пуансон - матрица, где матрица заполняется соответствующим металлическим порошком и далее пуансоном производится формирование деталей из металлического порошка в матрице, которая при 2-плосткостных системах прессования может также двигаться снизу вверх /1/.
Недостатком данного способа является невозможность получения деталей сложных конфигураций. Кроме того, способ ограничивает габаритный диапазон деталей.
Известна схема оснастки для прессования кольца на пресс-автомате ДА-154, содержащем матрицу, верхний пуансон, нижний пуансон, выполненный из 2 элементов, имеющих индивидуальные приводы от пневмоцилиндров, пресс-форму, соединенную с подкладной плитой, двигающейся на направляющих /2/.
Перед засыпкой металлического порошка в полость матрицы один элемент - нижний пуансон, оформляющий более тонкую часть детали, двигается несколько выше другого элемента нижнего пуансона, обеспечивая при этом требуемое соотношение длины. Недостатком конструкции является то, что механизм функционирования этих конструкций в любом случае основан на 2-плосткостных системах, что ограничивает диапазон получения деталей сложных конфигураций, а также любого габарита.
Задачей настоящего изобретения является получение деталей сложных конфигураций и любого габарита.
В способе формирования деталей сложных конфигураций методом порошковой металлургии, включающем прессование на плите-матрице металлического порошка пуансоном, металлический порошок засыпают в целлофановую емкость, установленную в центре плиты-матрицы, и производят прессование пуансоном после смыкания боковых пресс-форм, формирующих наружный контур получаемой детали, не касаясь целлофана с металлическим порошком. Устройство для осуществления способа содержит плиту-матрицу, боковые пневмоцилиндры, верхний пневмоцилиндр-пуансон, пресс-формы, соединенные с подкладкой плитой и имеющие возможность движения по направляющим, причем боковые пневмоцилиндры фиксированы на плите-матрице автономно, а верхний пневмоцилиндр-пуансон расположен под плитой-матрицей на стойках.
Способ формирования деталей сложной конфигурации и любого габарита методом порошковой металлургии заключается в следующем: вокруг металлического порошка, помещенного в целлофановую емкость и установленную в центре плиты-матрицы, происходит смыкание боковых пресс-форм, которые не касаются целлофана с металлическим порошком, и далее при осуществлении мощного удара пуансона по целлофану с металлическим порошком происходит формирование деталей сложной конфигурации и определенного габарита. Далее при приведении пуансона и секций образованной матрицы в исходное положение производится изъятие уже готовой детали с поверхности плиты-матрицы и затем процесс повторяется.
Способ характерен и тем, что позволяет реализовать процесс на компактной и мобильной основе, для его реализации не требуются большие производственные площади.
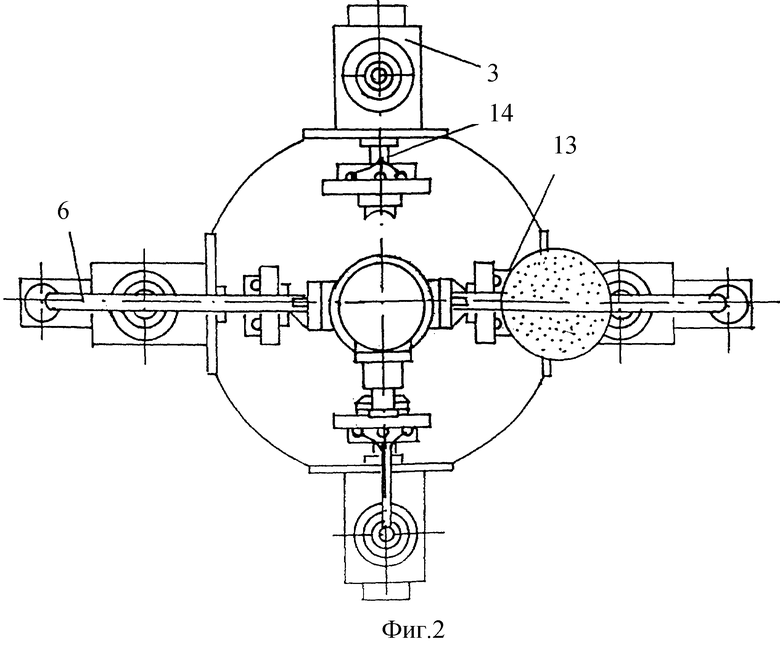
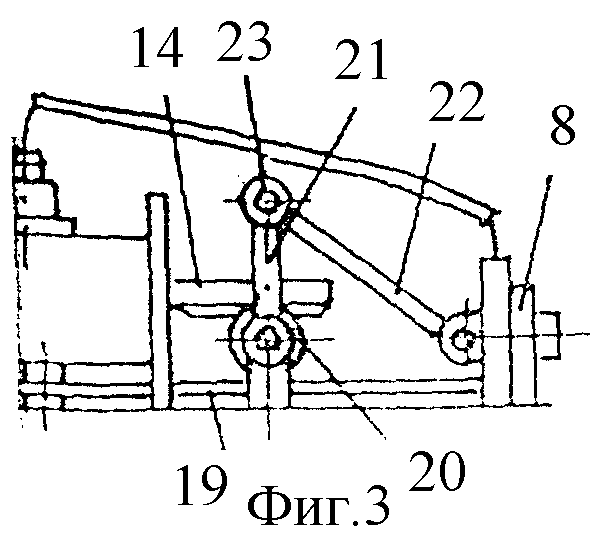
Устройство для осуществления данного способа изображено на фиг. 1, на фиг. 2 - то же, вид сверху, фиг. 3 - приставки, усиливающие прессование.
Устройство состоит из плиты-матрицы 1, установленной на четырех Г-образных опорах 2, на которых фиксируются пневмоцилиндры 3, а другой пневмоцилиндр-пуансон 4 фиксируется над плитой матрицей 1 на стойках 5. На стойках 3 расположены перемещающиеся штативы 6, которые фиксируются на стойках 5 с помощью фиксатора 7. К пневмоцилиндрам 3 и пневмоцилиндру-пуансону 4 крепятся пресс-формы, двигающиеся на направляющих 9, на которых также расположены фиксаторы 10. На пневмоцилиндрах 3 и пневмоцилиндре-пуансоне 4 установлены латоры 11, к которым подключены пружины-нагреватели 12, встроенные в подкладные плиты 13, которые крепятся к штоку 14 пневмоцилиндров 3 и пневмоцилиндра-пуансона 4. Стержень 15 фиксируется в центре на плите-матрице в целлофановой емкости 16, в которой находится металлический порошок 17, заполняемый через бункер 18.
Устройство работает следующим образом. Стержень 15, оформляющий полость детали /внутреннюю/, фиксируется в центре на плите-матрице 1 в целлофановой емкости 16, которую заполняют через бункер 18 металлическим порошком 17. Затем включают пневмоцилиндры 3 боковых пресс-форм 8, которые смыкаются вокруг целлофана 16 с металлическим порошком 17, не касаясь его, образуя контур /наружный/ детали-матрицы. После этого включают пневмоцилиндр-пуансон 4, производят мощный удар по металлическому порошку 17, фиксируя также матрицу, образованную из пресс-форм 8 в центре плиты-матрицы. После того, как требуемая конфигурация фиксирована, что устанавливается фиксаторами 10, расположенными на направляющих 9, производится процесс спекания благодаря пружинам-нагревателям 12, температурный интервал которых регулируется латорами 11.
После того, как процесс прессования и спекания закончен, производят отключение сначала пружин-нагревателей 12, а потом пневмоцилиндров 3 и пневмоцилиндра-пуансона 4, и далее готовая уже деталь после восстановительной термической обработки, если она является необходимой, подается на эксплуатацию.
Устройство с усиливающей прессование приставкой работает в следующем режиме: стержень 15, оформляющий полость детали /внутреннюю/, фиксируется в центре на плите-матрице 1 в целлофановой емкости 16, заполненной металлическим порошком 17 через бункер 18 после фиксации стержня 15. Затем с помощью фиксаторов 10, определяющих диапазон прессования, включаются пневмоцилиндры 3 и пневмоцилиндр-пуансон 4, шток 14 которого, выполненный в виде рейки, вращает зубчатое колесо 20, которое, в свою очередь, передает импульс движения кривошипам-рычагам 21, фиксированным на оси 19 зубчатого колеса 20. В свою очередь, вращательное движение кривошипов-рычагов 21 приводит к поступательному движению пресс-формы 8, соединенной с кривошипами-рычагами 21 через шатун-рычаги 22, которые, в свою очередь, крепятся между кривошипами-рычагами 1 на оси 23. Пресс-формы 8, благодаря угловому повороту кривошипов-рычагов 21, на которых образуется момент усилия, переходящего уже на поверхность пресс-форм 8, смыкаются вокруг металлического порошка 17 в целлофановой емкости 16. После образования матрицы из пресс-форм 8, фиксирования детали из металлического порошка 17 определенной сложной конфигурации и определенного габарита может производиться процесс спекания посредством пружин-нагревателей 12, температурный интервал которых регулируется латорами 11. После процесса прессования и спекания производят 1 отклонение сначала пружин-нагревателей 12, затем пневмоцилиндра-пуансона 4, шток 14 которого выполнен, как было указано выше, в виде рейки.
Таким образом, вокруг емкости /целлофановой/ с металлическим порошком внутри, не касаясь целлофана с металлическим порошком, смыкаются пресс-формы, формирующие наружный контур получаемой детали, и после некоторого периода времени, которыми могут быть секунды, фиксируется деталь сложной конфигурации и определенного габарита, которая после определенной восстановительной термической обработки, в случае ее необходимости, готова к эксплуатации. Кроме того, металлический порошок может быть также засыпан вовнутрь уже соединенных боковых пресс-форм.
Литература:
1. Гоциридзе А.В., Гусев В.П. и др. "Прессование деталей сложной формы и металлического порошка", Л., ЛДНТП, 1987, стр. 3 - 6.
2. Там же, стр. 6 - 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРЕСС-АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ С ОТВЕРСТИЕМ В СЕЧЕНИИ СЛОЖНОЙ ФОРМЫ | 2008 |
|
RU2388577C2 |
| Способ прессования металлического порошка | 1984 |
|
SU1291284A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2120838C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Пресс-форма | 1985 |
|
SU1271653A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ НАЛОЖЕНИЕМ ВИБРАЦИИ СТЕРЖНЯ | 1998 |
|
RU2173237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТ-ДЕТАЛИ ДЛЯ ПЕРЕКЛЮЧАЮЩЕГО УСТРОЙСТВА И КОНТАКТ-ДЕТАЛЬ | 2008 |
|
RU2451575C2 |
| Штамп для динамического горячего прессования изделий из порошков | 1982 |
|
SU1026959A1 |
Способ и устройство для его осуществления могут быть использованы для получения деталей сложной конфигурации методом порошковой металлургии. Задачей изобретения является получение деталей сложной конфигурации и любого габарита способом образования матрицы для формирования сложных конфигураций. Сущность изобретения: металлический порошок, залитый в целлофановую емкость и установленный на плите, после прессования изымается в виде детали сложной конфигурации на устройстве, состоящем из пневмоцилиндров с пресс-формами и с усиливающими прессование приставками. Обеспечивается получение деталей сложной конфигурации и различных габаритов на компактной и мобильной основе. 2 с. и 2 з.п.ф-лы, 3 ил.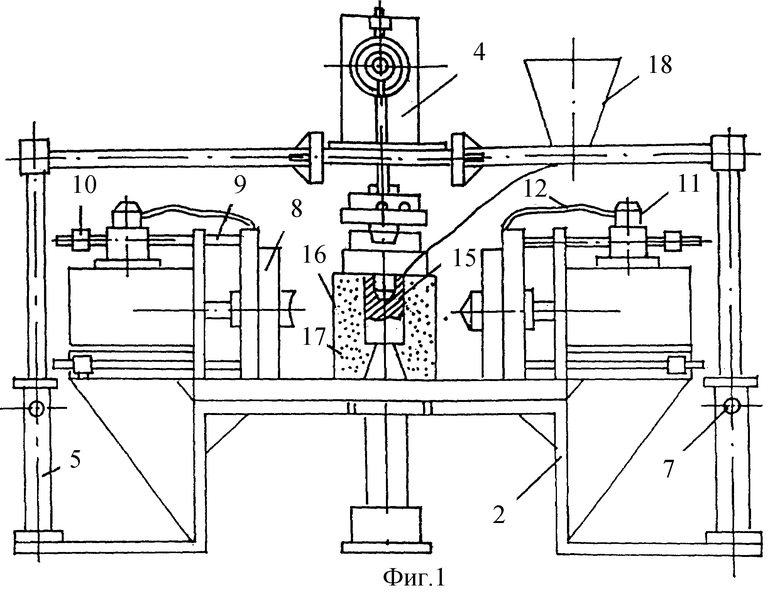
| Гоциридзе А.В., Гусев В.П | |||
| и др | |||
| Прессование деталей сложной формы из металлического порошка | |||
| - М.: Металлургия, 1987 | |||
| Пресс-форма для прессования изделийиз МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU827267A1 |
| Пресс-форма для горячего прессования порошков | 1986 |
|
SU1565580A1 |
| СПОСОБ ХОЛОДНОГО ФОРМОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040368C1 |
| EP 0185951 А1, 02.07.1986. | |||

