Изобретение относится к способам изготовления трубопроводов из эмалированных труб, а именно из тонкостенных труб с двусторонним эмалевым покрытием, и может быть использовано в нефтяной, газовой химической нефтехимической, энергетической промышленностях, сельском и коммунальном хозяйствах и при ремонте в полевых условиях.
Известен способ соединения труб с внутренним эмалевым покрытием, включающий приваривание к концам соединяемых труб коррозионно-стойких втулок, нанесение на внутреннюю поверхность труб слоя эмали и сваривание коррозионно-стойких втулок между собой /1/.
Недостатком известного способа является то, что он не обеспечивает сохранение эмалевого покрытия в зоне соединения тонкостенных труб с двусторонним эмалевым покрытием, т.к. в процессе сварки коррозионно-стойких втулок между собой произойдет прогорание эмали на значительных участках соединяемых труб из-за высокой температуры сварки, высокого коэффициента теплопередачи металла труб и малой толщины их стенок.
Наиболее близким по технической сущности и достигаемому результату к заявляемому способу соединения тонкостенных труб с двусторонним эмалевым покрытием является способ соединения труб с внутренним эмалевым покрытием, включающий нанесение на внутреннюю поверхность концов соединяемых труб материала с адгезионными свойствами, установку в одну из соединяемых труб, коаксиально с зазором, втулки с внутренним эмалевым покрытием и кольцевой проточкой, заполненной теплоизоляционным материалом, стыковку со второй трубой, сварку труб между собой и заполнение полости между зоной стыка труб и кольцевой проточкой адгезионным материалом /2/.
Недостатком известного способа является то, что он не обеспечивает сохранение качественного эмалевого покрытия при соединении тонкостенных труб с двусторонним эмалевым покрытием из-за прогорания эмали не только на наружной поверхности труб, но и на внутренней, т.к. при высокой температуре сварки и из-за высокого коэффициента теплопередачи металла труб и малой толщины их стенок невозможно перекрыть эмалированной втулкой всю область повреждения эмалевого покрытия на внутренней поверхности труб в процессе их сварки.
Задачей настоящего изобретения является сохранение качества эмалевого покрытия в зоне стыка при соединении тонкостенных труб с двусторонним эмалевым покрытием.
Сущность настоящего изобретения заключается в том, что в известном способе соединения тонкостенных труб с двусторонним эмалевым покрытием, посредством сочленения их с втулкой двусторонним эмалевым покрытием, неразъемного их соединения и последующего охлаждения стыковочного узла, согласно изобретению предварительно втулку с двусторонним эмалевым покрытием нагревают до температуры размягчения эмали, причем сочленение вышеуказанных труб с втулкой ведут путем введения концов труб во втулку до соприкосновения их торцов, а неразъемное соединение образуется при охлаждении стыковочного узла.
Причем нагрев вышеуказанной втулки ведут до температуры 700 - 750oC.
На чертеже представлен стыковочный узел в разрезе по оси.
Способ осуществляют следующим образом.
Втулку 1 с двусторонним эмалевым покрытием 2 нагревают в кольцевом нагревателе 3 до температуры размягчения эмали 2. При нагревании втулка 1 расширяется, а эмаль 2 при температуре 700 - 750oC размягчается. Концы труб 4 и 5 вводят во втулку 1 до соприкосновения их торцов. Нагреватель 3 отключают, а стыковочный узел оставляют в нем до охлаждения. При охлаждении втулка 1 сжимается, плотно охватывая концы труб 4 и 5, а размягченная эмаль 2 втулки 1 равномерно распределяется по наружной поверхности концов труб 4 и 5 и внутренней поверхности втулки 1, образуя герметичную зону соединения 6 труб 4 и 5 с втулкой 1.
Пример. Втулку 1 длиной 50 мм, диаметром 26,8 мм и толщиной стенки 2,5 мм с двусторонним эмалевым покрытием 2 нагревают в кольцевом нагревателе 3 до температуры 700oC. концы трубчатых образцов 4 и 5 с двусторонним эмалевым покрытием 2, длиной 100 мм, диаметрами 21,3 мм, толщиной стенки 2,8 мм, вводят во втулку 1 до соприкосновения их торцов. Нагреватель 3 отключают, а стыковочный узел оставляют в нем до охлаждения до 40oC.
Испытание полученного стыковочного узла на прочность проводили путем подвешивания к нему груза. При подвешивании груза весом 100 кг целостность стыковочного узла не нарушалась.
Герметичность (плотность) стыковочного узла проверяли путем опрессовки его водой. При давлении 10 ат фильтрации воды через соединение не наблюдалось.
Заявляемый способ по сравнению со способом-прототипом позволяет сохранить качество эмалевого покрытия в зоне стыка, при соединении тонкостенных труб с двусторонним эмалевым покрытием, и получить прочный и герметичный стыковочный узел.
Источники информации
1. Авторское свидетельство, СССР N 1648696, кл. B 23 K 31/00, 1991.
2. Патент РФ N 2080510, кл. F 16 L 13/02, 1997 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ИЗ ЭМАЛИРОВАННЫХ ТРУБ | 1997 |
|
RU2131551C1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| ЗАЩИТНОЕ КОМПОЗИЦИОННОЕ СТЕКЛОЭМАЛЕВОЕ ПОКРЫТИЕ ДЛЯ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2145583C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| СПОСОБ СУШКИ ШЛИКЕРА ЭМАЛИ, НАНЕСЕННОГО НА ПОВЕРХНОСТЬ ТРУБЫ | 1997 |
|
RU2146306C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
Изобретение относится к изготовлению труб. Способ соединения тонкостенных труб с двусторонним эмалевым покрытием включает сочленение их с втулкой с двусторонним эмалевым покрытием и неразъемное их соединение с последующим охлаждением стыковочного узла. Предварительно втулку с двусторонним эмалевым покрытием нагревают до температуры размягчения эмали. Сочленение вышеуказанных труб с втулкой ведут путем введения концов труб во втулку до соприкосновения их торцов, а неразъемное соединение образуется при охлаждении стыковочного узла. В результате достигается сохранение качества эмалевого покрытия в зоне стыка труб. 1 з.п.ф-лы, 1 ил.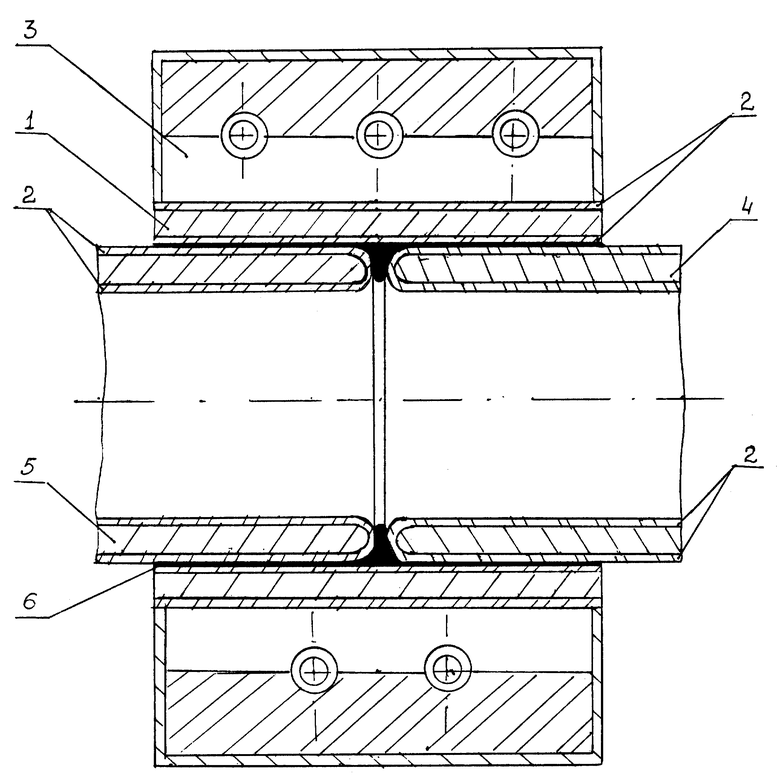
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 1990 |
|
RU2027097C1 |
| Способ сборки термомеханических соединений трубопроводов | 1987 |
|
SU1492155A1 |
| Способ сборки труб | 1989 |
|
SU1651007A2 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| US 3479059 A, 18.11.1969. | |||

