Изобретение относится к области переработки особо чистых полимерных материалов, в частности к устройству для формования ядра и отражающей оболочки полимерного оптического волокна.
Полимерное оптическое волокно (ПОВ) может быть использовано в сетях связи на короткие расстояния, в ядерной физике, в медицине, в световой рекламе и т.д.
Для получения ядра ПОВ используют аморфные полимеры, которые получают полимеризацией в массе таким образом, чтобы сохранить максимальную прозрачность полимера, предотвратить деструкцию, попадание механических примесей и других веществ в полимер ядра и отражающей оболочки ПОВ. В качестве промышленного способа получения ядра ПОВ на основе полиметилметакрилата (ПММА) и других аморфных полимеров используют непрерывный способ с помощью реактора и последующего удаления непрореагировавшего мономера в экструдере с вакуумной зоной. Подобный способ рассматривался в заявке Японии N 53-42660, при этом наблюдают нарастание массы полимера в вакуумной камере и вторичное попадание расплава полимера из вакуумной зоны в основную массу полимера, что загрязняет полимер в целом. Кроме того, конструкция экструдера не исключает попадание механических примесей из сальника экструдера.
По технологии формования ядра, отражающей оболочки ПОВ и защите их от попадания продуктов деструкции очень мало информации. Например, в патенте ГДР ДД(11) 259170 Al, опубликованном в 1988 году, предлагают отделять термодеструктированный в краевых зонах расплав полимера непосредственно перед разгрузочным устройством через кольцевой канал или перфорацию стенок трубы. При этом количество расплава, выгружаемого из краевой зоны, составляет 0,1-10% от общего количества расплава. Основным недостатком этого экструдера является то, что удаляется только часть загрязненного расплава по краевым зонам. Основная масса расплава, содержащая продукты деструкции и механические примеси из сальника, остается в полимере ядра ПОВ.
Близка к настоящему изобретению заявка Японии N 58-132028, в соответствии с которой для получения прозрачного полимера с высокими свойствами светопропускания используют шнековый экструдер, имеющий боковые отверстия для отвода газов и отводное отверстие, а в передней части - отверстие для выхода полимера, который непрерывно дегазируется. Газовую фракцию удаляют под вакуумом через отверстие для вывода газов, расположенное сзади загрузочного отверстия. Часть полимера, подаваемого в экструдер, также удаляют через отводное отверстие, расположенное сзади загрузочного отверстия. Большую часть полимера с помощью шнека продвигают к передней части экструдера и экструдируют.
Несмотря на то, что в расплав полимера попадают инородные частицы, они выводятся наружу вместе с частью полимера через отводное отверстие, расположенное сзади загрузочного отверстия. Недостатком этого экструдера является то, что из-за расположения вакуумной зоны сзади загрузочного отверстия, непрореагировавший мономер удаляется намного хуже, чем при нахождении вакуумной зоны спереди загрузочного отверстия и концентрация мономера достигает 0,8%. Другим недостатком является необходимость вывода из экструдера части полимера с инородными включениями, что ведет к снижению выхода волокна и удорожанию процесса.
В качестве прототипа настоящего изобретения можно предложить заявку Великобритании [GB N 1413014, кл. В 29 F 3/03, 1975]. На шнековый экструдер с вакуумной зоной, корпусом, в котором размещают шнек и камеру, которая расположена между загрузочным отверстием и сальниковым устройством, причем на выходном конце шнека камера герметизирована от приводных устройств шнека уплотняющими элементами.
Недостатком данного экструдера является то, что уплотняющие элементы предотвращают в основном попадание в расплав полимера смазки, в то время как механические микропримеси свободно проникают в расплав полимера, поэтому данный экструдер не может быть использован для переработки чистых полимеров.
В данном изобретении описывают устройство в шнековом экструдере, которое предотвращает попадание механических примесей из сальникового устройства экструдера в полимерный расплав при получении ПОВ. Для эффективной защиты полимерной массы от инородных включений после сальникового устройства и перед загрузочным отверстием вдоль оси шнека создают камеру, в которой размещают два полых цилиндра коаксиально один в другом. Внешний цилиндр имеет на внутренней и внешней поверхностях шнековую нарезку и одной стороной, которая расположена ближе к загрузочному отверстию, герметично крепится к шнеку экструдера. Другая сторона внешнего цилиндра, которая обращена к сальниковому устройству, остается открытой. Внешний цилиндр имеет конфигурацию шнековой нарезки на внешней поверхности, способствующую перемещению механических частиц и следов смазки из сальникового устройства в направлении, обратном направлению движения основной массы расплава полимерного материала, при этом внутренняя поверхность внешнего цилиндра имеет конфигурацию шнековой нарезки, способствующую перемещению механических частиц и следов смазки из сальникового устройства в одном направлении с движением основной массы расплава полимера.
Внутренний цилиндр жестко соединен с корпусом экструдера и внутри этого цилиндра коаксиально размещено сальниковое устройство, при этом внутренний цилиндр, неподвижно соединенный с корпусом экструдера, входит во внешний цилиндр, соединенный со шнеком. Вакуумную зону размещают после загрузочного отверстия перед выгружным отверстием в передней части экструдера. Полимер, из которого удален не прореагировавший мономер, экструдируют из передней части экструдера. Применение данного устройства предотвращает попадание инородных частиц в массу полимера и приводит к снижению потерь светового потока в ПОВ.
Изобретение иллюстрируют следующими чертежами.
На фиг. 1 изображен экструдер с устройством для получения особо чистого полимера для ПОВ. Устройство для получения особо чистого полимера представляет собой камеру 1, которая расположена сразу после сальникового устройства 2 перед загрузочным отверстием 3 экструдера 4. В камере 1 размещен полый внешний цилиндр 5, на внешней поверхности которого нанесена шнековая нарезка 6, а на внутренней нанесена шнековая нарезка 7, при этом внешний цилиндр 5 дальним концом от сальникового устройства 2 герметично соединен со шнеком 8 и вращается вместе с ним. Второй внутренний полый цилиндр 9 герметично соединен с корпусом экструдера 4 таким образом, что сальниковое устройство 2 расположено в основании внутреннего цилиндра 9, при этом внутренний цилиндр 9 имеет меньший диаметр, чем внешний цилиндр 5, и имеет на внутренней поверхности ряд концентрических выступов высотой в несколько миллиметров. Внутренний цилиндр 9 входит на три четверти во внешний цилиндр 5. Экструдер 4 имеет шнек 8, вакуумное отверстие 10 и выгружное отверстие 11, а также снабжен мотором 12 с осью 13.
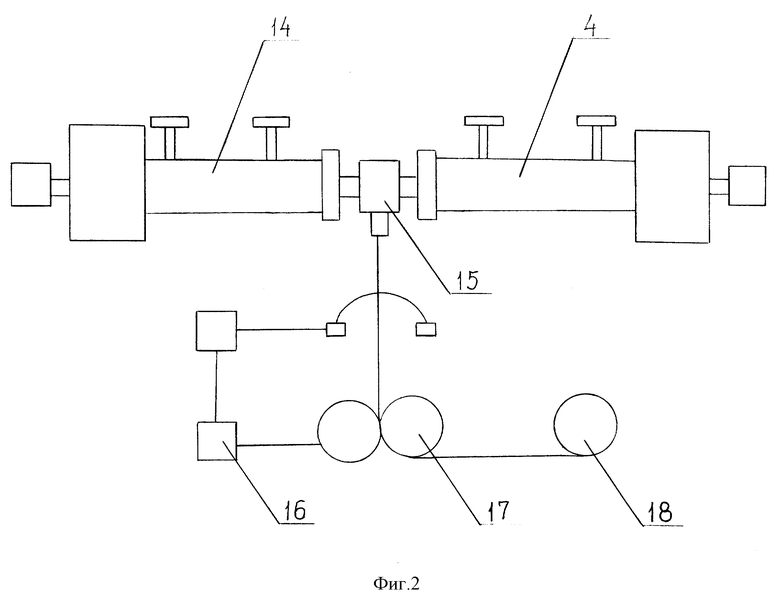
Проверку качества полимера осуществляют на установке получения ПОВ, изображенной на фиг. 2. На принципиальной схеме (фиг. 2) кроме экструдера 4, на котором получают ПММА - полимер ядра ПОВ, изображен экструдер 14 для получения полимера отражающей оболочки ПОВ, фильерное устройство 15, сенсорное устройство для контроля диаметра ПОВ 16, тянущее устройство 17 и приемное место 18. Устройство работает следующим образом.
В загрузочное отверстие 3 экструдера 4 непрерывно подают форполимер, который с помощью шнека 8 подают к вакуумному отверстию 10, где происходит удаление газообразных включений и мономера из форполимерной массы. Полученный таким образом однородный расплав полимерного материала через выгружное отверстие 11 направляют на дальнейшую переработку. Два полых цилиндра 5 и 9, расположенных в камере 1, препятствуют попаданию механических и других примесей из сальникового устройства 2 в форполимер и работают следующим образом. Механические частицы и следы смазки попадают во внутренний цилиндр 9, где по всей окружности внутренней поверхности цилиндра 9 расположены концентрические выступы высотой несколько миллиметров, которые препятствуют попаданию механических примесей из сальникового устройства 2 в расплав полимерной массы. В случае, если механические частицы и следы смазки выходят из внутреннего цилиндра 9, то они попадают на внутреннюю нарезку 7 внешнего цилиндра 5 и отбрасываются от открытого конца полого внешнего цилиндра 5. Если механические частицы и следы смазки попадают в камеру 1, то внешняя шнековая нарезка 6 внешнего цилиндра 5 отбрасывает механические частицы и следы смазки в сторону сальникового устройства 2 и таким образом создается многократная защита расплава полимерной массы от попадания в нее инородных примесей. Предлагаемое устройство позволяет надежно защитить полимеры ядра и отражающей оболочки ПОВ от попадания примесей из сальникового устройства экструдера и тем самым получить ПОВ с низкими потерями.
Изобретение поясняют на следующем примере.
Пример.
Смесь ректифицированного метилметакрилата (ММА), очищенного додецилмеркаптана (2,5·10-1 мол.%), лауроила пероксида (5·10-2 мол.%), отфильтрованную через фильтр с диаметром пор 5·10-2 мкм, загружают в инертной атмосфере со скоростью 2,5 кг/час в реактор емкостью 4 л и под давлением 1,5-2,5 МПа и температуре 190-200oC непрерывно осуществляют полимеризацию. Форполимер ПММА, содержащий 30-40% ММА, непрерывно со скоростью 2,5 кг/час подают в экструдер с диаметром шнека 30 мм через загрузочное отверстие 3. Через вакуумное отверстие 10 осуществляют дегазацию мономера. Полимер оболочки на основе 2,2,3,3-тетрафторпропил-α-фторакрилата подают из экструдера 14 в фильерное устройство 15, где при температуре 215oC осуществляют формование ПОВ. После фильерного устройства 15 ПОВ поступает на тянущее устройство 17. Диаметр ПОВ контролируют с помощью сенсорного устройства 16. ПОВ в готовом виде поступает на приемное место 18.
Потери света в ПОВ составляют 190-210 дБ/км при длине волны 650 нм. Содержание остаточного мономера в ядре из ПММА составляет 3·10-1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА ИЗ ПОЛИМЕРНЫХ ПРЕФОРМ | 2002 |
|
RU2242367C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 1999 |
|
RU2171319C2 |
| РЕАКТОР ПОЛИМЕРИЗАЦИИ | 1999 |
|
RU2151637C1 |
| Полимерное оптическое волокно и установка его получения | 2016 |
|
RU2649625C2 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| СПОСОБ КОМПАУНДИРОВАНИЯ ПОЛИМЕРОВ | 2007 |
|
RU2440385C2 |
| СПОСОБ ДЕГАЗАЦИИ И ГАЗАЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2120856C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОЛИМЕРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 1999 |
|
RU2160798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
Изобретение относится к переработке особо чистых полимерных материалов, в частности к устройству для формования ядра и отражающей оболочки полимерного оптического волокна. Получение особо чистого полимера для полимерного оптического волокна осуществляют с помощью шнекового экструдера с вакуумной зоной. Экструдер содержит корпус, шнек и размещенную между загрузочным отверстием и сальниковым устройством камеру. В камере расположены два полых цилиндра коаксиально один в другом. Внешний цилиндр имеет на внутренней и внешней поверхностях шнековую нарезку и одной стороной герметично закреплен на шнеке. Внутренний цилиндр, в котором коаксиально расположено сальниковое устройство, герметично соединен с корпусом экструдера. Кроме того, внешний цилиндр имеет конфигурацию шнековой нарезки на внешней поверхности, способствующую перемещению механических частиц и следов смазки из сальникового устройства в направлении, обратном направлению движения основной массы расплава полимерного материала. Внутренняя поверхность внешнего цилиндра имеет конфигурацию шнековой нарезки, способствующую перемещению механических частиц и следов смазки из сальникового устройства в одном направлении с движением основной массы расплава полимера. Внутренний полый цилиндр на внутренней поверхности имеет ряд концентрических выступов высотой в несколько миллиметров. Изобретение позволяет предотвратить попадание механических примесей из сальникового устройства экструдера в полимерный расплав при получении полимерного оптического волокна. 2 з.п. ф-лы, 2 ил.
| Кулисно-рычажный направляющий по окружности механизм | 1986 |
|
SU1413014A1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ЗАПРЕССОВКИ ТРУБ | 2001 |
|
RU2203759C2 |
| КАТАЛИЗАТОР ГИДРОДЕПАРАФИНИЗАЦИИ НЕФТЯНЫХ ИЛИ ГАЗОКОНДЕНСАТНЫХ ФРАКЦИЙ И СПОСОБ ГИДРОДЕПАРАФИНИЗАЦИИ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2000 |
|
RU2169042C1 |
| DE 3615609 A1, 12.11.1987 | |||
| Изостат | 1986 |
|
SU1494999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281823C1 |
| US 4059206 A, 22.11.1977 | |||
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХМАТЕРИАЛОВ | 0 |
|
SU304143A1 |
| Червячный пресс для переработки полимерных материалов | 1987 |
|
SU1525014A1 |

