(Л
ной паз 13 выталкивателя 1 1 . Это происходит в тот момент, когда выталкиватель 11, жестко закрепленный в плитах 3, перемещается в исходное положение. Пресс-форма смыкается и производится запрессовка расплава в рабочую полость. После его затвердевания при размыкании пресс-формы плиты 3 перемещают выталкиватель 11, арматуру 4 и отливку на ход выталкивания
В результате арматура 4 из сквозного паза Б проваливается в полость выталкивателя 11, устанавливаясь соосно со стержнем 9. При отводе плит 3 в исходное положение производится отрыв отливки от выталкивателя 11 и установка сквозного паза Б против канала 12. В результате арматура 4 из Karfk- ла 12 поступает в сквозной паз Б. 5 ил.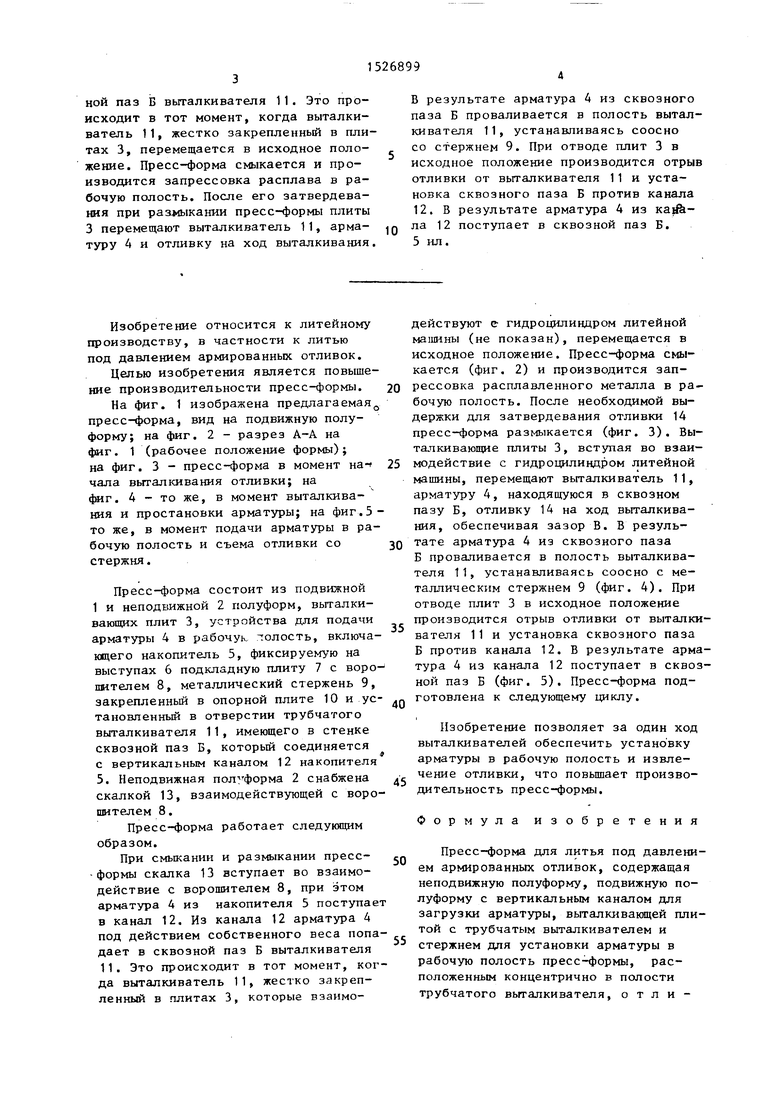
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1516222A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Устройство для удаления отливок из формы | 1988 |
|
SU1585063A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Прессформа для литья под давлением | 1976 |
|
SU579097A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |

Изобретение относится к литейному производству, в частности к литью под давлением армированных отливок. Цель изобретения - повышение производительности пресс-формы. При смыкании и размыкании пресс-формы арматура 4 из накопителя 5 поступает в канал 12, из которого под действием собственного веса попадает в сквозной паз Б выталкивателя 11. Это происходит в тот момент, когда выталкиватель 11, жестко закрепленный в плитах 3, перемещается в исходное положение. Пресс-форма смыкается и производится запрессовка расплава в рабочую полость. После его затвердевания при размыкании пресс-формы плиты 3 перемещают выталкиватель 11, арматуру 4 и отливку на ход выталкивания. В результате арматура 4 из сквозного паза Б проваливается в полость выталкивателя 11, устанавливаясь соосно со стержнем 9. При отводе плит 3 в исходное положение производится отрыв отливки от выталкивателя 11 и установка сквозного паза Б против канала 12. В результате арматура 4 из канала 12 поступает в сквозной паз Б. 5 ил.
Изобретение относится к литейному производству, в частности к литью под давлением армированных отливок.
Целью изобретения является повышение производительности пресс-формы.
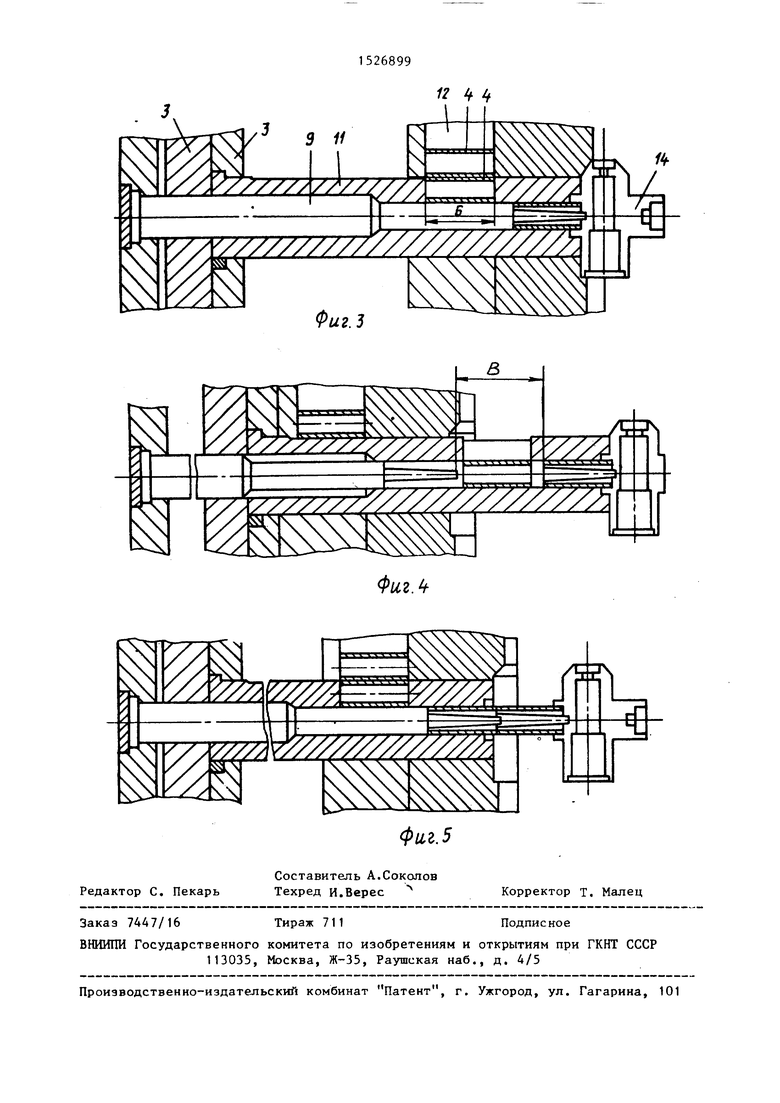
На фиг. 1 изображена предлагаемая пресс-форма, вид на подвижную полуформу; на фиг. 2 - разрез А-А на фиг. 1 (рабочее положение формы); на фиг. 3 - пресс-форма в момент на- чала выталкивания отливки; на 4мг. 4 - то же, в момент выталкивания и простановки арматуры; на фиг.5- то же, в момент подачи арматуры в рабочую полость и съема отливки со стержня.
Пресс-форма состоит из подвижной 1 и неподвижной 2 полуформ, выталкивающих плит 3, устройства для подачи арматуры 4 в рабочуь, лолость, включающего накопитель 5, фиксируемую на выступах 6 подкладную плиту 7 с ворошителем 8, металлический стержень 9,
закрепленный в опорной плите 10 и установленный в отверстии трубчатого выталкивателя 11, имеющего в стенке сквозной паз Б, который соединяется с вертикальным каналом 12 накопителя 5. Неподвижная пол форма 2 снабжена скалкой 13, взаимодействующей с ворошителем 8.
Пресс-форма работает следующим образом.
При смыкании и размыкании пресс- -формы скалка 13 вступает во взаимодействие с ворошителем 8, при этом арматура 4 из накопителя 5 поступае в канал 12. Из канала 12 арматура 4 под действием собственного веса попадает в сквозной паз Б выталкивателя 11. Это происходит в тот момент, когда выталкиватель 11, жестко закрепленный в плитах 3, которые взаимо
0
5 О
5
0
Q
5
действуют е гидроцилиндром литейной машины (не показан), перемещается в исходное положение. Пресс-форма смыкается (фиг. 2) и производится запрессовка расплавленного металла в рабочую полость. После необходимой выдержки для затвердевания отливки 14 пресс-форма размыкается (фиг. 3). Выталкивающие плиты 3, вступая во взаимодействие с гидроцилиндром литейной машины, перемещают выталкиватель 11, арматуру 4, находящуюся в сквозном пазу Б, отливку 14 на ход выталкивания, обеспечивая зазор В. В результате арматура 4 из сквозного паза Б проваливается в полость выталкивателя 11, устанавливаясь соосно с металлическим стержнем 9 (фиг. 4). При отводе плит 3 в исходное положение производится отрыв отливки от выталкивателя 11 и установка сквозного паза Б против канала 12. В результате арматура 4 из канала 12 поступает в сквозной паз Б (фиг. 5). Пресс-форма подготовлена к следующему циклу.
Изобретение позволяет за один ход выталкивателей обеспечить устано вку арматуры в рабочую полость и извлечение отливки, что повьщ1ает производительность пресс-формь.
Формула изобретения
Пресс-форма для литья под давлением армированных отливок, содержащая неподвижную полуформу, подвижную полуформу с вертикальным каналом для загрузки арматуры, выталкивающей плитой с трубчатым выталкивателем и стержнем для установки арматуры в рабочую полость пресс-формы, расположенным концентрично в полости трубчатого выталкивателя, о т л и 51526899
чающаяся тем, что, с цельюля вьшолнен сквозной паз, совмещенный
повышения производительности пресс-с каналом для загрузки арматуры, а
формы, в стенке трубчатого выталкивате- стержень установлен неподвижно.
///////////////
ч .
0W2.5
WTTT ///////////////
Редактор С, Пекарь
Составитель А.Соколов Техред И.Верес
Заказ 7447/16
Тираж 711
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
/ 4
HtФиг А
фиг. 5
Корректор т. Малец
Подписное
| УСТРОЙСТВО для ПОДАЧИ АРМАТУРЫ В РАБОЧУЮ ПОЛОСТЬ ФОРМЫ | 0 |
|
SU307846A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением армированных отливок | 1986 |
|
SU1470444A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
