Изобретение относится к электрохимической очистке деталей из алюминиевых сплавов от высокотемпературных пригаров, образующихся в процессе изготовления деталей методом изотермической штамповки. Непосредственной областью применения способа является очистка корпусных деталей ракетных двигателей.
Одним из перспективных методов изготовления корпусных деталей ракетных двигателей является метод изотермической штамповки, позволяющий получать точные сложные профили, в частности профиль сопла ракетного двигателя. Однако недостатком этого способа является образование высокотемпературных пригаров на поверхностях сопла, не позволяющих получать качественные теплозащитные покрытия, защищающие сопло во время работы двигателя. Поэтому к способу очистки от пригаров предъявляются следующие требования:
- полное удаление пригаров до однородного состояния поверхности;
- чистота поверхности не ниже 1,25;
- отсутствие растравов и коррозионных пятен на поверхности металла;
- обеспечение времени межоперационного хранения не менее месяца, что связано с технологическим процессом изготовления в различных цехах предприятия либо на различных предприятиях;
- возможность применения при очистке деталей массового производства.
Известны механические способы очистки механических поверхностей путем воздействия абразивными частицами, например способ пескоструиния (см. Справочник технолога, машиностроителя N 1. Москва, Машиностроение, 1986, стр. 128).
Метод позволяет осуществлять обработку деталей массового производства, легко поддается автоматизации, способен надежно удалять, пригары, не требует сложного технологического оборудования. Однако основным недостатком метода пескоструиния является снижение класса чистоты поверхности до Rz80 - Rz40, что не позволяет использовать его при очистке соплоблоков ракетных двигателей.
Известен способ химической очистки, например травление в растворах кислот и щелочей (см. Инженерная гальванотехника в приборостроении. Москва, Машиностроение, 1977, стр. 78).
Однако, поскольку высокотемпературные пригары не являются продуктами окисления металла соплоблока, а представляют собой спеченную графитосмазочную смесь, которая не взаимодействует с травящей средой, а следовательно, не могут быть очищены даже при длительном воздействии.
Наиболее близким к заявляемому является способ электрохимической очистки металлических поверхностей по а.с. 586206, МКИ C 25 F 1/00, заключающийся в предварительном разрыхлении загрязнения в растворе щелочи при температуре 130-140oC в течение одного часа с промывкой в горячей воде, с последующей электрохимической очисткой в растворе сложного щелочного состава при температуре 70-90oC, анодной плотности тока 5-15 А/дм2 в течение 0,5-2 часов.
В отличие от химической очистки данный способ позволяет частично удалять пригары. Однако, благодаря длительному воздействию щелочных растворов в процессе разрыхления и анодной обработки и в связи с разной толщиной пригаров на одной и той же поверхности, происходит неравномерное растравливание металла, что приводит к растравам поверхности, ухудшению чистоты. Кроме того, затекание агрессивной жидкости в процессе обработки в труднодоступные места деталей, например пазы, проточки, засверловки, не обеспечивается промывкой в воде, что может способствовать дальнейшей коррозии металла во время хранения. Следует также отметить, что после окончательной обработки известным способом необходимо в кратчайшие сроки нанесение последующих покрытий, так как поверхность металла не защищена, что не допускает длительного межоперационного хранения.
Целью настоящего изобретения является устранение указанных недостатков, а именно, повышение качества и снижение времени очистки.
Указанная цель в способе очистки деталей из алюминиевых сплавов от высокотемпературных пригаров, включающим анодную очистку деталей в электролите, достигается тем, что обработку проводят в водном растворе, содержащем 3-7 гексаметафосфате натрия при температуре раствора 18-60oC, плотности тока 1-20 А/дм2.
Выполнение указанных режимов позволяет обеспечить непрерывный процесс удаления пригаров и образования на их месте окисной пленки.
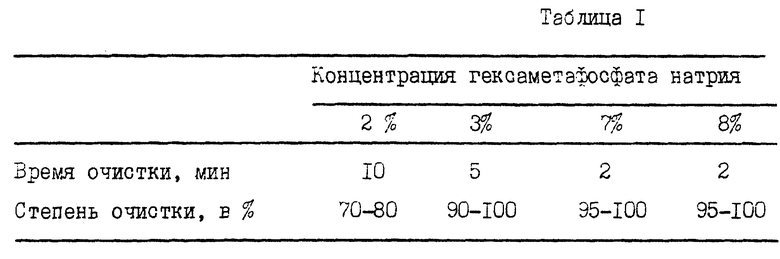
Зависимость степени очистки от концентрации гексаметафосфата натрия в воде поясняется таблицей 1.
Из таблицы видно, что оптимальной концентрацией является концентрация 3-7%, которая обеспечивает 100% очистку. При уменьшении концентрации резко возрастает время, а при увеличении концентрации, при сохранении времени очистки, увеличивается расход материала.
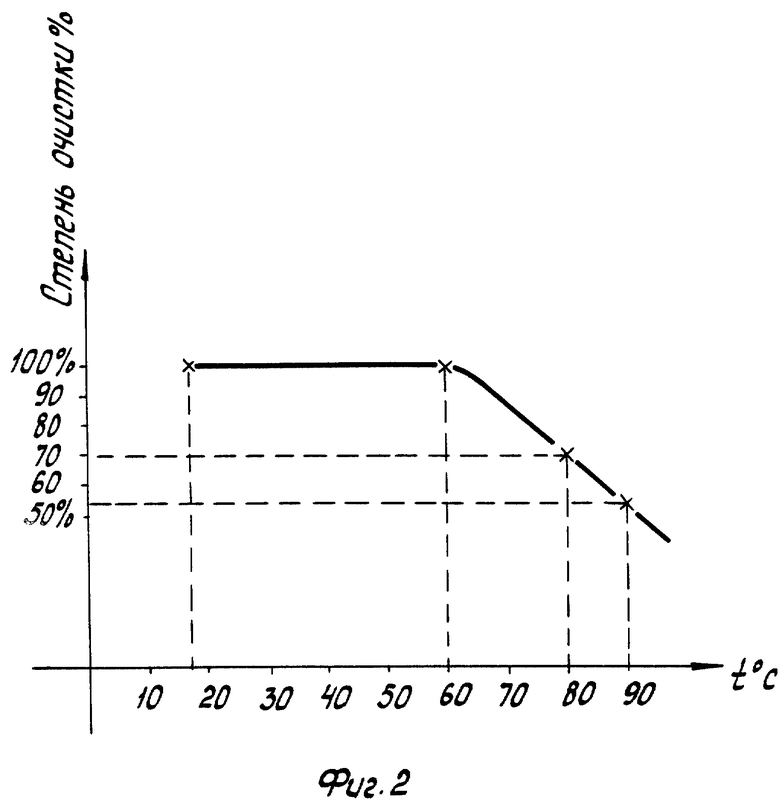
Температурный режим очистки выбран из следующих соображений:
- при температуре раствора меньше 18oC процесс не идет;
- при температуре раствора выше 60oC снижается степень очистки и необходима дополнительная мощность на охлаждение электролита.
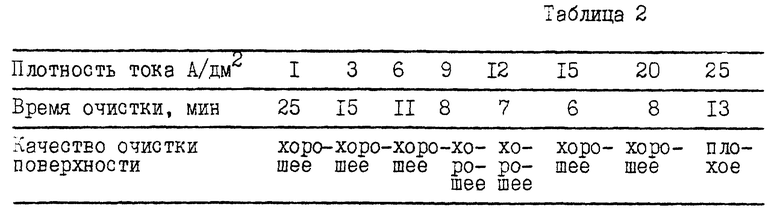
Плотность тока определена из условия скорости и качества очистки при постоянной температуре 40oC (см. табл. 2).
Из таблицы следует, что процесс очистки работоспособен с сохранением качества поверхности деталей, при плотностях тока 1-20 А/дм2, при больших плотностях тока наблюдаются вырывы металла и образование дендритов.
Применение заявляемого способа очистки от высокотемпературных пригаров не имеет аналогов среди известных электрохимических процессов очистки, что соответствует критерию "существенные отличия".
На фиг. 1 представлена схема опытной установки, реализующей заявляемый способ.
На фиг. 2 приведена зависимость степени очистки от температуры электролита.
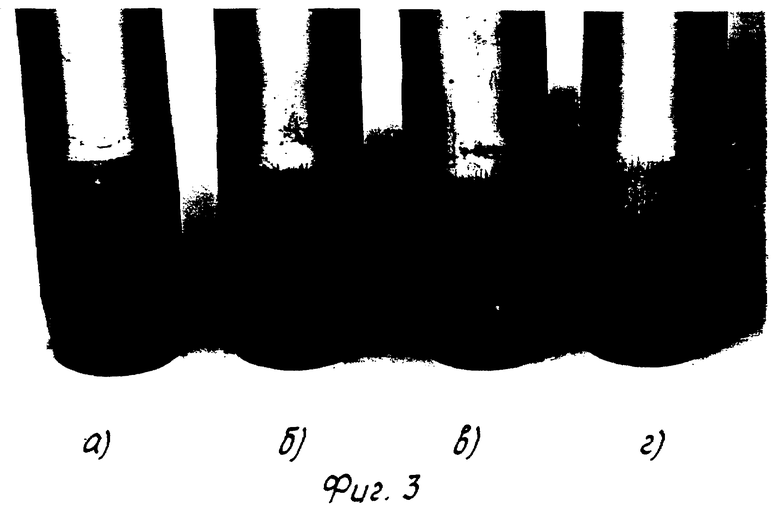
На фиг. 3 приведена фотография образцов деталей ракетного двигателя с разной степенью очистки:
а) 70% очищенной поверхности;
б) 90% очищенной поверхности;
в) 95% очищенной поверхности;
г) 100% очищенной поверхности.
Блок схемы установки (фиг. 1) состоит из ванны 1 с охлаждающей рубашкой 2, электролитом 3, очищаемой детали 4, источника питания 5.
Устройство работает следующим образом. Поверхность детали 4 с пригарами погружается в электролит 3. К детали подводится положительный вывод от источника питания 5, а отрицательный вывод подводится к ванне 1. С подачей напряжения от источника питания между деталью (анодом) и ванной (катодом) начинается электрохимический процесс. Так как высокотемпературные пригары представляют собой диэлектрик, между деталью и электролитом возникает разность потенциалов, равная напряжению источника питания. В том месте, где диэлектрическая пленка наименьшей толщины, происходит локальный пробой с разрушением пригара, сопровождающийся выделением большого количества энергии и свечением. При этом место пробоя покрывается окисной пленкой, являющейся диэлектриком, с электрической прочностью выше напряжения пробоя. Методом последовательных локальных пробоев происходит очистка всей поверхности детали и покрытие ее защитной окисной пленкой. На фиг. 3 приведена фотография деталей с различной степенью очистки, полученной на различных стадиях процесса очистки.
Заявленный способ был опробован при очистке опытных партий корпусов реактивных двигателей от высокотемпературных пригаров на предприятии п/я А-1342. Изготовлена опытная установка для очистки одной детали. Установка выполнена на базе источника постоянного тока до 150 А и напряжения до 500 В. Рабочая ванна выполнена из нержавеющей стали объемом 300 литров. Для охлаждения рабочая ванна помещена в ванну большего размера и омывается холодной проточной водой. Регулируя скорость проточной воды, стабилизируют рабочую температуру электролита. Для крепления детали в ванне предусмотрено устройство крепления, к которому подводится напряжение. В установке предусмотрена непрерывная очистка электролита от твердых взвешенных частиц и загрязнений.
Заявляемый способ в отличие от прототипа позволяет полностью очищать поверхность детали от высокотемпературных пригаров, при этом время полной обработки детали снижается с 1-3 часов до 7-25 минут. Это значительно снижает трудоемкость изготовления, энергозатраты, не требует применения очистных сооружений (так как электролит в отличие от щелочного, применяемого в прототипе, представляет собой нейтральный раствор).
Кроме того, очищенные детали не требуют дополнительных промывок, а имеющаяся на их поверхности пленка способствует защите при межоперационном хранении.
Изобретение относится к электрохимической очистке деталей из алюминиевых сплавов от высокотемпературных пригаров, образующихся в процессе изготовления деталей методом изотермической штамповки. Способ заключается в проведении очистки с одновременной пассивированием поверхности в 3 - 7% растворе гексаметафосфата натрия, процесс ведут при 18 - 60°С и плотности тока 1 - 20 А/дм2. Предложенный способ позволяет повысить качество и снизить время очистки поверхности деталей. 2 табл., 3 ил.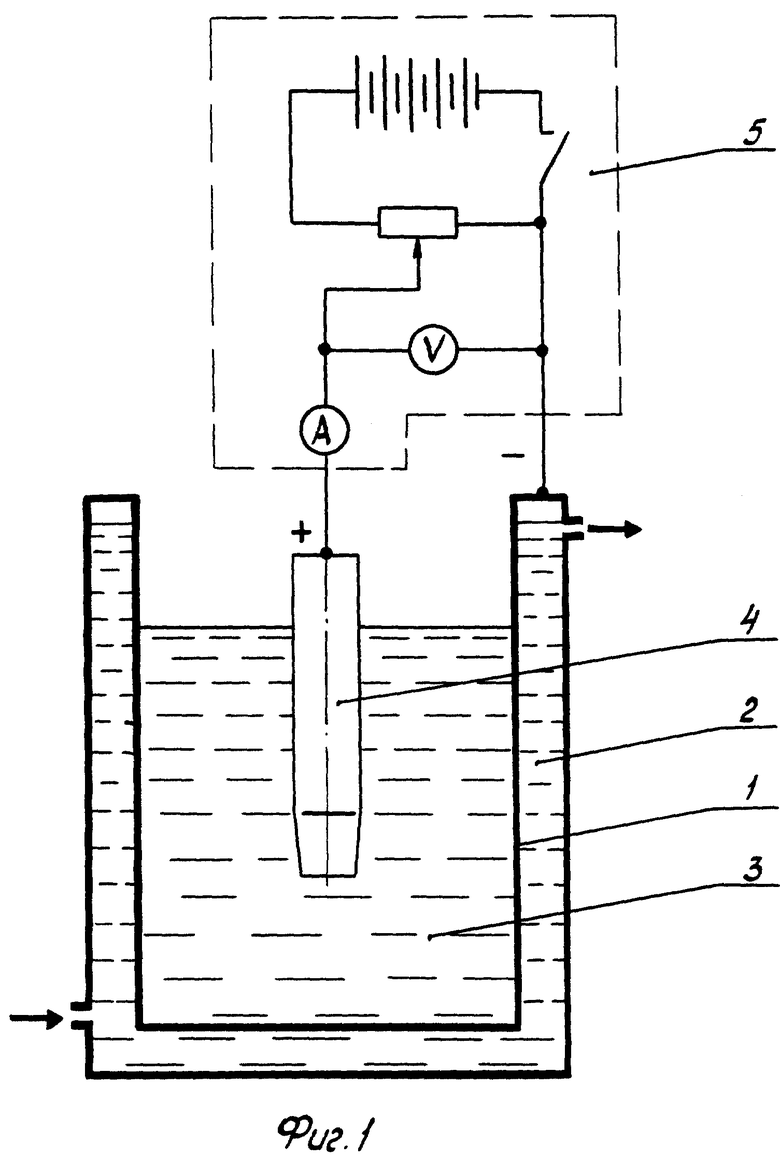
Способ обработки металлических деталей, преимущественно из алюминиевых сплавов, включающий очистку с одновременным пассивированием поверхности в растворе соли фосфорной кислоты, отличающийся тем, что, с целью повышения эффективности очистки от пригаров и ускорения процесса, в качестве раствора соли фосфорной кислоты берут 3 - 7% раствор гексаметафосфата натрия и процесс ведут при 18 - 60°С и плотности тока 1 - 20 А/дм2.
| Раствор для электрохимической очистки металлической поверхности | 1976 |
|
SU586206A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Раствор для анодной обработки стальных деталей | 1978 |
|
SU775188A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
