Изобретение относится к области машиностроения, в частности к способам правки шлифовальных кругов.
Известен способ правки шлифовального круга, согласно которому правящий инструмент перемещают вдоль образующей шлифовального круга и сообщают ему колебания в направлении, перпендикулярном рабочей поверхности круга, с изменяющейся амплитудой. Изменение амплитуды осуществляют дополнительным воздействием на правящий инструмент колебаниями с частотой, определяемой по зависимости
0<|fосн-fдоп|≤0,3fосн
(см. а.с. СССР 1230809 по кл. МПК В 24 В 53/00,1986).
Недостатком данного способа является низкая стойкость правящего инструмента за счет неравномерного характера взаимодействия его с абразивным кругом.
Техническая задача, на решение которой направлено изобретение, состоит в том, что для повышения стойкости правящего инструмента устанавливается регулярный характер его взаимодействия с абразивным кругом.
Указанный технический результат достигается тем, что в известном способе правки абразивного шлифовального круга, включающем сообщение правящему инструменту подачи вдоль образующей профиля шлифовального круга и колебания в направлении рабочей поверхности круга, колебания сообщают под углом α к вектору скорости правки и под углом β к касательной к образующей профиля шлифовального круга в направлении подачи, причем частоту колебаний задают по формуле:
fп≥400•VП,
где fП - частота колебаний инструмента (Гц),
VП - скорость резания при правке (м/с).
Кроме того, колебания правящего инструмента осуществляют с помощью ультразвука.
Угол между направлением колебаний инструмента и вектором скорости правки устанавливают равным 90o+(0-15)o, а угол между направлением колебаний инструмента и касательной к образующей профиля шлифовального круга устанавливают равным 90o-(0-15)o. Выбор углов положения правящего инструмента (особенно алмазного) указанным образом повышает ударную прочность вершины правящего инструмента. Величину подачи правки выбирают из условия SП≤0,5 мм/об.
Новым в способе является то, что правящий инструмент устанавливают под углами α=90o+(0-15)o и β=90o-(0-15)o в соответствующих плоскостях, величину подачи правки выбирают из условия SП≤0,5 мм/об. Правящему инструменту задают колебания с помощью ультразвука с частотой fП≥400•VП.
Такое сочетание признаков дает возможность повысить стойкость правящего инструмента - получить новый технический результат.
Описываемый способ правки шлифовального круга поясняется чертежом. На фиг.1 - показана схема правки, на фиг.2 - вид А.
Предложенный способ осуществляется следующим образом.
При правке абразивного круга 1 правящий инструмент 2 подводят таким образом, чтобы обеспечить требуемую глубину правки. Для обеспечения режима хрупкого разрушения абразивных зерен и связки круга правящему инструменту сообщают высокочастотные гармонические колебания, в частности УЗ, в направлении обрабатываемой поверхности круга под углом α и β в соответствующих плоскостях. Частоту колебаний задают в зависимости от скорости правки VП по формуле fП≥400•VП. Величину подачи SП устанавливают по условию SП≤0,5 мм/об исходя из условия перекрытия зон правки круга. Экспериментально установлено, что в случае SП>0,5 мм/об образуются непроправленные зоны рабочей поверхности круга.
Например, при правке абразивного круга ПП 16x20x6 25 А 16 ПСМ 16 К 50 правящим инструментом с величиной алмазного зерна 0,06 карата при скорости правки VП= 50-35 м/с получены следующие результаты: при прерывистом точении возможно 520 циклов правки одним инструментом, а при процессе ударного действия правящего инструмента - 3200 циклов правки одним инструментом, т.е. стойкость инструмента повысилась в 6 раз.
Таким образом, предложенный способ правки абразивного шлифовального круга повышает стойкость дорогостоящего правящего инструмента в 6 раз, что позволяет получить значительный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2169656C1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ | 2015 |
|
RU2619544C2 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ВЕРШИН АБРАЗИВНЫХ ЗЕРЕН В ПОВЕРХНОСТНОМ СЛОЕ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2477462C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |

Изобретение относится к области машиностроения и может быть использовано при правке шлифовальных кругов. Правящему инструменту сообщают подачу вдоль образующей профиля шлифовального круга и колебания в направлении его рабочей поверхности. Колебания правящему инструменту сообщают под углами α= 90+(0-15)o и β=90-(0-15)o в соответствующих плоскостях. Величину подачи правки выбирают из условия SП≤0,5 мм/об. Правящему инструменту задают колебания с помощью ультразвука с частотой, зависящей от скорости резания при правке. Такое сочетание действий повышает стойкость правящего инструмента и обеспечивает регулярный характер его взаимодействия с абразивным кругом. 4 з.п. ф-лы, 2 ил.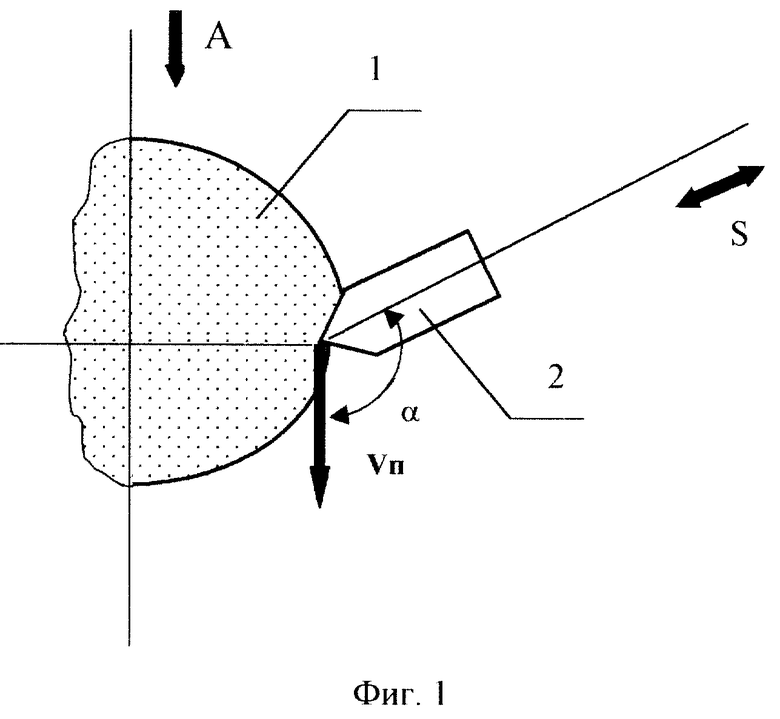
fП≥400•VП,
где fП - частота колебаний инструмента, Гц;
VП - скорость резания при правке, м/с.
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| Способ правки шлифовального круга | 1976 |
|
SU630065A1 |
| Устройство для восстановления режущей способности шлифовального инструмента | 1987 |
|
SU1526959A1 |
| Способ правки алмазно-абразивного инструмента | 1976 |
|
SU618273A1 |
| DE 4334391 A1, 04.05.1995. | |||

