ел го
о:) со ел со
Изобретение относится к области абра- .iiiBHOH обработки, в частности к устройствам для правки и очистки шлифовальных кругов.
Целью и.и)бретения является повышение эффективности очистки режущей поверхнос- ги 111лиф()вально1 о инструмента за счет создания оптимальлюй величины зазора межл всей торцовой поверхностью волновода и очищаемой иоверхностью любой К1)ивизны с ис- пол1)3ованием гидродинамического давления технолошческой жидкости. образуемо1 о в равномерно сужаюнхемся зазоре.
/1ля создания равномерно сужанлцегося зазора между торцом волновода и псжерх- ностью шлифовального ииструмета торец волновода вынолнен эквидис гантны.м ниверх- HOCI3I шлифпи; ibiioKi инструмента При рг г лирова1111и равномерно сужаюиимчд-я /.а so- pa но. южение ие) правящего инстру- Meirra oTH(jCHTe, ii)HO рабочей поверхиост и шлифовально1Ч) крчга остается неизменным, но нтому наладка ве.пичины оптимально; .-i ;азора и по. южсния вершины правяццм о ин- сгр менга о гносительно круга нрошаг ч н до одного приема новоро волпоиода.
Па фиг. схематично изо( 1)ажеп 1 с i poiici Ho. of iinHii нид; на фиг. 2 у им 1 па
(})И1. 1.
Ус )(11итв 1 ч-оде|1жи г ульт|:1а.вуков()й и, пОра.иша 1 г ь 1. во. 2, COIMO . i .i. чачи Tcx.hi iv II M U CKofi жи. 1К( и ia ,к-ж ду iDpin B(i.;iHOB(i la 1 и |)аоочси ичlicpxiioc I ыо ;ir UKfiona. ibHoi o и. пст|и мен га 5. ;
1орс ц li -i. ;а 2 шлполнси rairrПЫМ к 1)ЧГ,1;| .:. MOli ИОВСрХПОСТн И Г 11 ij,-i.. i j1101(1 и tic 1 |1 MiMrra 5 .i HoBo.i 2 cr H3j;i iepe i oil, I) иоиорога и регх. Ш тоночный ИНН г 7 с Механизмом S подачи. Праняни1Й пнс1)умеп1 ,1, имеющий В1 п1уклу|о Beiniiii- п К). закрсп. Ц П на волноводе 2 irni на мехаии-,и S подачи. Ось (i пов иш i ,i HO/I- новода 2 проходи через вер1ШП1 10 пра ияшего пмс i |j мен 9 Вершина In п|1а1 ЯП1е I ll ипс1рум(Ч1га pa .мс1де1;а па пГ ОДо. |Ж(.-пии .П1ИИИ профи.1Я 11 I opnoBoii iioBCfLxniч ти 12 iio.inoiuria 2 и cMeniena о i осп 1.5 во.чпо иода 2 .ча pai . /
NcTpoiiciH мГиц-ает г.-цмукицим , ,(-: 1 IpaiiHiii.M и ;пп.т1| 9 vi: i апа и.шиаю i прп noMiiiun McxaiiiisMa 8 подачи и по.южеиие отпогн le.Tьно п. П фовально| о .. Л. onpe.ie. isicMoi/ г.1 пипои прапкп. Вершппу М) пра ЯП11То iMicips Мента 9 с он |1сде/ снн(1Й подачей нере /1мцак)т по обра к) в|)а- HiaionierocH п:. Ми})0;1а, и.по1 о fia Bri/ino- Bo;i 2 подают л,тра ип ковые ко.к оания Пос.те nepucMt чравкп Kjiyra iipii пимс.ппи .тировочно о вппга 7 во.тновод 2 iicnii. pa П1вак)1 oT iiocirre, |ьпо рабочей П ;И1-)хп1)Сги Kjn i a в (. торои) 1Ч вращения па vr,-,, г определяем1)П1 по зависимости
() , л a..-fgj- ,
где Л номинальный оптимальный зазор между горцон волновода и очищаемой поверхностью, м; Г расстояние от оси волновода до вершины правящего инструмента, м.
Подают технологическую жидкость из сопла 3 в образованный равномерно сужающийся зазор и, накладывая на нее ультразвуковые колебания, пронзводят очистку )абочей поверхности шлифовального ин стру мента.
При супи ственном изменении кривизны очищаемой поверхности производят пришлй- фовку торца волновода по рабочей поверхности Н1лифовального инструмента изменен5 ной кривизны Для этого, при помощи регулировочного винта 7, поворачивают волно- :;од 2 вокруг верн1инь 10 правящего ин- ст) Мента 9 в сторону, противоположную врашени -,) круга до контакта его торца с врашаюши.мся кругом, обеспечив эквидис0 laniHocTb нонерхпости торца с очищаемой по 1е; 1:ост ью, вновь понорачивают его во- Kpyi вертпапы правящего инструмента на I O а
Viдройстно позволяет упростить налад5 В П1ЧПП1И оптимально1Ч) зазора и положения правящего инструмента относи и...(ьпо рабочей П(верхкост и шлифовальною ,, а также стабилизировать усло- прач1.:и и обеспечить оптимальные усло- И1я тля 4v yiiiec I в.чения нроцесса очистки.
O a:-(i|i мс.-к;; . юрцом волновода и шлифо- I .a.ibiiMM крхюм п.меет пороговые значения, .а ||||.. |1.1амн кот орых интенсивность очистки рен |Ц1 й ч-;;5ерх ности стаповптся меньше ипт(ми пинт 1,1 задали вапия (налипания про- .г ктои ii ти(})ования). Этс; может случиться
5 с.1И1пком малом за.ю})е, затрудняющем НОС1 iLTciine is него жидкости, или при чрезмерно ()ол1||по.м зазоре, когда расхода жид- КИ1.П1 не достаточно для заполнения рабочего ta (ора Указанные пределы для рабочего ia iopa определяют опытным путем. На н|1 п;тпко ju.n |1азмер чап1е всего выбирают равным I). 1 , j-t 0,05 мм.
;:-)чсне)нмента.чьным нутем установлено, что д.тя но.тучения пороговых значений зазо- , обеспечиваюш.их наиболее выгодные ус5 ловия ОЧНС1КИ отнон1ение длины L торца И |. :1ов(ги-1 К |)асстоя 1ИК) / от оси 13 i«).HOH(J3a К) ве|)Н1ины К) правящего iiHripVMiHra .должно )1аходиться в оп- . .. (.t,.,67. При япх ус.товиях скос волновода, равный и
0 (фи1 2), обеснечивает оптимальный гидро- .1ип;1мпческп11 (трирост давления жидкости в iaiope и н 1илучп1ие условия очистки. .т1 : ование устройства сокращает время обс.ту. кивания станка за счет упро- atenHH па.та.чкя. повышает стойкость шлифованных круг ов в ,5 - 2 раза, снижает контактные температуры и силы резания за счет повышения эффективности очистки шлифо- ва.:П)Ного инструмента.
0
5
5 Формула изобретения
Устройство для восстановления режущей способности шлифовального инструмента, содержащее установленные на механизме перемещения волновод ультразвуковых колебаний, соединенный с преобразователем, и правящий инструмент с выпуклой рабочей поверхностью, связанный с волноводом, и систему подвода технологической жидкости в зону обработки, отличающееся тем, что, с целью повыщения эффективности очистки режущей поверхности шлифовального инструмента, волновод установлен на механизме перемещения с возможностью качания отно0
сительно оси, перпендикулярной плоскости. проходящей через оси волновода и правяию- го инструмента, расположенной в этой плоскости на продолжении линии профиля торца волновода на расстоянии, определяемом из соотношения
0,,67,
где L - длина торца волновода в плоскости
поворота; / - расстояние от оси торца волновода
до оси поворота,
а вершина правящего инструмента совмещена с осью поворота.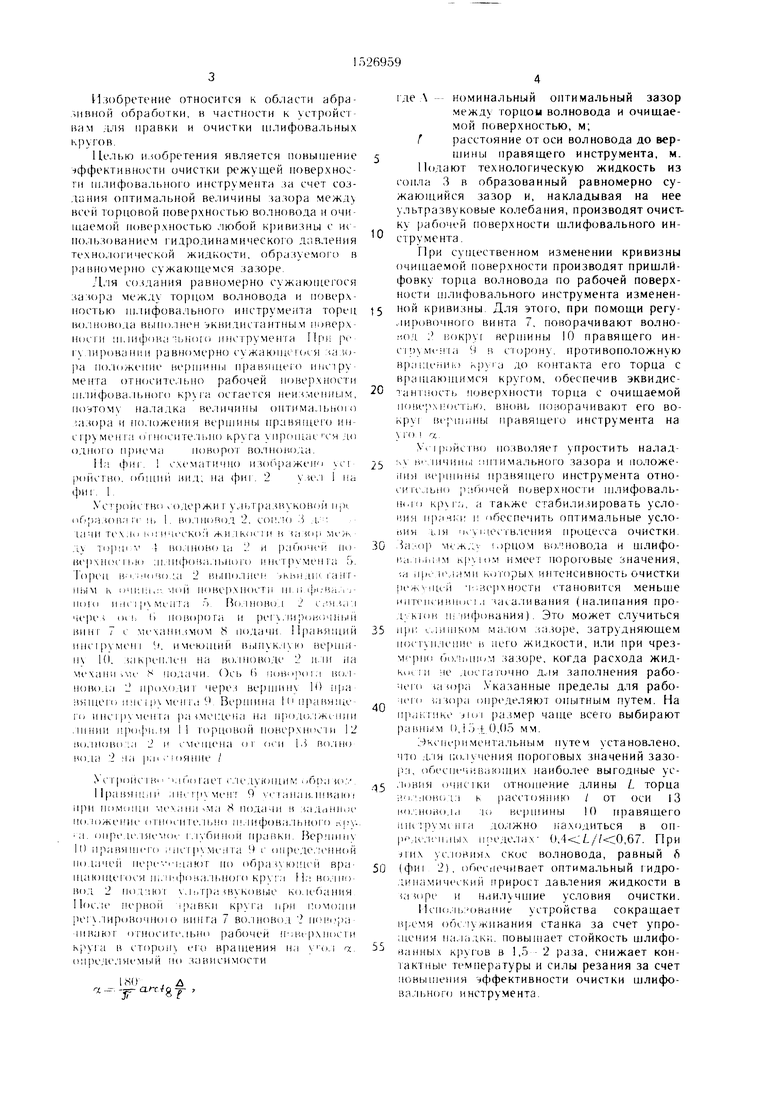
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2169656C1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2002 |
|
RU2218263C1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526965A1 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
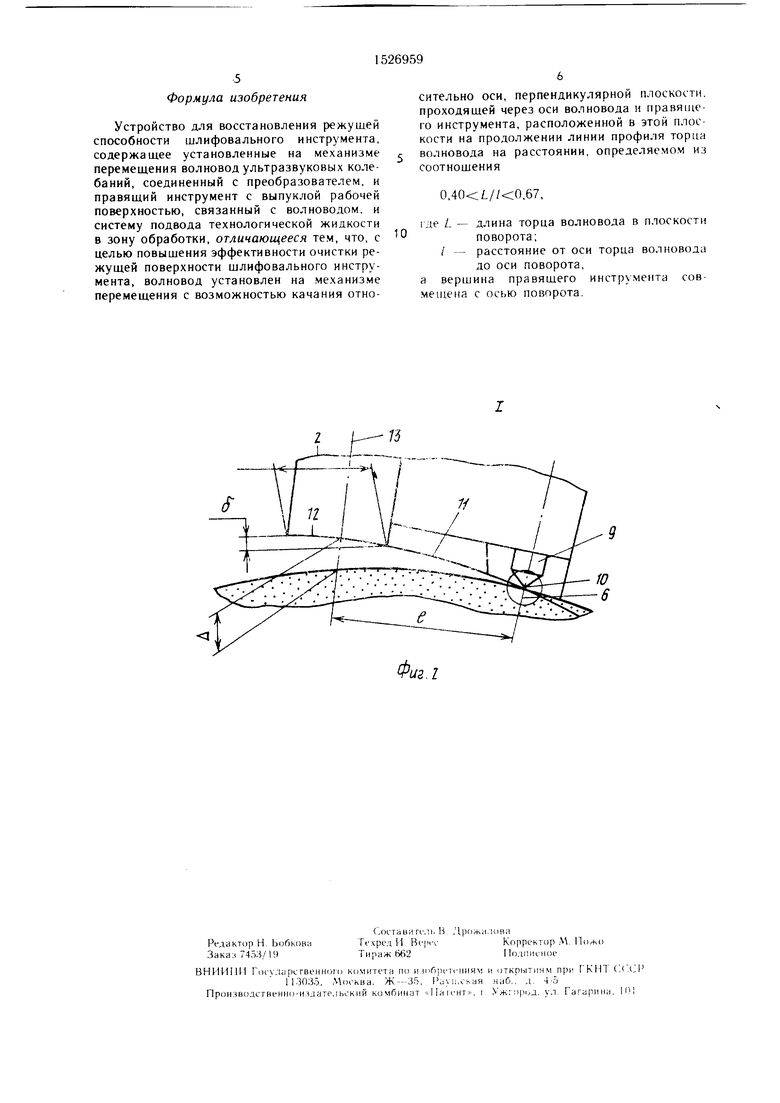
Изобретение касается абразивной обработки и позволяет повысить эффективность правки и очистки шлифовального инструмента. Устройство содержит волновод 2, ось поворота которого проходит через вершину 10 правящего инструмента 9, при этом вершина 10 размещена на продолжении линии профиля волновода. После первой правки круга волновод 2 поворачивают вокруг вершины 10 правящего инструмента 9, а сторону вращения круга поворачивают на определенный относительно рабочей поверхности круга угол α. Поворот на угол α создает оптимальную величину равномерно сужающегося зазора между торцовой поверхностью и очищаемой поверхностью круга, причем положение вершины правящего инструмента относительно рабочей поверхности шлифовального круга при этом не меняется. 2 ил.
| Устройство для восстановления режущей способности шлифовального круга | 1980 |
|
SU952537A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
