Изобретение относится к технологии огнеупорных материалов и предлагается для использования в огнеупорной промышленности при производстве карбонированных огнеупоров, испытывающих в процессе эксплуатации воздействие интенсивных механических, термических, химических и иных нагружений.
Известные данные по составам масс и способам получения карбонированных огнеупоров свидетельствуют, что преобладают направления повышения физико-технических и потребительских свойств за счет совершенствования фазового состава карбонированных огнеупоров, введением в состав шихты антиокислительных добавок или их сочетаний (Патент США N 116782, C 04 B 035/52, 1981; Патент США N 667483, C 04 B 035/52, 1993), поиск альтернативных фенолформальдегидной смоле и пеку типов связующих (Патент США N 254980, C 08 K 005/06, C 08 K 003/04, 1983; Патент США N 271657, C 04 B 035/00, 1991). Считается, что главным фактором, предопределяющим скорость износа карбонированных огнеупоров, является окисление углеродистого каркаса, приводящее к деградации структуры материала. Для уменьшения скорости окисления углерода в процессе эксплуатации в карбонированные массы вводят различные антиокислительные добавки или их комбинации, что приводит к удоражанию огнеупорной продукции, но, как показывает практика промышленного применения, не всегда сопровождается необходимым увеличением ресурса эксплуатации карбонированных огнеупоров в реальных условиях службы.
В известных решениях антиокислительная добавка распределяется смешением с многочисленными ингредиентами различной природы, дисперсности и свойств и распределяется в объеме массы случайным и неорганизованным образом. В таких многокомпонентных системах, содержащих огнеупорный наполнитель в виде крупной, средней тонкодисперсной фракций, углеродистый ингредиент, пластификатор и др., создаются серьезные технологические проблемы с равномерным и воспроизводимым распределением ингредиентов в объеме смеси, вызванные изменениями физико-химических свойств образующейся массы по мере взаимодействия ингредиентов.
Известен способ приготовления массы и карбонированных огнеупоров с повышенной устойчивостью к термическим напряжениям (Патент США 5438026, C 04 35/52, 1994). Для достижения этой цели периклазоуглеродистую массу приготавливают из графита, смеси совместного помола магниево-алюминиевого сплава с тонкомолотым периклазом и зернистого периклазового наполнителя. При приготовлении смеси совместного помола антиокислительной добавки и периклаза происходит деградация функциональных свойств добавки из-за ее частичного окисления, в приготовленной смеси добавка случайным образом распределяется между периклазовым наполнителем и углеродистым ингредиентом и не достигается необходимая степень сопряжения антиокислительной добавки с графитом и ее действие практически нивелируется, особенно при высоком наполнении массы углеродистым ингредиентом.
Структура карбонированных огнеупоров из приготовленной таким образом массы получается плохо организованной и трудно воспроизводимой, что снижает свойства и качество изделий. В результате уровень показателей свойств огнеупорных изделий с антиокислительной добавкой повышается весьма незначительно и промышленные испытания огнеупорных футеровок из этих изделий не всегда выявляют преимущества в службе по сравнению с огнеупорами без антиокислительных добавок.
Предложены технические решения повышения стойкости к окислению и термомеханических характеристик за счет формирования более плотного и менее дефектного кокса связующей углеродной матрицы за счет применения комбинированных связующих на основе пека, смолы и сажи (Патент США N 490816, C 04 B 035/52, 1985; Патент США N 638954, B 28 B 007/34, C 08 L 005/00, 1993; Патент США N 428965, C 04 B 035/54, 1991). Однако и в этом случае не преодолены проблемы воспроизводимого распределения функциональных добавок, что сопровождается существенными колебаниями в показателях свойств карбонированных огнеупоров.
Ближайшим к заявляемому составу и способу образования массы карбонированных огнеупоров является состав и способ образования массы (Патент РФ 2151123 C 04 B 35/035, 35/103, 2000), в котором углеродсодержащий ингредиент сопряжен с антиокислительной добавкой и представлен в виде гранул, что снижает число компонентов, участвующих в формировании массы, облегчает процесс их распределения в объеме массы, но имеет и ряд существенных недостатков. Гранулы не обладают способностью к пластификации и распределяются преимущественно среди крупных зерен минерального наполнителя, кроме того с гранулами дополнительно вводится значительное количество пластификатора, подверженного термодеструкции в интервале температур 200-600oC, сопровождающейся большим газовыделением, разрыхлением структуры и увеличением пористости материала. В условиях воздействия окислительных сред в первую очередь окисляется коксовый остаток связующего, распределенный между зернами огнеупорного наполнителя полифракционного состава. Сопряжение антиоксиданта с нетермопластичным углеродсодержащим ингредиентом увеличивает разницу между скоростями окисления нетермопластичного углеродсодержащего ингредиента (графита) и кокса, образующего углеродную матрицу, способствует разупрочнению углеродной матрицы, снижению термомеханических характеристик и стойкости огнеупора к окислению при эксплуатации.
Анализ приведенных технических решений по вещественному составу масс карбонированных огнеупоров и способам их образования обнаруживает отсутствие комплексного решения направленного формирования текстуры массы и структуры карбонированных огнеупоров.
Целью предлагаемого технического решения является разработка состава и способа образования массы карбонированных огнеупоров с плотной ненапряженной структурой, повышенной прочностью, высоким сопротивлением к окислению, что достигается направленной организацией текстуры массы и структуры огнеупора, управляемым распределением промотора и модифицирующей добавки между нетермопластичным углеродсодержащим ингредиентом (графитом), коксом углеродной матрицы и огнеупорным зернистым наполнителем полифракционного состава, в массе состава: 5-40 мас.% пластифицирующиеся гранулы, 15-30 мас.% комплексный тонкомолотый наполнитель, 1-3 мас.% композиционный углеродистый пластификатор, 27-79 мас.% зернистый огнеупорный наполнитель полифракционного состава; причем пластифицирующиеся гранулы представлены: 31.0-87.0 мас.% графита, 0.1-30.0 мас. % промотора (Al, Si, Mg, B4C или их комбинации), 12.0-30.0 мас.% термореактивной смолы, 0.9-9.0 мас. % модифицирующей добавки в виде пека, сажи, кремнийорганических и/или борорганических соединений или их комбинации; комплексный тонкомолотый наполнитель представлен: 56.0-89.2 мас.% огнеупорного материала, 5.1-7.0 мас.% графита, 5.1-7.0 мас.% порошкообразной термореактивной смолы, 0.1-20.0 мас.% спекающей добавки (тонкомолотый периклаз, тонкомолотый корунд), 0.1-10.0 мас.% промотор (Al, Si); композиционный углеродистый пластификатор представлен: 27-35 мас.% растворителя с коксовым остатком не более 10 мас.% (этилцеллозольв, этиловый спирт), 35-60 мас.% растворителя с коксовым остатком не менее 36 мас.% (фурфуриловый спирт, жидкая фенолформальдегидная смола), 3-10 мас.% отвердителя (уротропин), 10-20 мас.% гидрофобизатора поверхности минерального наполнителя (стеарат магния, олеиновая кислота). Сущность заявляемого способа состоит в том, что в смеситель в поток огнеупорного зернистого наполнителя полифракционного состава в количестве 27-79 мас. % подают 5-40 мас.% пластифицирующихся гранул с насыпной плотностью 1.9-1.2 т/м3, вводят 1-3 мас.% композиционного углеродистого пластификатора и ведут смешение до полной пластификации гранул, вводят 15-30 мас. % комплексного тонкомолотого наполнителя и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.5-2.0 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 0.5-12 часов с эвакуацией газовых выделений, после чего формуют изделия.
Заявляемый способ обеспечивает направленное формирование текстуры массы и структуры карбонированного огнеупора с сопряженными углеродистой и минеральной матрицами, позволяет более полно использовать свойства промотора и модифицирующей добавки за счет управляемого распределения их между огнеупорным зернистым наполнителем полифракционного состава, комплексным тонкомолотым наполнителем, углеродсодержащим ингредиентом (графитом), что предотвращает или заметно снижает газификацию углеродистой составляющей огнеупора до температур 1400-1500oC, из-за изменения направленности химических реакций с участием углерода, с образованием в качестве продуктов взаимодействия твердых углеродсодержащих фаз (SiC, Al4C3, B4C), а не газообразных CO и CO2. Использование композиционного углеродистого пластификатора улучшает реологические характеристики карбонированной массы, уменьшает усадку при коксовании композиционного углеродистого пластификатора, снижает напряжения в формируемой углеродной матрице. Кроме того, заявляемый способ обеспечивает уменьшение вовлечения в массу карбонированных огнеупоров воздуха, высокую плотность изделий после прессования и обжига, регулирует направленность химических реакций при эксплуатации огнеупора.
Карбонированные огнеупорные изделия из образованной таким образом карбонированной массы обладают исключительно высокими антиокислительными и термомеханическими свойствами.
В предлагаемом техническом решении использовались плавленый периклаз (содержание MgO не менее 97 мас.%), корунд электроплавленый, спеченный периклаз марки LC( Premier Periclase), обожженый боксит (содержание Al2O3 не менее 88 мас.%), графит тигельный марки ГТ1 по ГОСТ 4596-75, смола фенольная порошкообразная марки ОТ12А по ОСТ6-05-441-78, алюминий порошкообразный марки АСД4 по ГОСТ51667-72, порошок металлический кремниевый марки Кр-1, карбид бора (размер частиц < 63 мкм), магниево-алюминиевый сплав, карбид кремния (размер частиц < 63 мкм), этицеллозольв по ГОСТ8313-76, фурфуриловый спирт по ГОСТ 2896-91, жидкая фенолформальдегидная смола (содержание фенола < 1 мас.%), этиловый спирт, среднетемпературный нефтяной пек с температурой размягчения 71oC, среднетемпературный каменноугольный пек с температурой размягчения 75oC, сажа марки ПМ 150, полиметилсилоксан марки ПМС 200, смола кремнийорганическая марки К-9, полиэфиркарборан ТУ 6-02-1-189-71, уротропин марки "С" по ТУ6-09-09-353-74, стеарат магния, олеиновая кислота.
Предлагаемое техническое решение обладает новизной, техническим уровнем и промышленно применимо, позволяет получать изделия с показателями свойств, превосходящими прототип.
Ниже приводятся примеры реализации состава и способа образования массы карбонированных огнеупоров.
Пример 1.
В смеситель, в поток плавленого периклазового зернистого наполнителя полифракционного состава (содержание MgO 97.4 мас.%) в количестве 27 мас.%, подают 40 мас. % пластифицирующихся гранул с насыпной плотностью 0.9 т/м3, содержащих 87 мас. % графита марки ГТ1 по ГОСТ4596-75, 0.1 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72, 12 мас.% СФП марки ОТ12Апо ОСТ6-05-441-78, 0.9 мас. % сажи марки ПМ 150; вводят 3 мас.% композиционного углеродистого пластификатора состава 35 мас.% этилцеллозольв, 45 мас.% фурфуриловый спирт по ГОСТ 2896-91, 5 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 15 мас. % стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 30 мас.% состава 89.2 мас.% спеченный периклаз марки LC (Premier Periclase), 5.1 мас. % графит марки ГТ1 по ГОСТ4596-75, 5.1 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.1 мас. % электроплавленого корунда (Al2O3 98.2 мас.%), 0.1 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.5 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 12 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 2.
В смеситель, в поток плавленого периклазового зернистого наполнителя полифракционного состава (содержание MgO не менее 97.4 мас.%) в количестве 61 мас. %, подают 14 мас.% пластифицирующихся гранул с насыпной плотностью 1.1 т/м3, содержащих 63.1 мас.% графита марки ГТ1 по ГОСТ4596-75, 18 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72, 18 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.9 мас.% сажа марки ПМ 150; вводят 1.4 мас.% композиционного углеродистого пластификатора состава 27 мас.% этилцеллозольв, 60 мас.% фурфуриловый спирт по ГОСТ 2896-91, 3 мас.% уротропин марки "С" по ТУ6-09-09-353-74,10 мас.% стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 22.6 мас.% состава 79.7 мас. % спеченный периклаз марки LC (Premier Periclase) , 5.1 мас. % графит марки ГТ1 по ГОСТ4596-75, 5.1 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.1 мас.% электроплавленого корунда (Al2O3 не менее 98.2 мас.%), 10 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 30-40oC, до образования массы с насыпной плотностью 2.0 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 6 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 3.
В смеситель, в поток плавленого периклазового зернистого наполнителя полифракционного состава (содержание MgO 97.4 мас.%) в количестве 79 мас.% подают 5 мас. % пластифицирующихся гранул с насыпной плотностью 1.2 т/м3, содержащих 60 мас.% графита марки ГТ1 по ГОСТ4596-75, 11 мас.% порошка алюмомагниевого сплава, 7 мас.% порошка карбида бора (размер частиц < 63 мкм.), 13 мас. % СФП марки ОТ12А по ОСТ6-05-441-78, 2.9 мас.% сажи марки ПМ 150, 6 мас. % среднетемпературного каменноугольного пека с температурой размягчения 75oC; вводят 1 мас.% композиционного углеродистого пластификатора состава 29 мас. % этилцеллозольв, 41 мас.% фурфуриловый спирт по ГОСТ 2896-91, 10 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 20 мас.% олеиновой кислоты и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 15 мас. % состава 79.9 мас.% плавленый периклаз (содержание MgO 99.1 мас.%), 7 мас.% графит марки ГТ1 по ГОСТ4596-75,7 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.1 мас.% электроплавленого корунда (Al2O33 98.2 мас.%), 7 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.6 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 0.5 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 4.
В смеситель, в поток плавленого периклазового зернистого наполнителя полифракционного состава (содержание MgO 97.4 мас.%) в количестве 50 мас.%, подают 30 мас. % пластифицирующихся гранул с насыпной плотностью 1.0 т/м3, содержащих 73 мас.% графита марки ГТ1 по ГОСТ4596-75, 8 мас.% порошка алюмомагниевого сплава, 12 мас. % СФП марки ОТ12А по ОСТ6-05-441-78, 2 мас.% кремнийорганической смолы марки К-9,5 мас.% среднетемпературного нефтяного пека с температурой размягчения 71oC; вводят 1.1 мас.% композиционного углеродистого пластификатора состава 35 мас.% этилцеллозольв, 35 мас.% фурфуриловый спирт по ГОСТ 2896-91, 10 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 20 мас.% олеиновой кислоты и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 19.9 мас. % состава 79.9 мас.% плавленый периклаз (содержание MgO 99.1 мас.%), 6 мас. % графит марки ГТ1 по ГОСТ4596-75, 5.8 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 3.2 мас.% электроплавленого корунда (Al2O3 98.2 мас.%), 5 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.5 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 4 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 5.
В смеситель, в поток плавленого периклазового зернистого наполнителя полифракционного состава (содержание MgO 97.1 мас.%) в количестве 70 мас.%, подают 7 мас. % пластифицирующихся гранул с насыпной плотностью 1.0 т/м3, содержащих 31 мас.% графита марки ГТ1 по ГОСТ4596-75, 20 мас.% порошка алюмомагниевого сплава, 10 мас.% порошка металлического кремниевого марки Кр1, 30 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 5 мас.% каменноугольного нефтяного пека с температурой размягчения 75oC, 4 мас.% полиэфиркарборана ТУ 6-02-1-189-71; вводят 1.2 мас.% композиционного углеродистого пластификатора состава 35 мас.% этилцеллозольв, 40 мас.% фурфуриловый спирт по ГОСТ 2896-91, 8 мас. %, уротропин марки "С" по ТУ6-09-09-353-74, 17 мас.% олеиновой кислоты и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 21.8 мас.% состава 79.9 мас.% плавленный периклаз (содержание MgO 99.1 мас.%), 6 мас.% графит марки ГТ1 по ГОСТ4596-75, 5.8 мас. % СФП марки ОТ12А по ОСТ6-05-441-78, 3.2 мас.% электроплавленого корунда (Al2O3 98.2 мас.%), 5 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.5 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 3 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 6.
В смеситель, в поток спеченого периклазового зернистого наполнителя полифракционного состава марки LC (Premier Periclase) в количестве 62 мас.% , подают 20 мас.% пластифицирующихся гранул с насыпной плотностью 1.0 т/м3, содержащих 65 мас. % графита марки ГТ1 по ГОСТ4596-75, 15 мас.% алюминия порошкообразного марки АСД4 по ГОСТ51667-72, 14 мас.% СФП марки ОТ12А по ОСТ6-05-441-78,4 мас. % нефтяного пека с температурой размягчения 71oC, 2 мас. % сажи ПМ150; вводят 1.2 мас.% композиционного углеродистого пластификатора состава 35 мас.% этилцеллозольв, 40 мас.% фурфуриловый спирт по ГОСТ 2896-91, 8 мас.% уротропин марки "С" по ТУ6-09-09-353-74 ,19 мас.% олеиновой кислоты и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 21.8 мас.% состава 79.9 мас.% плавленый периклаз (содержание MgO 97.4 мас. %), 6 мас.% графит марки ГТ1 по ГОСТ4596-75, 5-8 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 3.2 мас.% электроплавленый корунд (Al2O3 не менее 98 мас.%), 5 мас.% порошок алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.5 т/м3 массу выгружают из смесителя и подвергают вылеживанию в течение 3 часов с эвакуацией газовых выделений, после чего формуют изделия. Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 7.
В смеситель в поток плавленого корундового зернистого наполнителя полифракционного состава (Al2O3 98.2 мас.%) в количестве 47 мас.% подают 35 мас. %, пластифицирующихся гранул с насыпной плотностью 1.0 т/м3, содержащих 75 мас. % графита марки ГТ1 по ГОСТ4596-75, 8 мас.% порошка металлического кремниевого марки Кр1, 12 мас.% СФП марки ОТ12А по ОСТ6-05-441-78,4 мас.% полиметилсилоксана марки ПМС 200, 2 мас.% полиэфиркарборана ТУ 6-02-1-189-71; вводят 1.2 мас.% композиционного углеродистого пластификатора состава 35 мас. % этилцеллозольв, 40 мас.% фурфуриловый спирт по ГОСТ 2896-91,8 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 17 мас.% стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 16.8 мас. % состава 77.7 мас.% плавленый корунд (Al2О3 98.2 мас.%), 5.1 мас.% графит марки ГТ1 по ГОСТ4596-75, 6 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.2 мас.% плавленого периклаза (содержание MgO 97.4 мас. %), 10 мас.% порошка металлического кремниевого марки Кр1 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.7 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 3 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 8.
В смеситель, в поток плавленного корундового зернистого наполнителя полифракционного состава (Al2О3 98.2 мас.%) в количестве 47 мас.%, подают 35 мас. % пластифицирующихся гранул с насыпной плотностью 1.0 т/м3, содержащих 75 графита марки ГТ1 по ГОСТ4596-75.8 мас.% карбида кремния (размер частиц < 63 мкм), 12 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 4 мас.% смолы кремнийорганической марки К-9, 2 мас.% сажи марки ПМ150; вводят 1.2 мас.% композиционного углеродистого пластификатора состава 35 мас.% этилцеллозольв, 40 мас. % фурфуриловый спирт по ГОСТ 2896-91, 8 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 16 мас.% олеиновой кислоты и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 16.8 мас.% состава 77.7 мас.% плавленый корунд (Al2O3 98.2 мас.%), 5.1 мас.% графит марки ГТ1 по ГОСТ4596-75, 6 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.2 мас.% плавленого периклаза (содержание MgO 97.4 мас.%), 10 мас.% порошка металлического кремниевого марки Кр1 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.7 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 3 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 9.
В смеситель, в поток плавленого корундового зернистого наполнителя полифракционного состава (Al2O3 98.2 мас.%) в количестве 67 мас.%, подают 13 мас. % пластифицирующихся гранул с насыпной плотностью 1.2 т/м3, содержащих 60 мас.% графита марки ГТ1 по ГОСТ4596-75, 20 мас.% карбида кремния (размер частиц < 63 мкм), 15 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 3 мас.% смолы кремнийорганической марки К-9,2 мас.% полиэфиркарборана ТУ 6-02-1-189-71; вводят 2.1 мас. % композиционного углеродистого пластификатора состава 27 мас.% этилцеллозольв, 60 мас.% жидкая фенолформальдегидная смола (содержание фенола < 1 мас.%), 3 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 10 мас.% стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 17.9 мас.% состава 77.7 мас. % плавленый корунд (Al2O3 98.2 мас.%), 5.2 мас.% графит марки ГТ1 по ГОСТ4596-75, 6 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.1 мас.% плавленого периклаза (содержание MgO 97.4 мас. %), 10 мас.% порошка металлического кремниевого марки Кр1 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.7 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 7 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 10.
В смеситель, в поток спеченного бокситового зернистого наполнителя полифракционного состава (Al2O3 89 мас.%) в количестве 67 мас.%, подают 13 мас. % пластифицирующихся гранул с насыпной плотностью 1.2 т/м3, содержащих 60 мас.% графита марки ГТ1 по ГОСТ4596-75, 20 мас.% карбида кремния (размер частиц < 63 мкм), 15 мас. % СФП марки ОТ12А по ОСТ6-05-441-78, 5 мас.% среднетемпературный каменноугольный пек с температурой размягчения 75oC; вводят 2.1 мас. % композиционного углеродистого пластификатора состава 27 мас.% этилового спирта, 60 мас.% жидкая фенолформальдегидная смола (содержание фенола < 1 мас.%), 3 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 10 мас. % стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 17.9 мас.% состава 77.7 мас. % плавленый корунд (Al2O3 98.2 мас.%), 5.2 мас.% графит марки ГТ1 по ГОСТ4596-75, 6 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 0.1 мас. % плавленого периклаза (содержание MgO 97.4 мас.%), 10 мас.% порошка металлического кремниевого марки Кр1 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.7 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 7 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
Пример 11.
В смеситель, в поток спеченного бокситового зернистого наполнителя полифракционного состава (Al2O3 89 мас.%) в количестве 68 мас.%, подают 12 мас. % пластифицирующихся гранул с насыпной плотностью 1.2 т/м3, содержащих 70 мас. % графита марки ГТ1 по ГОСТ4596-75, 10 мас.% порошка алюминия марки АСД4 по ГОСТ51667-72, 15 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 3 мас.% среднетемпературный каменноугольный пек с температурой размягчения 75oC, 2 мас. % смолы кремнийорганической марки - К-9; вводят 1.5 мас.% композиционного углеродистого пластификатора состава 27 мас.% этилового спирта, 60 мас. % жидкая фенолформальдегидная смола (содержание фенола < 1 мас.%), 3 мас.% уротропин марки "С" по ТУ6-09-09-353-74, 10 мас.% стеарата магния и ведут смешение до полной пластификации гранул, вводят комплексный тонкомолотый наполнитель в количестве 18.5 мас. % состава 64.7 мас.% плавленый корунд (Al2O3 98.2 мас.%), 5.2 мас.% графит марки ГТ1 по ГОСТ4596-75, 6 мас.% СФП марки ОТ12А по ОСТ6-05-441-78, 20 мас.% спеченный периклаз марки LC (Premier Periclase), 4.1 мас. % порошка алюминия марки АСД4 по ГОСТ51667-72 и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40oC, до образования массы с насыпной плотностью 1.7 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 7 часов с эвакуацией газовых выделений, после чего формуют изделия.
Прочностные свойства полученного таким образом изделия приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ И СПОСОБ ОБРАЗОВАНИЯ МАССЫ КАРБОНИРОВАННЫХ ОГНЕУПОРОВ | 2004 |
|
RU2245863C1 |
| СОСТАВ И СПОСОБ ОБРАЗОВАНИЯ МАССЫ ДЛЯ КАРБОНИРОВАННЫХ ОГНЕУПОРОВ | 1998 |
|
RU2151123C1 |
| УГЛЕРОДСОДЕРЖАЩАЯ МАССА | 2007 |
|
RU2352541C2 |
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТИЧНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2171242C1 |
| ПЕРИКЛАЗОШПИНЕЛИДНЫЙ ОГНЕУПОР | 2004 |
|
RU2348592C2 |
| ОКСИДНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 2007 |
|
RU2356869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2166488C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2184714C2 |
| УГЛЕРОДОСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2120925C1 |
| ШПИНЕЛЬНО-ПЕРИКЛАЗОУГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2148049C1 |
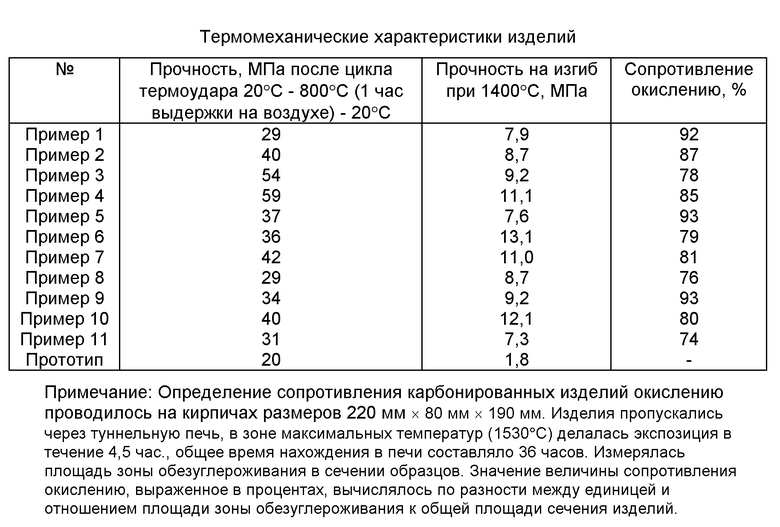
Изобретение относится к огнеупорной промышленности, а именно к технологии производства карбонированных огнеупоров. Масса содержит в мас.%: 5-40 пластифицирующихся гранул, 15-30 комплексного тонкомолотого наполнителя, 1-3 композиционного углеродистого пластификатора, 27-29 зернистого огнеупорного наполнителя полифракционного состава. Пластифицирующиеся гранулы представлены в мас.%: 31,0-87,0 графита, 0,1-30,0 A1, Si, Мg, B4C или их комбинации, 12,0-30,0 термореактивной смолы, 0,9-9,0 модифицирующей добавки в виде пека, сажи, кремнийорганических и/или борорганических соединений или их комбинации. Комплексный тонкомолотый наполнитель представлен смесью совместного помола, мас. %: 56,1-89,3 огнеупорного материала, 5,1-7,0 графита, 5,1-7,0 порошкообразной термореактивной смолы, 0,1-10,0 Al, Si. Композиционный углеродистый пластификатор представлен, мас.%: 27-35 растворителя с коксовым остатком не более 10 мас.%, 35-60 растворителя с коксовым остатком не менее 36 мас. %, 3-10 отвердителя (уротропин), 10-20 гидрофобизатора с насыпной плотностью 1,9-1,2 т/м3. В смеситель в поток огнеупорного зернистого наполнителя полифракционного состава в колличестве 27-79 мас.% подают 5-40 мас.% пластифицирующихся гранул с насыпной плотностью 1,9-1,2 т/м3, вводят 1 - 3 мас. % композиционного углеродистого пластификатора и ведут смешение до полной пластификации гранул, вводят 15-30 мас.% комплексного тонкомолотого наполнителя и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40°С, до образования массы с насыпной плотностью 1,5-2,0 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 0,5-12 ч с эвакуацией газовых выделений, после чего формуют изделия. 2 c. и 1 з.п.ф-лы, 1 табл.
Графит - 31,0 - 87,0
Аl, Si, Мg, В4С или их комбинации - 0,1 - 30,0
Термореактивная смола - 12,0 - 30,0
Модифицирующая добавка в виде пека, сажи, кремнийорганических и/или борорганических соединений или их комбинаций - 0,9 - 9,0
комплексный тонкомолотый наполнитель в виде смеси совместного помола при следующем соотношении ингредиентов, мас.%:
Огнеупорный материал - 56,1 - 89,3
Графит - 5,1 - 7,0
Порошкообразная термо-реактивная смола - 5,1 - 7,0
Al, Si - 0,1 - 10,0
и огнеупорный зернистый наполнитель полифракционного состава при следующем соотношении ингредиентов огнеупорной смеси, мас.%:
Пластифицирующиеся гранулы - 5,0 - 40,0
Комплексный тонкомолотый наполнитель - 15,0 - 30,0
Композиционный углеродистый пластификатор - 1,0 - 3,0
Огнеупорный зернистый наполнитель полифракционного состава - 27,0 - 79,0
2. Состав массы для карбонированных огнеупоров по п.1, отличающийся тем, что композиционный углеродистый пластификатор содержит растворитель смолы с коксовым остатком не более 10 мас.%, растворитель смолы с коксовым остатком не менее 36 мас. %, отвердитель и гидрофобизатор поверхности минерального наполнителя при следующем соотношении ингредиентов, мас.%:
Растворитель с коксовым остатком не более 10 мас.% - 27,0 - 35,0
Растворитель с коксовым остатком не менее 36 мас.% - 35,0 - 60,0
Отвердитель - 3,0 - 10,0
Гидрофобизатор поверхности минерального наполнителя - 10,0 - 20,0
3. Способ образования массы карбонированных огнеупоров, включающий смешение огнеупорного зернистого наполнителя, углеродсодержащего ингредиента, композиционного углеродистого пластификатора и пластифицирующихся гранул в количестве 5 - 40 мас.%, отличающийся тем, что в смеситель в поток огнеупорного зернистого наполнителя в количестве 27 - 79 мас.% подают пластифицирующиеся гранулы с насыпной плотностью 0,9 - 1,2 т/м3, вводят 1 - 3 мас.% композиционного углеродистого пластификатора и ведут смешивание компонентов до полной пластификации гранул, затем добавляют 15 - 30 мас.% комплексного тонкомолотого наполнителя и продолжают смешение с интенсивностью, не допускающей разогрев смеси выше температуры 40°С, до образования массы с насыпной плотностью 1,5 - 2,0 т/м3, массу выгружают из смесителя и подвергают вылеживанию в течение 0,5 - 12 ч с эвакуацией газовых выделений, после чего формуют изделия.
| СОСТАВ И СПОСОБ ОБРАЗОВАНИЯ МАССЫ ДЛЯ КАРБОНИРОВАННЫХ ОГНЕУПОРОВ | 1998 |
|
RU2151123C1 |
| Способ приготовления огнеупорной массы | 1987 |
|
SU1530619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕРОДСОДЕРЖАЩИХ ОГНЕУПОРОВ | 1999 |
|
RU2152915C1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| US 5438026 A, 01.08.1995. | |||

