Изобретение относится к области станкостроения и может быть использовано для обработки наружной поверхности круглоцилиндрических деталей, преимущественно статоров электрических машин.
Известен способ зачистки пакета листов статора с обмоткой электрической машины от пропиточного материала, включающий зачистку от наплывов пропиточного материала и пленки наружной поверхности статора и поверхности его внутренней полости, с использованием зачистного станка с вращающимися крацевальными щетками (см. , например, П.В. САХАРОВ, В.И. СЕЛЯНИН, Технология и оборудование производства электрических аппаратов, "Энергия", М., 1972, с. 376).
Задачей настоящего изобретения является повышение равномерности и качества зачистки по всей поверхности статора при одновременном уменьшении износа щеток и сокращение материалозатрат вследствие обеспечения максимальной разницы скорости относительного взаимного встречного перемещения участка поверхности пакета статора и трущихся об него рабочих концов щеток и оптимального выбора соотношений длин пакета щеток и пакета статора и режимов обработки.
Задача решается за счет того, что в способе зачистки пакета листов статора с обмоткой электрической машины от пропиточного материала, включающем зачистку от наплывов пропиточного материала и пленки наружной поверхности статора и поверхности его внутренней полости, с использованием зачистного станка с вращающимися крацевальными щетками, согласно изобретению перед зачисткой наружной поверхности пакета листов статора на его торцы устанавливают защитные колпаки, причем используют пакет щеток, ширина которого составляет 0,1-0,35 длины пакета листов статора, при этом зачистку наружной поверхности пакета листов статора производят при вращении пакета листов статора и пакета щеток в одноименном направлении с независимым продольным перемещением пакета щеток вдоль наружной поверхности пакета листов статора, причем продольное перемещение пакета щеток начинают с опозданием относительно начала вращательного движения пакета листов статора и пакета щеток, а прекращают - с опережением окончания вращательного движения пакета листов статора и пакета щеток соответственно на время Δt, составляющее не менее 0,7VB, где V - скорость продольного перемещения пакета щеток, м/мин; B - ширина пакета щеток, м; а зачистку поверхности внутренней полости статора производят до или после зачистки его наружной поверхности.
При этом зачистку наружной поверхности могут производить путем установки статора на установочное приспособление зачистного станка, установки защитного кожуха для ограждения рабочей зоны, запуска зачистного станка с подачей цанговой оправки станка в полость пакета листов статора, разжатия цанговой оправки с одновременным отводом из зоны зачистки установочного приспособления и включением привода вращения пакета листов статора и пакета крацевальных щеток зачистного узла станка, после чего пакет крацевальных щеток подводят к наружной поверхности статора и производят продольную подачу зачистного узла и зачистку поверхности статора за один проход пакета щеток, при этом пакет листов статора вращают со скоростью 500-1000 об/мин, а пакет крацевальных щеток - со скоростью 1500-3000 об/мин, причем продольную подачу пакета крацевальных щеток вдоль пакета листов статора производят со скоростью 0,12-0,15 м/мин, а после прохода пакета щеток по всей длине статора и зачистки наружной поверхности отводят зачистной узел в исходное положение, отключают вращение статора, поднимают установочное приспособление, освобождают цангу и выводят оправку из полости статора, открывают защитный кожух и извлекают статор из станка.
Зачистку наружной поверхности пакета листов статора могут производить за один проход пакета щеток.
Зачистку поверхности внутренней полости пакета листов статора могут производить путем дорнования.
Дорнование могут производить установленным на прессе дорном за один его проход.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в повышении равномерности и качества зачистки по всей поверхности статора при одновременном уменьшении износа щеток и сокращении материалозатрат вследствие обеспечения максимальной разницы скорости относительного взаимного встречного перемещения участка поверхности пакета статора и трущихся об него рабочих концов щеток и оптимального выбора соотношений длин пакета щеток и пакета статора и режимов обработки.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен пакет листов статора на установочном приспособлении, вид сбоку;
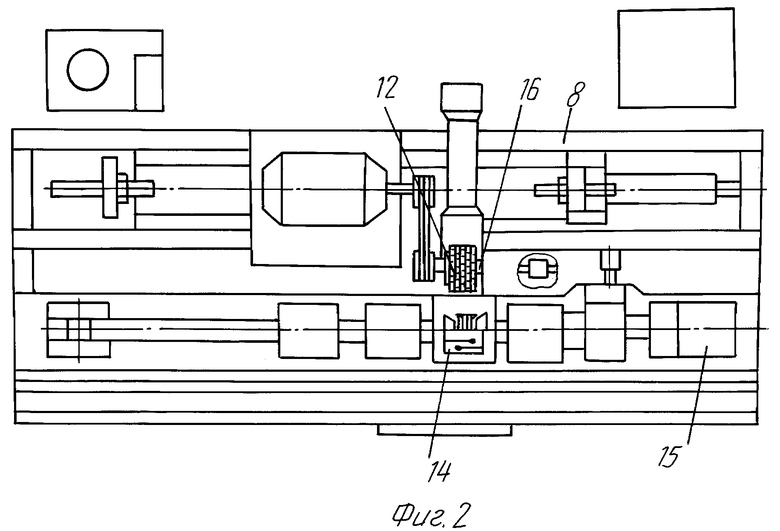
на фиг. 2 - станок, вид сверху;
на фиг. 3 - пакет листов статора с обмоткой, вид спереди;
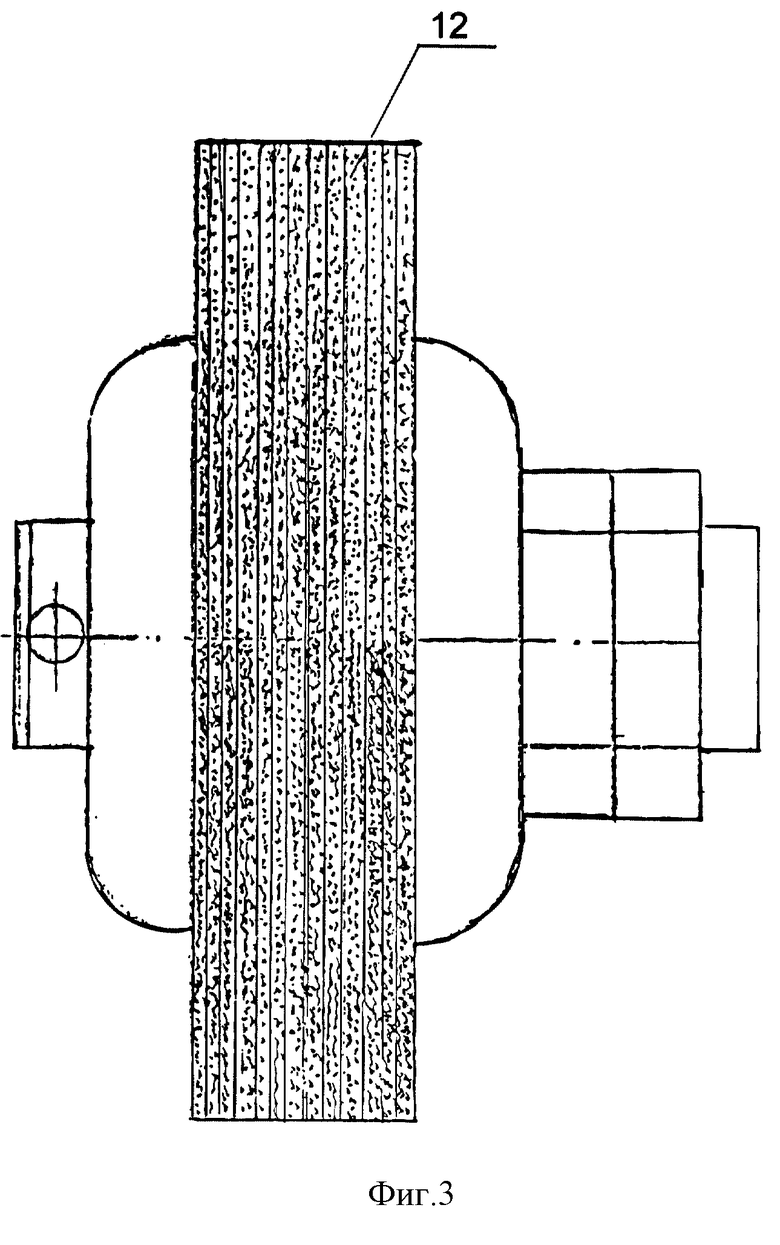
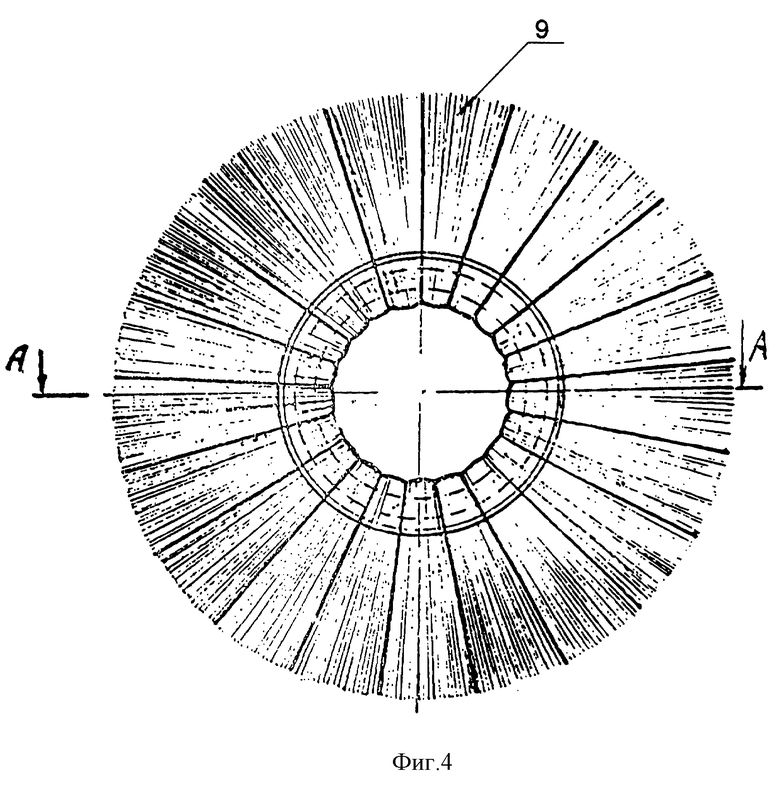
на фиг. 4 - пакет крацевальных щеток, вид спереди;
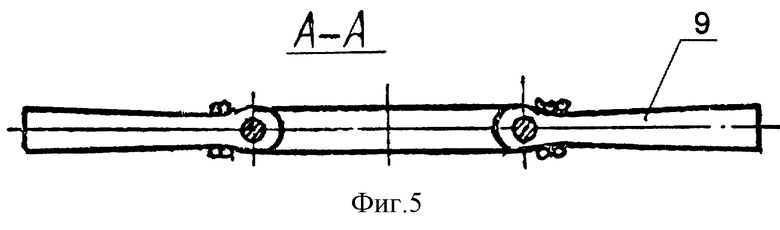
на фиг. 5 - крацевальная щетка, вид сверху;
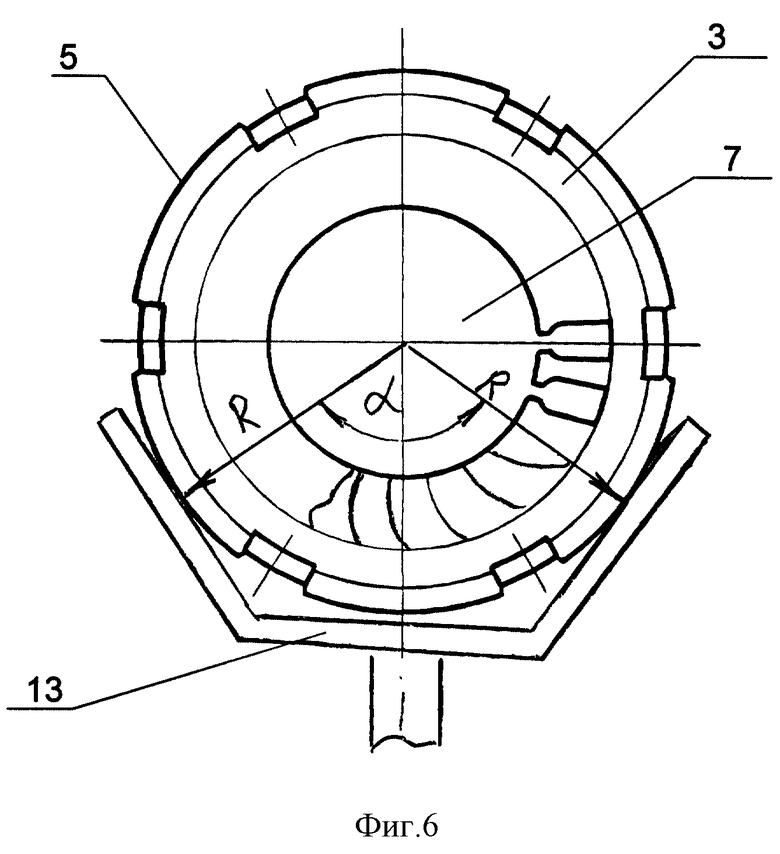
на фиг. 6 - то же, разрез по А-А на фиг. 5.
Способ осуществляют следующим образом.
Способ зачистки пакета 1 листов 2 статора 3 с обмоткой 4 электрической машины от пропиточного материала включает зачистку от наплывов пропиточного материала и пленки наружной поверхности 5 статора 3 и поверхности 6 его внутренней полости 7, с использованием зачистного станка 8 с вращающимися крацевальными щетками 9. Перед зачисткой наружной поверхности 5 пакета 1 листов 2 статора 3 на его торцы 10 устанавливают защитные колпаки 11. Используют пакет 12 щеток 9, ширина которого составляет 0,1-0,35 длины пакета 1 листов 2 статора 3. Зачистку наружной поверхности 5 пакета 1 листов 2 статора 3 производят при вращении пакета 1 листов 2 статора 3 и пакета 12 щеток 9 в одноименном направлении с независимым продольным перемещением пакета 12 щеток 9 вдоль наружной поверхности 5 пакета 1 листов 2 статора 3. Продольное перемещение пакета 12 щеток 9 начинают с опозданием относительно начала вращательного движения пакета 1 листов 2 статора 3 и пакета 12 щеток 9, а прекращают - с опережением окончания вращательного движения пакета 1 листов 2 статора 3 и пакета 12 щеток 9 соответственно на время Δ t, составляющее не менее 0,7VB, где V - скорость продольного перемещения пакета щеток, м/мин; B - ширина пакета щеток, м. Зачистку поверхности 6 внутренней полости 7 статора 3 производят до или после зачистки его наружной поверхности 5.
Зачистку наружной поверхности 5 производят путем установки статора 3 на установочное приспособление 13 зачистного станка 8, установки защитного кожуха для ограждения рабочей зоны (на чертежах не показано), запуска зачистного станка 8 с подачей цанговой оправки 14 станка 8 в полость 7 пакета 1 листов 2 статора 3, разжатия цанговой оправки 14 с одновременным отводом из зоны зачистки установочного приспособления 13 и включением привода 15 вращения пакета 1 листов 2 статора 3 и пакета 12 крацевальных щеток 9 зачистного узла 16 станка 8. Затем пакет 12 крацевальных щеток 9 подводят к наружной поверхности 5 статора 3 и производят продольную подачу зачистного узла 16 и зачистку поверхности статора 3 за один проход пакета 12 щеток 9. Пакет 1 листов 2 статора 3 вращают со скоростью 500-1000 об/мин, а пакет 12 крацевальных щеток 9 - со скоростью 1500-3000 об/мин. Продольную подачу пакета 12 крацевальных щеток 9 вдоль пакета 1 листов 2 статора 3 производят со скоростью 0,12-0,15 м/мин. После прохода пакета 12 щеток 9 по всей длине статора 3 и зачистки наружной поверхности 5 отводят зачистной узел 16 в исходное положение, отключают вращение статора 3, поднимают установочное приспособление 13, освобождают цангу и выводят оправку 14 из полости 7 статора 3, открывают защитный кожух (на чертежах не показан) и извлекают статор 3 из станка 8.
Зачистку наружной поверхности 5 пакета 1 листов 2 статора 3 производят за один проход пакета 12 щеток 9.
Зачистку поверхности 6 внутренней полости 7 пакета 1 листов 2 статора 3 производят путем дорнования. Дорнование производят установленным на прессе дорном (на чертежах не показано) за один его проход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЧИСТКИ ПАКЕТА ЛИСТОВ СТАТОРА С ОБМОТКОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171536C1 |
| КРАЦЕВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КРУГЛОЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2171531C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ КОНТАКТНЫХ ПОВЕРХНОСТЕЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2010465C1 |
| Способ изготовления деталей типаКОлЕц | 1979 |
|
SU829278A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| Устройство для зачистки поверхности изделия | 1987 |
|
SU1537325A1 |
| Способ изготовления магнитопровода статора | 1981 |
|
SU1015470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2787911C1 |
| Инструмент для зачистки поверхностей | 1989 |
|
SU1674788A1 |
Изобретение относится к электротехнике станкостроению и может быть использовано для обработки наружной поверхности круглоцилиндрических деталей, преимущественно статоров электрических машин. Способ зачистки пакета листов статора с обмоткой электрической машины от пропиточного материала включает зачистку от наплывов пропиточного материала и пленки наружной поверхности статора и поверхности его внутренней полости, с использованием зачистного станка с вращающимися крацевальными щетками. Новым является то, что перед зачисткой наружной поверхности пакета листов статора на его торцы устанавливают защитные колпаки, причем используют пакет щеток, ширина которого составляет 0,1 - 0,35 длины пакета листов статора, при этом зачистку наружной поверхности пакета листов статора производят при вращении пакета листов статора и пакета щеток в одноименном направлении с независимым продольным перемещением пакета щеток вдоль наружной поверхности пакета листов статора, причем продольное перемещение пакета щеток начинают с опозданием относительно начала вращательного движения пакета листов статора и пакета щеток, а прекращают - с опережением окончания вращательного движения пакета листов статора и пакета щеток соответственно на время Δt, составляющее не менее 0,7V/B, где V - скорость продольного перемещения пакета щеток, м/мин; В - ширина пакета щеток, м; а зачистку поверхности внутренней полости статора производят до или после зачистки его наружной поверхности. Технический результат, обеспечиваемый изобретением, состоит в повышении равномерности и качества зачистки по всей поверхности статора при одновременном уменьшении износа щеток и сокращении материалозатрат вследствие обеспечения максимальной разницы скорости относительного взаимного встречного перемещения участка поверхности пакета статора и трущихся об него рабочих концов щеток и оптимального выбора соотношений длин пакета щеток и пакета статора и режимов обработки. 4 з.п. ф-лы, 6 ил.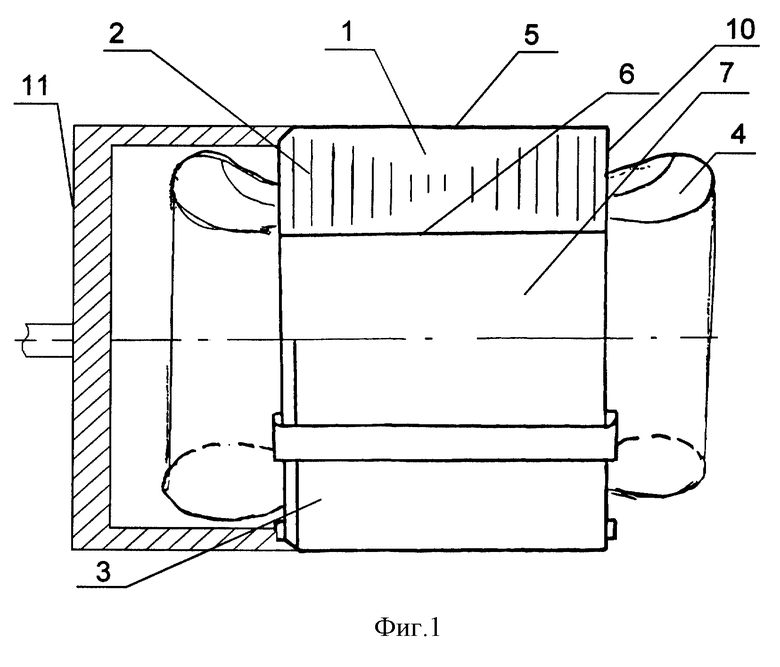
| САХАРОВ П.В., СЕЛЯНИН В.И | |||
| Технология и оборудование производства электрических аппаратов | |||
| - М.: Энергия, 1972, с.376 | |||
| Способ изготовления магнитопровода электрической машины | 1983 |
|
SU1112496A1 |
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1721727A1 |
| Способ очистки магнитопроводов | 1979 |
|
SU838781A1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| СПОСОБ ПРОДУЦИРОВАНИЯ СТРЕПТОКИНАЗЫ С ИСПОЛЬЗОВАНИЕМ ГЕНЕТИЧЕСКИ МОДИФИЦИРОВАННОГО ESCHERICHIA COLI | 2003 |
|
RU2333241C2 |
| Способ диагностики @ -облученности организма | 1982 |
|
SU1206995A1 |

