Изобретение относится к области машиностроения и может быть использовано при доводке зубчатых колес.
Известен способ притирки зубчатых колес с применением абразивных материалов [1] . Этот способ заключается в том, что между вращающимися колесами подают абразив с маслом, который возобновляют по мере удаления неровностей. Однако этот способ не позволяет обеспечить точность профиля из-за неравномерного контролируемого съема металла.
Наиболее близким является способ доводки с применением электроэрозионной и электрохимической обработки [2] . Этот способ заключается в том, что на вращающиеся колеса подается одновременно ток от электроэрозионного и электрохимического источников питания. При этом в качестве анода обычно берется колесо большего диаметра. Недостатком этого способа является то, что при различных диаметрах происходит повышенный съем металла с одного из колес и нарушается точность всей пары.
Изобретение направлено на повышение точности поверхности зубчатых передач.
Это достигается тем, что обработку осуществляют в два этапа: сначала обрабатывают колеса от обоих генераторов до получения нулевого градиента тока с использованием в качестве анода колеса большего диаметра, после чего оставляют подключенным к положительному полюсу электрохимического генератора колесо меньшего диаметра и ведут обработку до удаления лунок от предшествующего этапа, затем переключают полярность и ведут обработку до выравнивания поверхности, при этом количество электричества от электрохимического генератора регулируют пропорционально соотношениям диаметров зубчатых колес.
На чертеже представлена схема доводки зубчатых колес.
Зубчатое колесо большего диаметра 1 находится в контакте с зубчатым колесом меньшего диаметра 2. Электроэрозионный генератор 3 через регулятор тока 4 соединен с зубчатыми колесами 1 и 2. Электрохимический генератор 5 через переключатель полярности 6 и прибор для измерения количества электричества 7 соединен с зубчатыми колесами 1 и 2, которые в зависимости от полярности последовательно являются инструментами.
Способ осуществляется следующим образом. Ток от генератора 3 подают на зубчатое колесо большего диаметра 1 и на зубчатое колесо меньшего диаметра 2 через регулятор тока 4. Положительный полюс подключен к колесу большего диаметра, при этом колесо меньшего диаметра является инструментом. Ток от генератора 5 поступает через переключатель полярности 6 на зубчатые колеса 1 и 2 и контролируется прибором для измерения количества электричества 7. Положительный полюс обоих генераторов 3 и 5 подключают на зубчатое колесо большего диаметра 1. Включают вращение зубчатых колес 1 и 2 в паре и оба генератора 3 и 5. Обработку ведут до стабилизации показаний амперметра на электрохимическом генераторе 5, то есть до получения нулевого градиента тока. Это показывает, что площадь контакта всех зубьев одинакова и степень контакта наибольшая, то есть достигнута доводка зубьев по профилю. Затем отключают электроэрозионный генератор 3, оставляя только электрохимический генератор 5. Переключают полярность переключателем 6 электрохимического генератора 5 так, чтобы колесо меньшего диаметра 2 стало анодом. При этом колесо большего диаметра становится инструментом. Обрабатывают колесо меньшего диаметра 2 до удаления лунок от предшествующего этапа обработки. Затем переключают полярность и ведут обработку в течение времени, при котором количество электричества от электрохимического генератора 5 регулируют пропорционально соотношениям диаметров зубчатых колес.
Пример реализации способа.
Выбраны два колеса с модулем 3, диаметром примерно 80 и 20 мм, которые установлены на экспериментальную установку с вращением 9-12 об/мин с электроэрозионным генератором RC-схемы, электрохимическим генератором ВАКР 630. В качестве регуляторов тока выбраны реостаты. Сила тока измерялась амперметрами, время - с помощью реле времени. Был выбран режим электроэрозионной обработки: напряжение U = 35÷45 В, емкость конденсаторов С = 0,5÷0,7 мкФ. Ток на электрохимическом источнике составлял 0,8÷0,9 А при напряжении 3÷5 В. В качестве анода было выбрано колесо диаметром 80 мм. Примерно через 0,5 мин ток достиг величины 0,2-0,22 А и стабилизировался. Глубина лунок при этом составила 0,1-0,12 мкм. Генератор электроэрозионный отключили, а переключатель полярности на электрохимическом генераторе поставили в положение, при котором меньшее колесо стало анодом. Визуально наблюдали выравнивание поверхности малого колеса и фиксировали показания на приборе для измерения количества электричества, использованного на процесс. Полученное количество электричества умножали на соотношение D/d, переключили полярность и вели обработку до получения на приборе для измерения количества электричества приращения, равного расчетному количеству электричества, после чего электрохимический генератор отключили. Общий съем на сторону составил 0,15-0,17 мм, что находится в поле допуска на толщину зуба. Если допуск меньше, то при нарезке зубьев предусматривают припуск, равный съему материала при доводке.
Предлагаемый способ по сравнению с известными отличается повышением кинематической точности колес на 1-2 квалитета, повышением степени контакта зубьев до 95-100%.
Источники информации
1. В.В.Данилевский. Технология машиностроения. - М.: Высшая школа, 1977, с.410.
2. E.V.Smolenzev, V.P. Smolenzev. Improving quality of a linkage of cogwheels/ TWW-97, Konin, 97, p. 135.
3. Б.А.Артамонов и др. Электрофизические и электрохимические методы обработки материалов. t.i. - M.: Высшая школа, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОВОДКИ РАБОЧЕГО ПРОФИЛЯ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2242335C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СПОСОБ ДОВОДКИ ФОРСУНОК | 1999 |
|
RU2162394C1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2216437C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| СПОСОБ УПРОЧНЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 2010 |
|
RU2486038C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2165341C2 |
Изобретение относится к области машиностроения и может быть применено при доводке зубчатых колес. Обработку осуществляют в два этапа. Сначала одновременно обрабатывают колеса от обоих генераторов до получения нулевого градиента тока с использованием в качестве анода колеса большего диаметра. Оставляют подключенным к положительному полюсу электрохимического генератора колесо меньшего диаметра и ведут обработку до удаления лунок, образовавшихся после электроэрозионной обработки. Переключают полярность и обрабатывают колесо большего диаметра инструментом в виде колеса меньшего диаметра до удаления лунок с контактных поверхностей зубьев. Количество электричества от электрохимического генератора увеличивают пропорционально соотношениям диаметров зубчатых колес. Способ позволяет повысить кинематическую точность колес и степень контакта зубьев до 95-100%. 1 ил.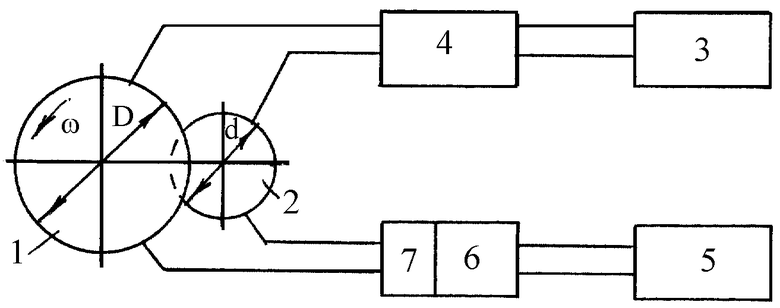
Способ электроэрозионно-химической доводки зубчатых колес, осуществляемый с использованием электроэрозионного и электрохимического генераторов, зубчатых колес в качестве анодов, переключателя полярности и прибора для измерения количества электричества, отличающийся тем, что обработку осуществляют в два этапа: сначала обрабатывают колеса от обоих генераторов до получения нулевого градиента тока с использованием в качестве анода колеса большего диаметра, после чего оставляют подключенным к положительному полюсу электрохимического генератора колесо меньшего диаметра и ведут обработку до удаления лунок от предшествующего этапа, затем переключают полярность и ведут обработку до выравнивания поверхности, при этом количество электричества от электрохимического генератора регулируют пропорционально соотношениям диаметров зубчатых колес.
| E.V.SMOLENZEV et al | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| АБОТКЙ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 0 |
|
SU342747A1 |
| Способ электроэрозионно-химической обработки | 1974 |
|
SU585032A1 |
