Изобретение относится к области металлургии, конкретнее к технологии изготовления горячекатаных полос из сверхнизкоуглеродистой стали с высокими вытяжными свойствами для холодной штамповки.
Известен способ производства горячекатаных полос, включающий выплавку сверхнизкоуглеродистой стали с примесями серы и азота, легированной титаном и ниобием. При этом содержание элементов в стали удовлетворяет соотношениям, мас.%:
Nb>2•C
Ti+Nb<0,04.
Литую заготовку из сверхнизкоуглеродистой стали прокатывают при температуре рекристаллизации с обжатием не менее 60% [1].
Недостаток известного способа состоит в том, что он не обеспечивает получения стабильных свойств горячекатаных полос при колебаниях содержаний легирующих элементов и примесей.
Известен также способ производства горячекатаных полос, включающий получение непрерывно литой заготовки из стали, содержащей, мас.%: С ≤ 0,007; Si ≤ 0,8; Mn ≤ 1,0; P≤ 0,10; S ≤ 0,10; Al ≤ 0,01-0,06; N ≤ 0,008. Сталь дополнительно легируют титаном, ниобием и бором, концентрация которых определяется по предложенным зависимостям. Литую заготовку подвергают горячей прокатке при температуре рекристаллизации или ниже нее с обжатием по толщине не менее 60%. Горячекатаную полосу подвергают рекристаллизационному отжигу [2].
Данный способ также не обеспечивает получения горячекатаных полос со стабильными механическими свойствами. Кроме того, необходимость проведения рекристаллизационного отжига усложняет и удорожает производство.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства горячекатаных полос, включающий выплавку сверхнизкоуглеродистой стали с примесями серы и азота, легированной титаном. Литую заготовку нагревают до температуры выше 1150oС, подвергают многопроходной черновой прокатке при температуре 980-1100oС с обжатием за проход более 20%, чистовой прокатке до конечной толщины. Прокатку полосы завершают при температуре Аr3 + 150oС, после чего полосу охлаждают водой до температуры 600-800oС и сматывают в рулон [3] - прототип.
Известный способ имеет следующие недостатки. Колебания содержаний химических элементов в стали, а также температурно-деформационных параметров прокатки приводят к нестабильности механических свойств по длине полосы, от полосы к полосе, от плавки к плавке. В результате снижается выход годного.
Техническая задача, решаемая изобретением, состоит в повышении стабильности механических свойств и увеличении выхода годного.
Для решения поставленной технической задачи в известном способе производства горячекатаных полос, включающем выплавку сверхнизкоуглеродистой стали с примесями серы и азота, легированной титаном, горячую прокатку и охлаждение полос, согласно предложению, сталь выплавляют с содержанием элементов, удовлетворяющим соотношению
при этом прокатку завершают при температуре 885-915oС, охлаждение ведут до температуры 685-715oС, а затем полосы подвергают деформированию с обжатием по толщине 0,8-1,2%.
Сущность изобретения состоит в следующем. Механические свойства горячекатаных полос из сверхнизкоуглеродистой стали определяются не столько концентрацией в стали легирующих элементов и примесей, сколько формой, в которой они существуют в ферритной матрице. Углерод, азот и сера из-за их ликвации распределены неравномерно, они образуют сегрегационные включения. Это ухудшает стабильность механических свойств горячекатаных полос. Титан связывает углерод, азот и серу в химические соединения (карбиды, нитриды, сульфиды титана), нейтрализуя, тем самым, их вредное влияние. Ферритная матрица при этом очищается от структурно свободных включений.
При выполнении экспериментально определенного соотношения
введенного в расплав количества титана, с избытком хватает для связывания всего содержащегося в стали количества углерода, азота и серы, даже с учетом ликвации этих элементов в литой заготовке. Переизбыток несвязанного титана в зонах слитка, где отсутствуют сегрегации углерода, примесных азота и серы приводит лишь к незначительному упрочнению ферритной матрицы. Последующая горячая прокатка с температурой окончания 885-915oС и охлаждением водой до температуры 685-715oС формирует равномерную микроструктуру стали с ферритными зернами округлой формы 8-го балла. Влияние нестабильности химического состава стали и температурных режимов горячей прокатки по длине полос, всегда имеющих место в реальных производственных условиях, устраняются деформированием горячекатаных полос с обжатием по толщине 0,8-1,2%. Обусловлено это тем, что в процессе деформирования участки полосы с меньшей прочностью упрочняются от наклепа в большей степени, и наоборот.
Экспериментально установлено, что если предложенное соотношение содержаний химических элементов в стали будет менее 1, то из-за недостатка титана в структуре стали сохранятся сегрегации углерода и примесей в несвязанной форме. Стабильность механических свойств стали и их уровень снизятся. Увеличение предложенного отношения более 1,5 приведет к перерасходу легирующих (ферротитана) без дальнейшего улучшения стабильности механических свойств горячекатаных полос, что нецелесообразно.
Повышение температуры окончания деформации (конца прокатки) более 915oС способствует формированию разнобалльной микроструктуры, ухудшающей стабильность свойств. Снижение этой температуры менее 885oС замедлит динамическую рекристаллизацию деформированного аустенита. Это приведет к формированию неблагоприятной текстуры и ухудшению штампуемости горячекатаной листовой стали.
При температуре окончания охлаждения полос выше 715oС полоса в рулоне приобретает неравномерные свойства, так как скорость охлаждения наружных витков существенно выше, чем внутренних (120oС/ч против 15-20oС/ч). Снижение указанной температуры менее 685oС способствует сохранению в полосе остаточных внутренних (фазовых и термических) напряжений по ее длине. Это ухудшает стабильность механических свойств.
Деформирование горячекатаных полос с обжатием по толщине менее 0,8% не обеспечивает выравнивание механических свойств по их длине. При деформировании сверх 1,2% происходит ухудшение пластических свойств и штампуемости горячекатаной листовой стали, что недопустимо.
Пример реализации способа
В электродуговой сталеплавильной печи емкостью 100 т выплавляют сверхнизкоуглеродистую сталь. После раскисления производят анализ состава расплава, который показывает следующую концентрацию химических элементов, мас.%:
C - 0,003
N - 0,005
S - 0,008
Для устранения отрицательного влияния перечисленных элементов на уровень и стабильность механических свойств в сталь вводят 0,051% титана. При этом соотношение химических элементов в стали составляет:
Выплавленную сталь разливают в слябы сечением 250 х 1280 мм массой 17 т. Литые слябы нагревают в газовой печи с шагающими балками до температуры аустенизации Та= 1230oС за время 3,5 ч и прокатывают на непрерывном широкополосном стане 2000 в полосы толщиной 2,0 мм. Температуру конца прокатки полос поддерживают равной Ткп=900oС. Прокатанные полосы по отводящему рольгангу транспортируют к моталке с одновременным охлаждением до температуры Тcм= 700oС, после чего сматывают в рулон. После охлаждения полосы обрабатывают в изгибно-растяжной машине с обжатием по толщине ε=1,0%, травят для удаления окалины. Готовые полосы характеризуются высокой стабильностью механических свойств, за счет чего обеспечивается повышение выхода годного.
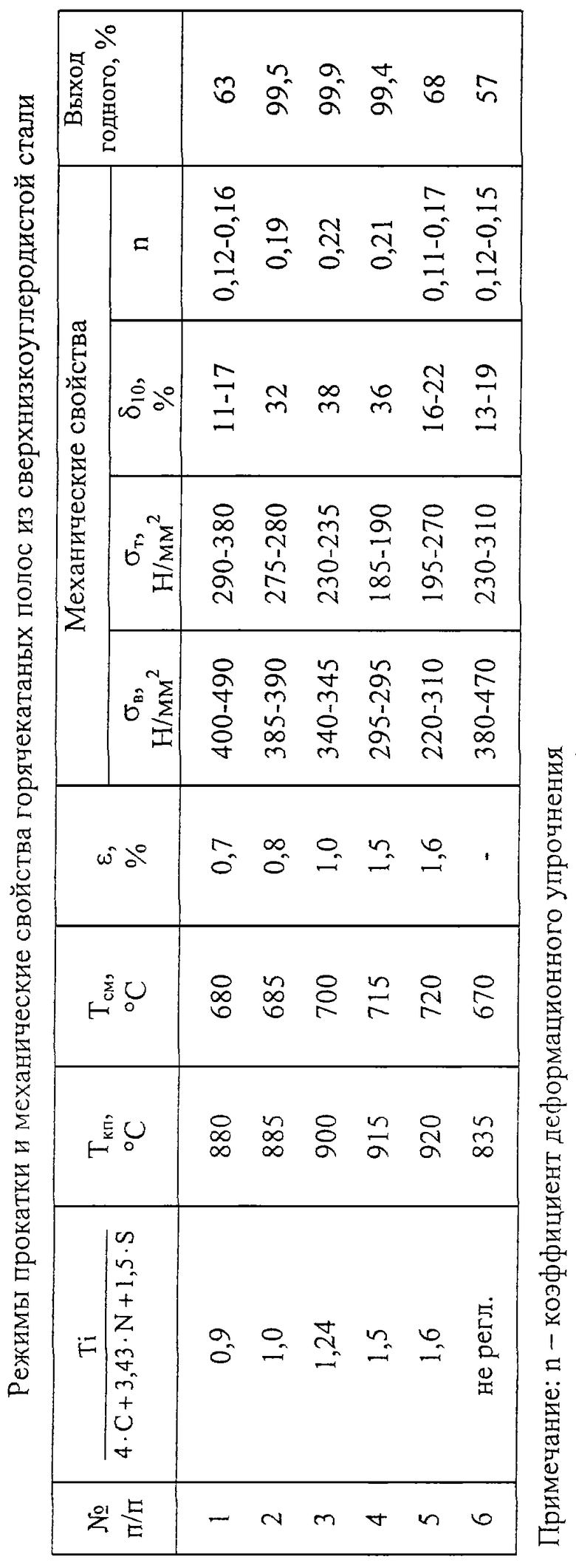
Варианты реализации предложенного способа производства горячекатаных полос и показатели его эффективности приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение стабильности механических свойств и за счет этого максимальный выход годного. В случаях запредельных значений заявленных параметров (варианты 1 и 5) и реализации способа-прототипа (вариант 6) стабильность механических свойств ухудшается, что ведет к уменьшению выхода годного горячекатаных полос.
Технико-экономические преимущества предложенного способа состоят в том, что при предложенном соотношении содержаний компонентов сверхнизкоуглеродистой стали, температурах конца прокатки и смотки, обжатии 0,8-1,2% по толщине при деформировании достигается наиболее полное выравнивание микроструктуры и текстуры по длине полосы, от полосы к полосе, от плавки к плавке. За счет этого повышается стабильность механических свойств и как следствие выход годного.
В качестве базового объекта при определении эффективности предложенного способа был выбран способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства горячекатаных полос из сверхнизкоуглеродистой стали на 15-20%.
Источники информации
1. Заявка 61-133324 (Япония) МПК C 21 D 9/48, C 21 D 8/04, 1986 г.
2. Заявка 61-133323 (Япония) МПК C 21 D 9/48, C 21 D 8/04, 1986 г.
3. Патент 4769088 (США) МПК C 21 D 8/02, 1988 г.- прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361932C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2313582C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2001 |
|
RU2197542C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2307175C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОГО ГОРЯЧЕКАТАНОГО ПРОКАТА | 2014 |
|
RU2547389C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2361930C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО ОТОЖЖЕННОГО НЕСТАРЕЮЩЕГО ХОЛОДНОКАТАНОГО ПРОКАТА УЛЬТРА ГЛУБОКОЙ ВЫТЯЖКИ | 2015 |
|
RU2604081C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203965C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2277594C1 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |
Изобретение относится к области металлургии, конкретнее к технологии изготовления горячекатаных полос из сверхнизкоуглеродистой стали с высокими вытяжными свойствами для холодной штамповки. Способ включает выплавку сверхнизкоуглеродистой стали с примесями серы и азота, легированной титаном горячую прокатку и охлаждение полос. Сталь выплавляют с содержанием элементов, удовлетворяющим соотношению Ti / 4•С+3,43•N+1,5•S=1÷1,5, при этом прокатку завершают при температуре 885-915oС, охлаждение ведут до температуры 685-715oС, а затем полосы подвергают дрессировке с обжатием 0,8-1,2%. Изобретение позволяет повысить стабильность механических свойств полос и увеличить выход годного. 1 табл.
Способ производства горячекатаных полос, включающий выплавку сверхнизкоуглеродистой стали с примесями серы и азота, легированной титаном, горячую прокатку и охлаждение полос, отличающийся тем, что сталь выплавляют с содержанием элементов, удовлетворяющим соотношению
при этом прокатку завершают при температуре 885-915oС, охлаждение ведут до температуры 685-715oС, а затем полосы подвергают дрессировке с обжатием 0,8-1,2%.
| US4769088, 06.09.1988 | |||
| Способ изготовления горячекатаной полосы для глубокой вытяжки | 1976 |
|
SU612964A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| Устройство для транспортирования и измельчения сыпучих материалов | 1976 |
|
SU666122A1 |

