Изобретение относится к машиностроению и может быть использовано в конструкциях шнековых прессов, предназначенных для получения формованного топлива методом прессования из композиционных материалов, преимущественно из смеси торфа с отходами деревообработки и лесопиления (опилок, стружек, дробленки, щепы).
Известно устройство (SU 1399331, кл. С 10 Р 7/06, В 30 В 11/06, 1988 г. ), включающее станину, на которой смонтирован пресс-формовочный узел, выполненный в виде матрицы, связанной зубчатой передачей с приводом, и штемпель, снабженный уплотняющими элементами, расположенными на его поверхности по винтовой линии в виде витков шнека.
В известном прессе возможно прессование фрезерного торфа. Однако наличие древесных включений в формуемой массе создаст сбой в работе пресса, что повлечет за собой частые его поломки и низкое качество формуемой продукции.
Прототипом изобретения является шнековый пресс (SU 614967, 05.06.1978, В 30 В 11/24), содержащий станину, на которой смонтированы приемный бункер и корпус с матричным каналом, мундштуком и шнеком, установленным с возможностью вращения.
Недостатком конструкции является ее сложность и невысокая надежность, а также повышенный расход энергии. Кроме того, при формовании брикетов из массы с включениями возможны поломки из-за заклинивания шнека в матричном канале.
Задачей изобретения является упрощение конструкции с одновременным повышением надежности конструкции и снижением ее энергоемкости.
Поставленная задача достигается тем, что в шнековом пресс-экструдере, содержащем станину, на которой смонтированы приемный бункер и корпус с матричным каналом, мундштуком и шнеком, установленным с возможностью вращения, согласно изобретению шнек выполнен конусным с направляющей и рабочей зонами, последняя из которых состоит из уплотняющей и формующей частей, при этом уплотняющая часть выполнена с витками переменного профиля и уменьшением по ходу движения формуемой массы глубины канавок. Целесообразно, чтобы угол конусности шнека составлял 3-5o, а угол конусности формующей части рабочей зоны шнека - от 4 до 6o. Кроме того, канавки уплотняющей части шнека выполнены с уменьшением глубины от 20 до 15 мм. Преимущественно мундштук снабжен нагревателем, а все рабочие плоскости шнека отполированы.
Разделение шнека на направляющую и рабочую зоны позволит облегчить транспортировку формуемой массы с древесными включениями по каналу пресса. Этому также способствует и выполнение шнека конусным с преимущественным углом конусности от 3 до 5o. При этом при уменьшении угла конусности >3o продвижение формуемой массы замедлится, а при увеличении угла <5o произойдет ускоренное прохождение формуемой массы через зону уплотнения и, вследствие этого, ухудшится качество формуемого топливного брикета.
Выполнение уплотняющей части рабочей зоны шнека с витками переменного сечения и профиля с глубиной канавок, уменьшающейся от 20 до 15 мм, также облегчит прохождение формуемой массы, имеющей древесные включения, с одновременным ее уплотнением, позволяющей получить формуемое топливо высокого качества. При этом уменьшение глубины канавок от 20 до 15 мм позволит увеличить уплотняющее усилие на формуемую массу и облегчить ее прохождение по матричному каналу.
Формующая часть шнека выполнена конической для образования отверстия в формуемом куске топлива, при этом величина конусности от 4 до 6o облегчает его съем и дальнейшее продвижение по мундштуку. Наличие на мундштуке нагревательного элемента, а также выполнение всех элементов шнека отполированными облегчает прохождение формованного куска по мундштуку без его деформации.
Шнековый пресс-экструдер поясняется чертежом, на котором представлен его осевой разрез в зоне прессования.
Пресс содержит станину 1 со смонтированным на ней приемным бункером (не показано) и корпусом 2 с матричным каналом. В корпусе 2 закреплен, с возможностью вращения, конусный шнек 3, содержащий направляющую зону 4 и рабочую зону, образованную из уплотняющей части 5 с витками переменного профиля с уменьшающейся по ходу движения формуемой массы глубиной канавок. Формующая часть 6 рабочей зоны шнека 3 выполнена конической. Все элементы шнека 3 отполированы. По ходу движения торфомассы соосно шнеку 3 установлен мундштук 7, который снабжен нагревателем 8, который может быть выполнен в виде электронагревателя.
Устройство шнекового пресса-экструдера работает следующим образом.
Смесь торфа с древесными компонентами и водой предварительно перемешивают и подают через приемный бункер в корпус 2. При вращении конусного шнека 3 направляющая зона 4 подает формуемую массу по каналу на рабочую зону, в которой уплотняющая часть 5 за счет переменного профиля перетирает торфомассу, уплотняет ее и перемешивает, выделяя на поверхность воду и гуматы, облегчая продвижение уплотненного брикета к мундштуку 7. Выполнение канавок шнека 3 с уменьшением по ходу продвижения торфомассы создает угол наклона от 4 до 6o, который соответствует углу трения формуемой массы и позволяет легко проходить уплотняющую часть 5 рабочей зоны шнека 3 и переходить к его формующей части 6. За счет конусности формующей части 6 рабочей зоны образуется отверстие в формуемом брикете, создающее условия для быстрого высыхания формованного топлива и улучшения его горения. Отформованный брикет далее проталкивается в мундштук 7, который нагрет с помощью нагревателя 8 до 280-300oС. Проходя через нагретый мундштук 7, прилегающие к его внутренней поверхности слои отформованного брикета обгорают, создавая приграничный слой, обеспечивающий создание условий по выталкиванию брикета из матричного канала. Далее отформованное топливо направляется на сушку.
Шнековый пресс-экструдер имеет малые габариты и пониженную энергоемкость. Изготовлен и испытан опытный образец данного устройства. Результаты испытаний показали возможность изготовление брикетов топлива из композиционных материалов с пониженным расходом энергии на 30-35% по сравнению с существующими.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЙ ПРЕСС-ЭКСТРУДЕР ДЛЯ ФОРМОВАНИЯ БРИКЕТОВ ИЗ ОПИЛОК | 2011 |
|
RU2504473C2 |
| Одношнековый пресс-экструдер для изготовления формованных топливных брикетов | 2021 |
|
RU2777823C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ | 2007 |
|
RU2369633C2 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ МАСЛА И ТЕКСТУРИРОВАННЫХ ЖМЫХОВ | 2010 |
|
RU2430147C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОМЁТА ПТИЦ В ТОПЛИВНЫЕ БРИКЕТЫ | 2015 |
|
RU2599130C1 |
| Экструдер | 2020 |
|
RU2750158C1 |
| СПОСОБ ФОРМОВАНИЯ ТОПЛИВА | 1997 |
|
RU2129588C1 |
| СПОСОБ ЭВАКУАЦИИ БУРОВОГО ШЛАМА ИЗ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281378C2 |
| ВАКЦИНА ПРОТИВ ЯЩУРА ТИПА А ИНАКТИВИРОВАННАЯ СОРБИРОВАННАЯ | 2012 |
|
RU2526570C2 |
Изобретение относится к машиностроению и может быть использовано в конструкциях шнековых прессов, предназначенных для получения формованного топлива методом прессования из композиционных материалов, преимущественно из смеси торфа с отходами деревообработки и лесопиления (опилок, стружек, дробленки, щепы). Шнековый пресс-экструдер содержит станину, на которой смонтированы приемный бункер и корпус с матричным каналом, мундштуком и шнеком, установленным с возможностью вращения. Шнек выполнен конусным с направляющей и рабочей зонами, последняя из которых состоит из уплотняющей и формующей частей. Уплотняющая часть выполнена с витками переменного профиля и уменьшением по ходу движения формуемой массы глубины канавок. Целесообразно, чтобы угол конусности шнека составлял 3-5o, а угол конусности формующей части рабочей зоны шнека - от 4 до 6o. Канавки уплотняющей части шнека могут быть выполнены с уменьшением глубины от 20 до 15 мм. Мундштук может быть снабжен нагревателем, а все рабочие плоскости шнека отполированы. В результате обеспечивается упрощение конструкции пресса-экструдера с одновременным повышением надежности и снижением энергоемкости. 5 з.п.ф-лы, 1 ил.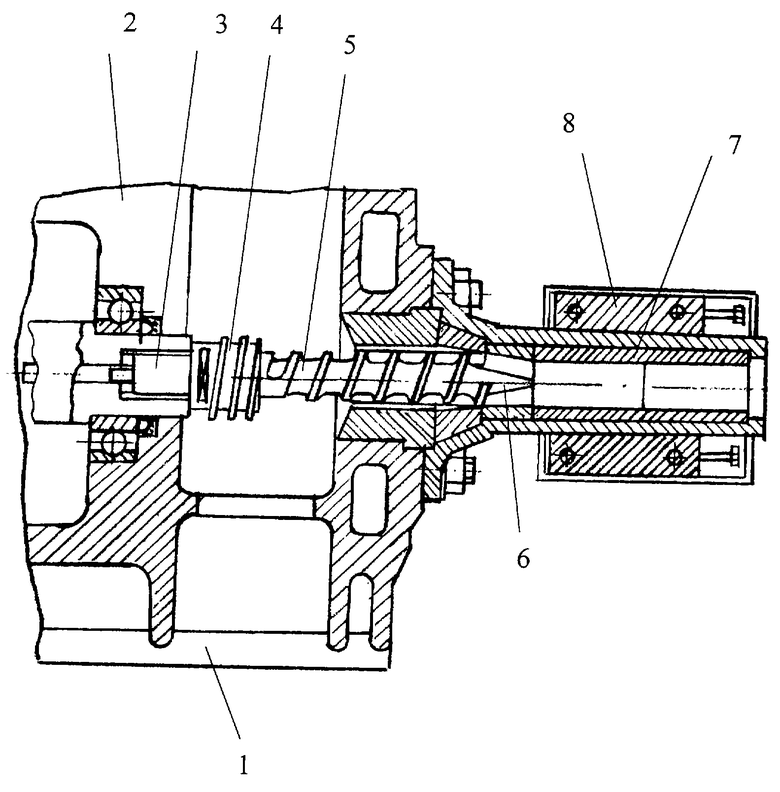
| Шнековый пресс | 1975 |
|
SU614967A1 |
| Шнек для ленточных (шнековых) прессов с конусной ступицей и постепенно уменьшающимся объемом между лопастями | 1961 |
|
SU146221A1 |
| Головка экструзионного шнекового пресса | 1971 |
|
SU444693A1 |
| RU 2070516 C1, 20.12.1996 | |||
| DE 4011250 A1, 10.10.1991 | |||
| US 3422748, 21.01.1969 | |||
| АВТОМАТИЧЕСКОЕ СПРАВОЧНОЕ УСТРОЙСТВО ДЛЯ ПАССАЖИРОВ ПРИГОРОДНОГО СООБЩЕНИЯ | 0 |
|
SU212629A1 |

