Изобретение относится к области трубопрокатного производства и касается усовершенствования конструкции механизмов поворота барабанов в двухвалковой рабочей клети стана поперечно-винтовой прокатки.
В известных рабочих клетях станов поперечно-винтовой прокатки, содержащих барабаны с рабочими валками, механизмы поворота барабанов на угол подачи обычно расположены в станине рабочей клети, в зоне действия воды и окалины, что неблагоприятно сказывается на надежности и долговечности работы клети и удобстве ее обслуживания. Кроме того, конструкции этих механизмов не обеспечивают плотного прижатия барабанов к опорной поверхности станины, а также не дают возможности изменения угла подачи валков во время процесса прокатки. Изобретение направлено на устранение этих недостатков.
Известна конструкция двухвалковой рабочей клети стана поперечно-винтовой прокатки, см. а.с. СССР №1792757, кл. В21В 19/02, заявл. 10.01.90 г., опубл. 07.02.93 г., содержащая станину, барабаны с установленными в их нижней части поворотными сухарями, размещенные в барабанах рабочие валки, механизмы поворота барабанов на угол подачи. Каждый механизм поворота барабана выполнен в виде соосно расположенных в станине рабочей клети по обе стороны от поворотного сухаря и взаимодействующих с ним упорного винта и толкателя. Упорный винт и толкатель имеют электромеханические приводы. Толкатель выполнен в виде подпружиненной штанги и шарнирно связанного с ней полого винта, через который пропущен стержень, одним концом закрепленный на штанге, а другим - контактирующий с фиксатором.
Основным недостатком конструкции этой двухвалковой рабочей клети является размещение механизмов поворота барабанов, выполненных в виде соосно расположенных в станине рабочей клети упорного винта и толкателя с электромеханическими приводами, в зоне действия воды и окалины, что снижает надежность и долговечность работы клети, а также затрудняет ее обслуживание.
Другим недостатком конструкции двухвалковой рабочей клети являются большие габариты электромеханических приводов механизмов поворота барабанов, что также усложняет обслуживание рабочей клети.
Следующим недостатком конструкции этой рабочей клети является то, что в ней не обеспечивается плотное прижатие барабанов к опорной поверхности станины из-за отсутствия жесткой связи между поворотным сухарем, упорным винтом и толкателем механизмов поворота барабанов, что также снижает надежность и долговечность рабочей клети.
Еще одним недостатком конструкции рабочей клети является невозможность изменения угла подачи во время процесса прокатки из-за малых скоростей электромеханического привода упорного винта и наличия только одного толкателя.
Из известных конструкций двухвалковых рабочих клетей станов поперечно-винтовой прокатки наиболее близкой по технической сущности является конструкция двухвалковой рабочей клети, описанная в а.с. СССР №929288, кл. В21Н 1/14, заявл. 13.10.80 г., опубл. 23.05.82 г.
Эта конструкция двухвалковой рабочей клети содержит станину, барабаны с установленными в их нижней части поворотными сухарями, размещенные в барабанах рабочие валки, механизмы поворота барабанов на угол подачи. Каждый механизм поворота барабана выполнен в виде соосно расположенных в станине рабочей клети по обе стороны от поворотного сухаря и взаимодействующих с ним упорного винта с электромеханическим приводом и гидравлического толкателя. Штанга гидравлического толкателя шарнирно соединена со штоком гидроцилиндра.
Основным недостатком данной конструкции двухвалковой рабочей клети так же как и предыдущей является размещение механизмов поворота барабанов, выполненных в виде соосно расположенных в станине рабочей клети упорного винта с электромеханическим приводом и гидравлического толкателя, в зоне действия воды и окалины, что снижает надежность и долговечность работы клети, а также затрудняет ее обслуживание.
Другим недостатком конструкции этой рабочей клети так же как и предыдущей является то, что в ней не обеспечивается плотное прижатие барабанов к опорной поверхности станины из-за отсутствия жесткой связи между поворотным сухарем, упорным винтом и гидравлическим толкателем механизмов поворота барабанов, что также снижает надежность и долговечность рабочей клети.
Еще один недостаток конструкции рабочей клети обусловлен невозможностью изменения угла подачи во время процесса прокатки из-за малых скоростей электромеханического привода упорного винта и наличия только одного гидравлического толкателя.
Задачей настоящего изобретения является повышение надежности и долговечности конструкции двухвалковой рабочей клети стана поперечно-винтовой прокатки, расширение ее технологических возможностей и улучшение обслуживания.
Поставленная задача достигается тем, что в двухвалковой рабочей клети стана поперечно-винтовой прокатки, содержащей станину, барабаны с установленными в их нижней части поворотными сухарями, размещенные в барабанах рабочие валки, механизмы поворота барабанов на угол подачи, каждый из которых выполнен в виде соосно расположенных упорного винта и гидравлического толкателя, взаимодействующих с поворотным сухарем барабана, согласно изобретению, каждый барабан снабжен дополнительным гидравлическим толкателем, расположенным в станине рабочей клети и взаимодействующим с установленным в нижней части барабана поворотным сухарем, и дополнительным поворотным сухарем, смонтированным в верхней части барабана, а механизмы поворота барабанов на угол подачи, выполненные в виде соосно расположенных упорного винта и гидравлического толкателя, установлены в предусмотренной крышке станины рабочей клети с возможностью взаимодействия с дополнительным поворотным сухарем.
Такое конструктивное выполнение двухвалковой рабочей клети позволяет повысить ее надежность и долговечность, а также улучшить ее обслуживание благодаря тому, что механизмы поворота барабанов рабочей клети, выполненные в виде соосно расположенных упорного винта с электромеханическим приводом и гидравлического толкателя, установлены в крышке станины рабочей клети, то есть вне зоны действия воды и окалины, а гидравлический цилиндр дополнительного толкателя, размещенный в станине рабочей клети, может быть надежно защищен от воздействия вышеперечисленных факторов.
Кроме того, надежность и долговечность рабочей клети повышается благодаря наличию в каждом механизме поворота барабана двух толкателей, которые в результате воздействия гидроцилиндров и взаимодействия с поворотными сухарями плотно прижимают барабаны к опорной поверхности станины, ликвидируя тем самым ненужные зазоры.
Расширение технологических возможностей предложенной двухвалковой рабочей клети достигается благодаря возможности изменения угла подачи во время процесса прокатки в результате поворота барабана по часовой и против часовой стрелки с помощью входящих в состав каждого барабана двух гидравлических толкателей при неподвижном упорном винте.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
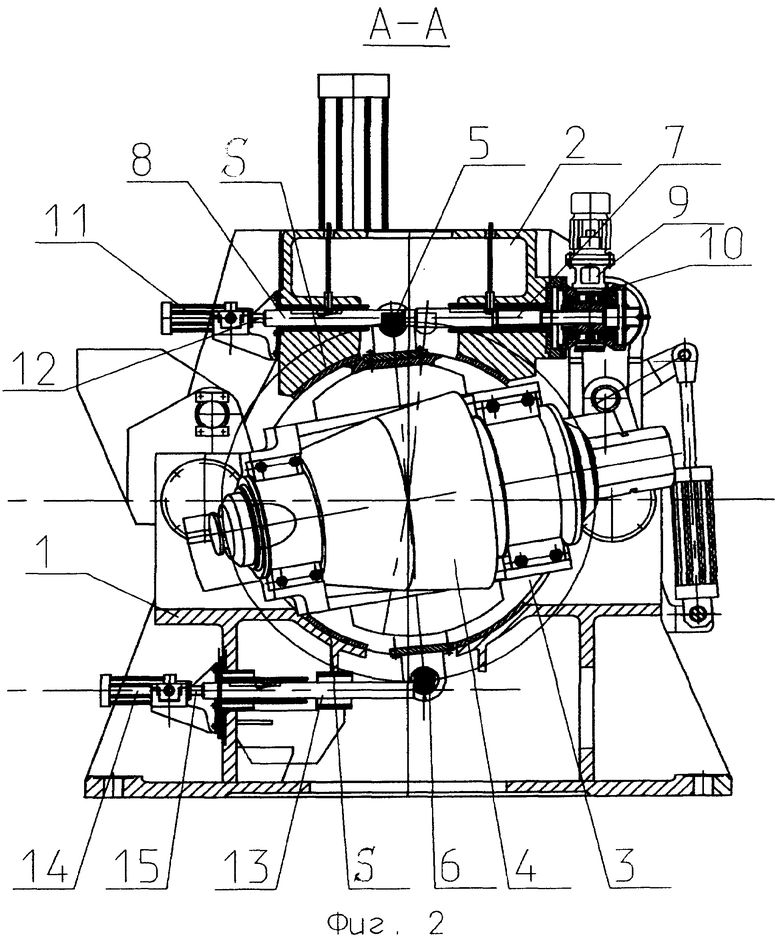
на фиг.1 изображена двухвалковая рабочая клеть стана поперечно-винтовой прокатки,
на фиг.2 - то же, разрез А-А на фиг.1.
Двухвалковая рабочая клеть стана поперечно-винтовой прокатки содержит станину 1 с крышкой 2, барабаны 3 с размещенными в них рабочими валками 4, механизмы поворота барабанов на угол подачи. Каждый барабан 3 снабжен двумя поворотными сухарями 5 и 6, при этом сухарь 5 установлен в верхней части барабана, а сухарь 6 - в нижней его части.
Каждый механизм поворота барабана содержит соосно расположенные в крышке 2 станины 1 упорный винт 7 и гидравлический толкатель 8, взаимодействующие с установленным в верхней части барабана 3 поворотным сухарем 5.
Для установки упорного винта 7 в необходимое положение служит электромеханический привод 9 с червячной передачей 10. Для поворота барабана по часовой стрелке толкатель 8 перемещают с помощью гидроцилиндра 11, шток 12 которого шарнирно соединен с толкателем 8.
Кроме того, каждый механизм поворота барабана снабжен гидравлическим толкателем 13, расположенным в станине рабочей клети и взаимодействующим с установленным в нижней части барабана сухарем 6. Для поворота барабана против часовой стрелки толкатель 13 перемещают с помощью гидроцилиндра 14, шток 15 которого шарнирно соединен с толкателем 13.
До настройки валков 4 на необходимый угол подачи барабаны 3 с помощью гидравлических толкателей 8 и 13 устанавливают в положение, при котором закрепленный в их верхней части поворотный сухарь 5 не контактирует с упорным винтом 7.
При настройке каждого валка 4 упорный винт 7 с помощью электромеханического привода 9 устанавливают на необходимый угол подачи, затем подают давление в гидроцилиндры 11, 14 и с помощью толкателей 8, 13, взаимодействующих с поворотными сухарями 5 и 6 соответственно, поворачивают барабан 3 до контакта поворотного сухаря 5 с упорным винтом 7 и плотно прижимают барабан 3 к опорной поверхности S станины 1 рабочей клети.
Во время процесса прокатки упорный винт 7 настроен на определенный угол подачи. Регулировку же угла подачи в процессе прокатки производят поворотом барабанов 3 с помощью взаимодействующих с сухарями 5 и 6 гидравлических толкателей 8 и 13 по часовой или против часовой стрелки.
Таким образом, предложенная конструкция двухвалковой рабочей клети стана поперечно-винтовой прокатки позволяет повысить ее надежность и долговечность, расширить технологические возможности и улучшить обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Устройство для разворота барабана с валками | 1978 |
|
SU738732A1 |
| ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2433006C1 |
Изобретение относится к области трубопрокатного производства и касается усовершенствования конструкции механизмов поворота барабанов в двухвалковой рабочей клети стана поперечно-винтовой прокатки. Двухвалковая рабочая клеть стана поперечно-винтовой прокатки содержит станину, барабаны с установленными в их нижней части поворотными сухарями, размещенные в барабанах рабочие валки, механизмы поворота барабанов на угол подачи. Механизмы поворота барабанов на угол подачи выполнены в виде соосно расположенных упорного винта и гидравлического толкателя, которые установлены в крышке станины рабочей клети. Каждый барабан снабжен дополнительным гидравлическим толкателем, расположенным в станине рабочей клети и взаимодействующим с установленным в нижней части барабана поворотным сухарем, и дополнительным поворотным сухарем, смонтированным в верхней части барабана. Каждый механизм поворота барабана на угол подачи взаимодействует с дополнительным поворотным сухарем. Обеспечивается повышение надежности и долговечности конструкции двухвалковой рабочей клети стана поперечно-винтовой прокатки, расширение ее технологических возможностей и улучшение обслуживания. 2 ил.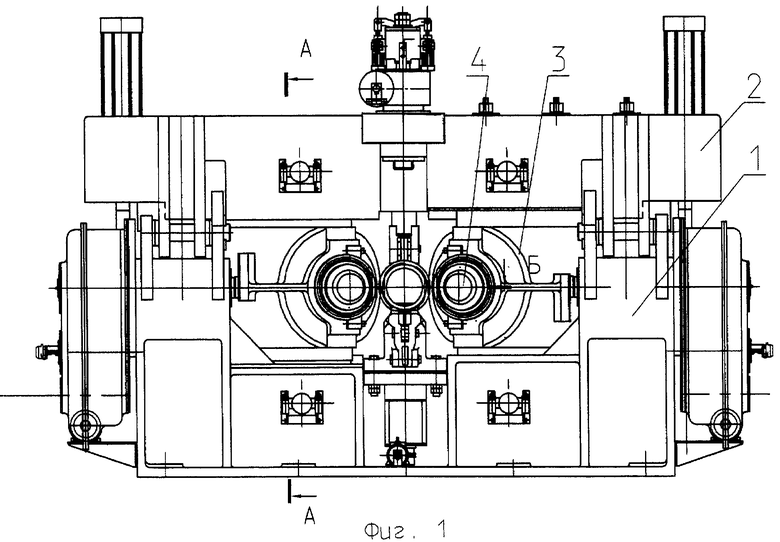
Двухвалковая рабочая клеть стана поперечно-винтовой прокатки, содержащая станину, барабаны с установленными в их нижней части поворотными сухарями, размещенные в барабанах рабочие валки, механизмы поворота барабанов на угол подачи, каждый из которых выполнен в виде соосно расположенных упорного винта и гидравлического толкателя, взаимодействующих с поворотным сухарем барабана, отличающаяся тем, что каждый барабан снабжен дополнительным гидравлическим толкателем, расположенным в станине рабочей клети и взаимодействующим с установленным в нижней части барабана поворотным сухарем, и дополнительным поворотным сухарем, смонтированным в верхней части барабана, а механизмы поворота барабанов на угол подачи, выполненные в виде соосно расположенных упорного винта и гидравлического толкателя, установлены в предусмотренной крышке станины рабочей клети с возможностью взаимодействия с дополнительным поворотным сухарем.
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| Механизм установки барабана с валком на угол подачи | 1990 |
|
SU1792757A1 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| Механизм разворота барабана с валком косовалкового стана | 1980 |
|
SU863022A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| DE 4017348 A, 05.12.1991 | |||
| Длинноходовой гидропневматический механизм | 1987 |
|
SU1446365A1 |
| US 6546772 B2, 15.04.2003. | |||

