Изобретение относится к обработке металлов давлением и может быть использовано для формирования углов и фасок на плоских заготовках.
Известен штамп для Нормирования углов и фасок на торцах плоских заготовок (см. ГОСТ 23292-78, тип 2, черт. 3), взятый за прототип. Штамп содержит верхнюю подвижную плиту с установленными на ней пуансоном и подпружиненным прижимом и нижнюю неподвижную плиту с матрицей и двумя узлами базирования по торцевым плоскостям заготовки.
Недостатком описанного штампа является сложность переналадки штампа из-за необходимости использования шаблона, что ведет к увеличению времени наладки и, следовательно, повышению себестоимости изготовления деталей и ограничению его технологических возможностей.
Предлагаемым изобретением решается задача расширения технологических возможностей штампа и снижения себестоимости изготовления деталей.
Технический результат, получаемый от использования изобретения, заключается в обеспечении установки базовых поверхностей штампа под любым углом друг к другу, а также в снижении времени наладки штампа за счет исключения использования шаблона.
Указанный технический результат достигается тем, что в штампе для формирования углов и фасок на торцах плоских заготовок, содержащем верхнюю подвижную плиту с установленными на ней пуансоном и подпружиненным прижимом и нижнюю неподвижную плиту с матрицей и двумя узлами базирования по торцевым плоскостям заготовки, новым является то, что штамп снабжен узлом предварительного торцевого базирования заготовки по точке, выполненным в виде упора с базовой торцевой поверхностью, размещенного на нижней плите с возможностью регулировки его положения вдоль горизонтальной оси симметрии штампа, а каждый из узлов базирования по торцевой плоскости заготовки выполнен в виде двух дисков, подвижной и упорной планок, при этом один из дисков выполнен неподвижным относительно нижней плиты, а другой диск вместе с подвижной и упорной планками выполнены поворотными относительно неподвижного диска, причем подвижная и упорная планки установлены на поворотном диске с возможностью линейного перемещения по плоскости поворотного диска.
Снабжение штампа узлом предварительного торцевого базирования заготовки позволяет предварительно дослать заготовку до базы, а размещение узлов базирования по торцевой плоскости заготовки на поворотных дисках позволяет поворачивать и устанавливать заготовку в любом окончательном положении относительно рубящего пуансона, что позволяет расширить номенклатуру изготавливаемых деталей и исключить использование шаблонов при наладке штампа.
Таким образом, сравнение заявляемого изобретения с прототипом позволило установить его соответствие критерию "новизна".
При анализе уровня техники в данной области было выявлено, что заявляемая совокупность существенных признаков обеспечивает данному изобретению соответствие критерию "изобретательский уровень".
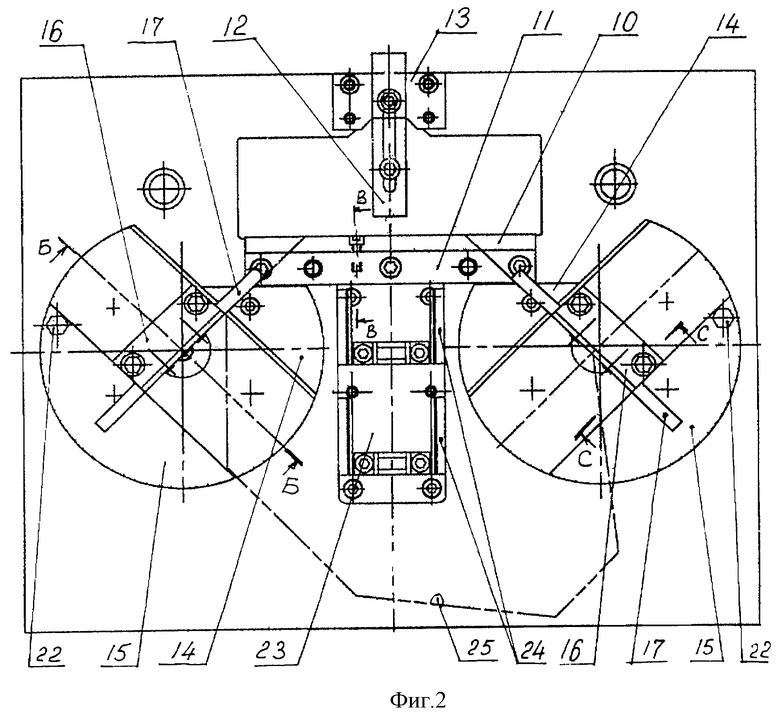
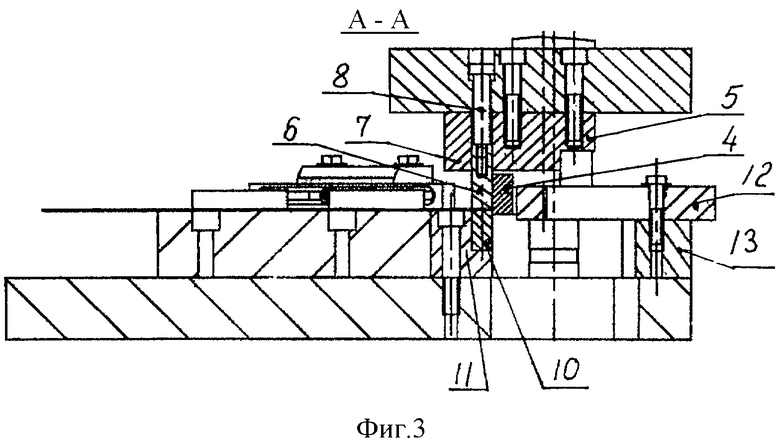
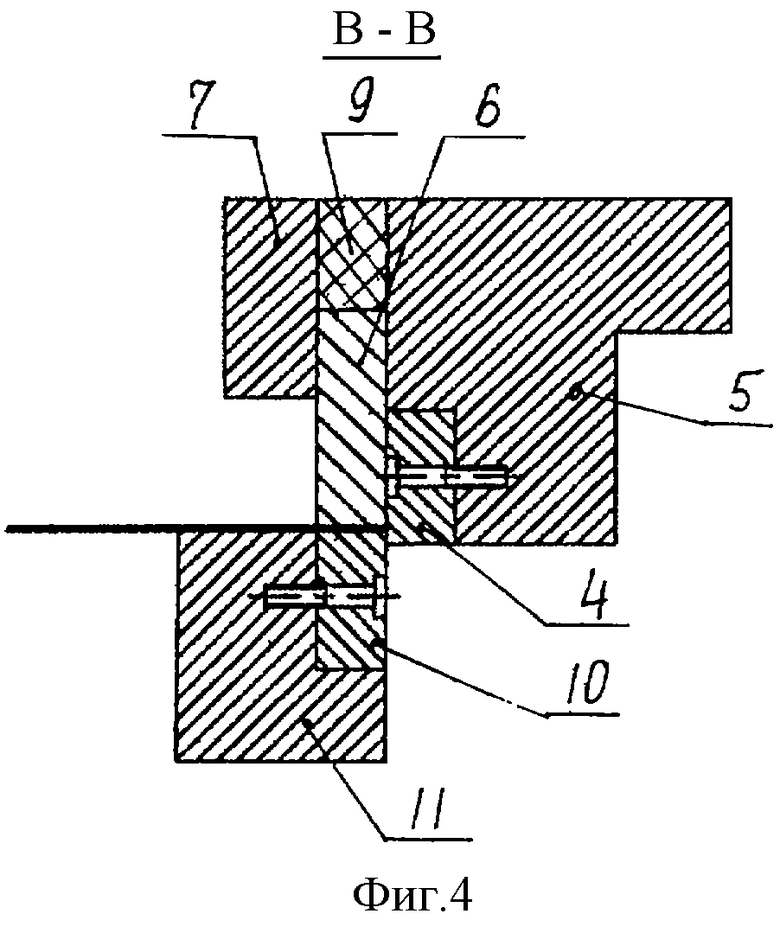
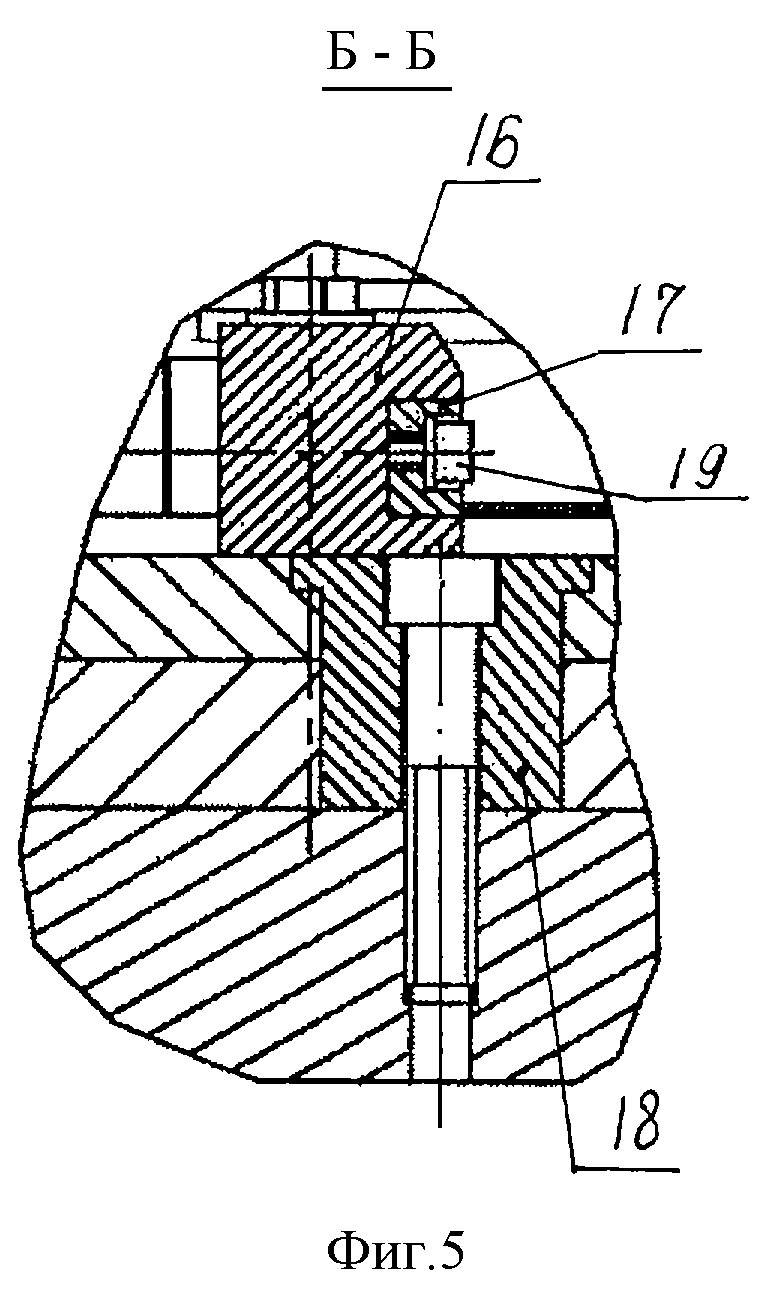
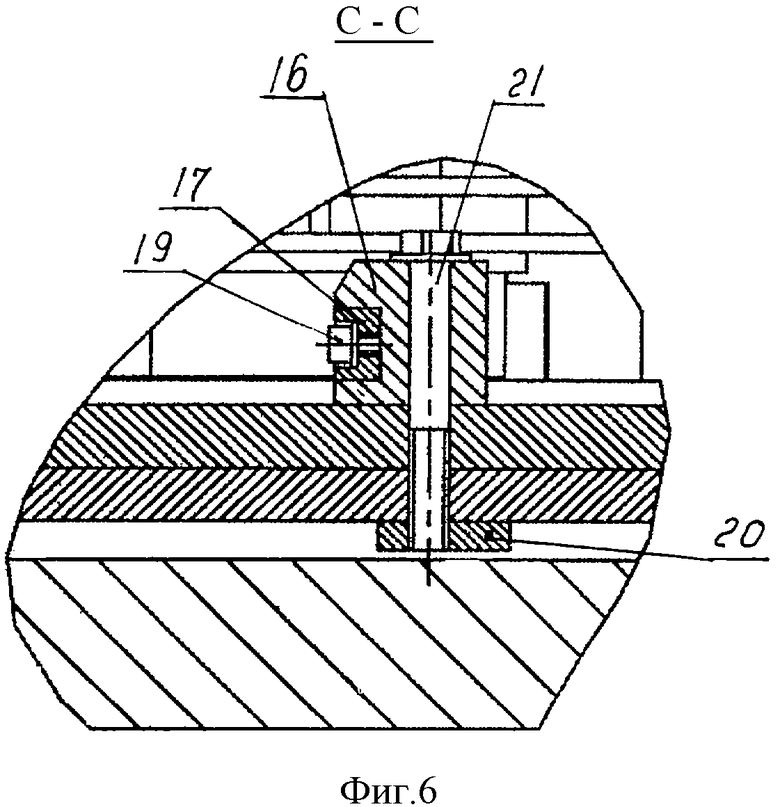
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид штампа спереди; на фиг. 2 - то же, вид сверху без пуансонной части и верхней плиты; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - пуансонная часть, разрез В-В на фиг. 2; на фиг.5 - узел базирования по торцевой плоскости, разрез Б-Б на фиг. 2; на фиг.6 - узел базирования по торцевой плоскости, разрез С-С на фиг.2.
Штамп для формирования углов и фасок на торцах плоских заготовок содержит верхнюю подвижную плиту 1 и нижнюю неподвижную плиту 2, связанные между собой направляющей парой 3. На верхней плите 1 установлены пуансон 4 при помощи держателя 5, прижим 6 при помощи направляющей планки 7 и винтов 8, пластичный буфер 9, расположенный между плитой 1 и прижимом 6.
На нижней неподвижной плите 2 закреплена матрица 10 при помощи держателя 11. На плите 2 размещен узел предварительного торцевого базирования заготовки по точке, выполненный в виде упора 12 с базовой торцевой поверхностью, установленного на стойке 13 с возможностью регулировки его положения вдоль горизонтальной оси симметрии штампа. На нижней плите 2 размещены также два узла базирования по торцевым плоскостям заготовки, каждый из которых выполнен в виде двух дисков 14, 15, подвижной планки 16 и упорной планки 17, при этом диск 14 выполнен неподвижным относительно нижней плиты 2, а диск 15 установлен на оси 18 и вместе с подвижной планкой 16 и упорной планкой 17 выполнены поворотными относительно неподвижного диска 14. Подвижная планка 16 и упорная планка 17 установлены на поворотном диске 15 с возможностью линейного перемещения по плоскости поворотного диска 15, при этом упорная планка 17 фиксируется при помощи винта 19, а подвижная планка 16 фиксируется при помощи зажимных планок 20 и винтов 21. Диск 15 фиксируется винтами 22.
Для обрубки прямолинейных полос небольшой ширины штамп может быть снабжен шаблонным узлом, размещенным напротив узла предварительного базирования и выполненным в виде стойки 23 и четырех съемных шаблонов 24.
Технология регулировки, закладки заготовки и работа штампа заключаются в следующем.
Работа штампа начинается с поворота на нужный угол поворотных дисков 15 (на них нанесена угловая разметка) и зажима их винтами 22. После этого устанавливается упор 12 (на него нанесена линейная разметка) и фиксируется относительно стойки 13. Далее в рабочую зону штампа на матрицу 10 укладывается заготовка 25 и углом досылается до торцевой базовой поверхности упора 12. Тем самым осуществляется предварительное торцевое базирование заготовки по точке. Затем к двум смежным торцевым поверхностям обрабатываемого угла заготовки 25 подводят подвижные планки 16 и упорные планки 17 и закрепляют их. Штамп готов к работе. При опускании верхней плиты 1 происходит поджим заготовки 25 за счет прижима 6 под воздействием эластичного буфера 9. При дальнейшем опускании плиты 1 происходит обрубка угла у заготовки пуансоном 4 и матрицей 10.
При обрубке прямолинейных полос небольшой ширины (до 100 мм) работают шаблоны 24.
При обрубке углов и прямолинейных полос большей величины шаблоны 24 снимаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2005 |
|
RU2299108C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| ШТАМП ДЛЯ ГИБКИ ВЕТВИ ТРАНСПОРТНОЙ СЕТКИ | 2000 |
|
RU2191083C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ГОФРАМИ | 2003 |
|
RU2246366C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2539641C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для формирования углов и фасок на плоских заготовках. Штамп для формирования углов и фасок на торцах плоских заготовок содержит верхнюю подвижную плиту с пуансоном и прижимом и нижнюю неподвижную плиту с матрицей и двумя узлами базирования по торцевым плоскостям заготовки. Каждый из узлов базирования выполнен в виде неподвижного диска и поворотного диска, на котором установлены подвижная и упорная планки, перемещаемые по плоскости поворотного диска. Штамп оснащен узлом предварительного торцевого базирования заготовки по точке, выполненным в виде упора с базовой торцевой поверхностью, размещенного на нижней плите с возможностью регулировки его положения вдоль горизонтальной оси симметрии штампа. В результате обеспечивается расширение технологических возможностей и снижение себестоимости деталей. 6 ил.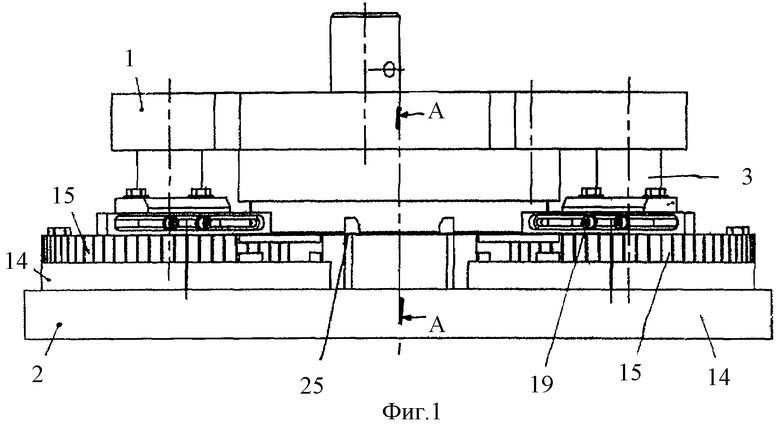
Штамп для формирования углов и фасок на торцах плоских заготовок, содержащий верхнюю подвижную плиту с установленными на ней пуансоном и подпружиненным прижимом и нижнюю неподвижную плиту с матрицей и двумя узлами базирования по торцевым плоскостям заготовки, отличающийся тем, что он снабжен узлом предварительного торцевого базирования заготовки по точке, выполненным в виде упора с базовой торцевой поверхностью, размещенного на нижней плите с возможностью регулировки его положения вдоль горизонтальной оси симметрии штампа, а каждый из узлов базирования по торцевой плоскости заготовки выполнен в виде двух дисков, подвижной и упорной планок, при этом один из дисков выполнен неподвижным относительно нижней плиты, а другой диск и подвижная и упорная планки выполнены поворотными относительно неподвижного диска, причем подвижная и упорная планки установлены на поворотном диске с возможностью линейного перемещения по плоскости поворотного диска.
| ГОСТ 23293-78 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для обрезки кромокКОРОбчАТыХ дЕТАлЕй | 1978 |
|
SU795637A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| GB 1053692, 04.06.1967. | |||
