Изобретение относится к обработке металлов давлением, в частности к штампам для гибки ветви транспортной сетки из проволоки.
Известна конструкция штампа для изготовления деталей замкнутого контура гибкой прямолинейных заготовок (см. а.с. 810336, МКИ В 21 D 7/06), содержащая смонтированную на одной из плит ступенчатую матрицу и размещенный в закрепленном на другой плите штампа пуансонодержатель с подпружиненным относительно него пуансоном, состоящим из последовательно расположенных в плоскости, перпендикулярной плоскости гиба, ступеней - оправок и механизма включения в работу ступеней - оправок пуансона.
В данном случае на устройстве возможно производить гибку заготовки только в одной плоскости. Оно не применимо для производства нескольких одноименных гибов, равномерно расположенных на длине ветви транспортной сетки, так как жесткий пуансон не позволяет осуществлять плотное его прилегание по всей длине матрицы. Размер матрицы по высоте равен штампуемому участку, что приведет при гибе к заваливанию элемента, соседствующего с подвергающемуся гибке, и в результате возникающих при этом внутренних напряжений приведет к серповидности ветви по длине относительно горизонтальной плоскости.
Наиболее близким по технической сущности к заявленной конструкции является штамп для гибки W-образных деталей (см. а.с. 632434, МКИ В 21 D 22/02), содержащий пуансон с центральной частью, подвижный относительно краевых, и матрицу с закрепленными на ней прижимом и фиксатором.
Данное устройство также невозможно использовать для одновременной гибки нескольких элементов ветви транспортной сетки, равномерно расположенных по ней, так как составные части пуансона не имеют возможности перемещения в плоскости относительно друг друга, что не создает условий плотного прилегания всего составного пуансона к матрице в конце процесса гибки. Это обстоятельство не позволит получить элементы с одинаковыми размерами по всей длине ветви. Кроме того, как и в предыдущем устройстве, использование матрицы с высотой, равной высоте штампуемого участка, приведет к серповидности ветви по длине относительно горизонтальной плоскости.
Технической задачей, на решение которой направлено изобретение, является повышение качества, заключающееся в получении детали без серповидности в основной плоскости и штампованных участков перемычек, не отличающихся друг от друга размерами.
Средство достижения технического результата состоит в том, что в предлагаемом штампе для гибки ветви транспортной сетки, содержащем матрицу с пазом для подпружиненной планки, выполненной с возможностью перемещений при помощи штифта, и пуансон, составные части которого шарнирно соединены и закреплены в пуансонодержателях, на которых установлены цилиндрические направляющие с возможностью перемещения в них прижимов, закрепленных на штоках штампующих цилиндров привода, а на крайних частях пуансона закреплены проушины, в пазах которых установлены оси, контактирующие с вилками штоков фиксирующих цилиндров привода, при этом высота рабочих поверхностей матрицы выполнена меньше высоты штампуемого участка.
Предлагаемое изобретение поясняется чертежом.
На фиг.1 показан общий вид штампа.
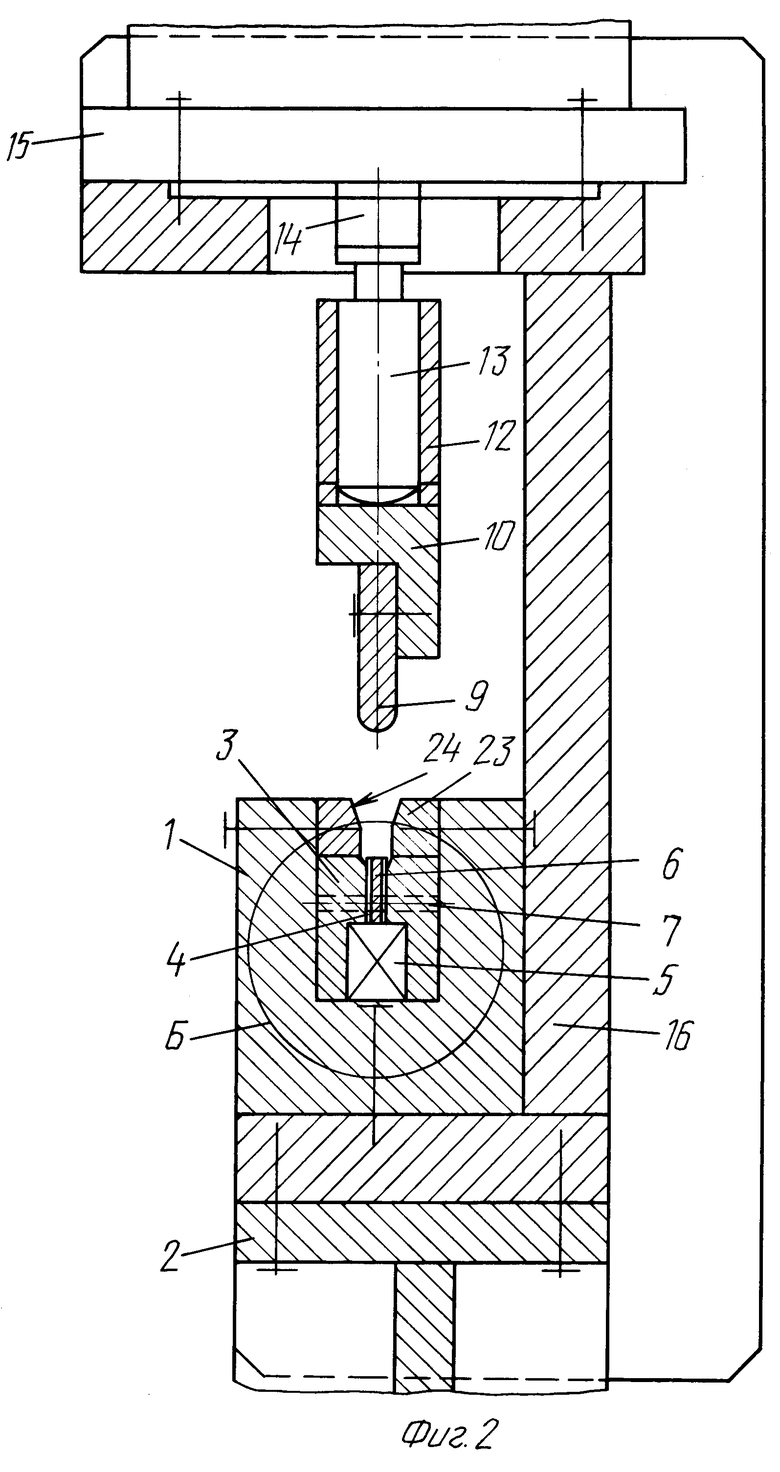
На фиг.2 - разрез на фиг.1.
На фиг.3 - плоская заготовка.
На фиг.4 - готовое изделие (вид сверху и сбоку).
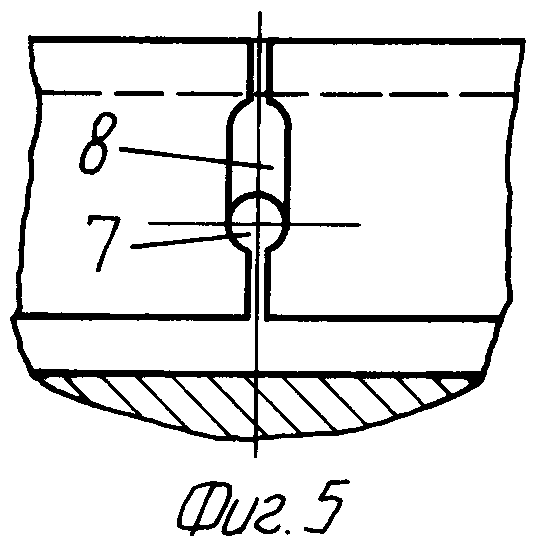
На фиг.5 - узел Б на фиг.1.
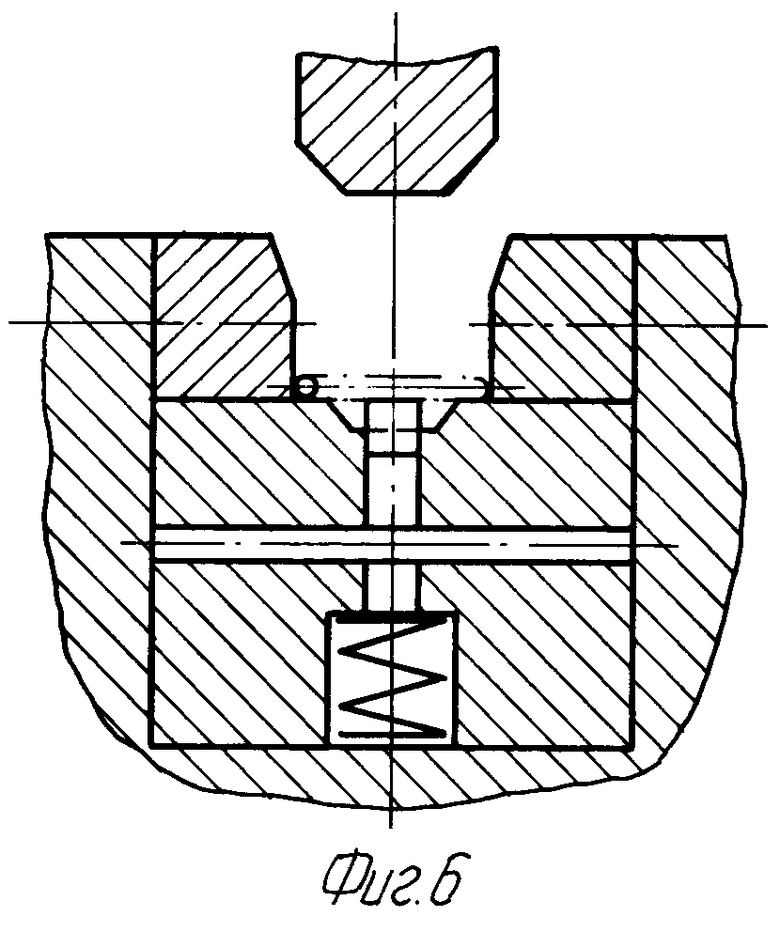
На фиг.6 - узел В на фиг.2 - исходное положение.
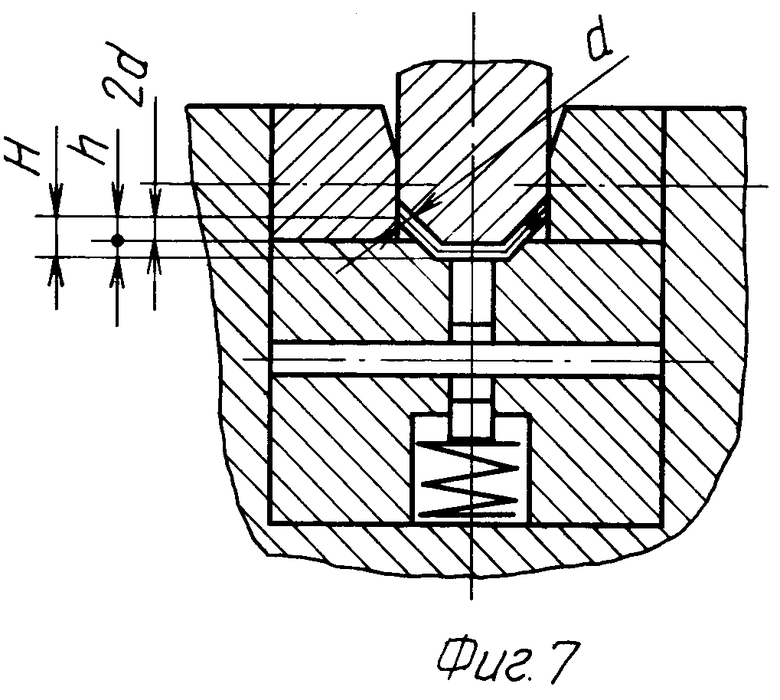
На фиг.7 - узел В на фиг.2 - рабочее положение.
Штамп для гибки ветви транспортной сетки содержит смонтированную в корпусе 1 станины 2 матрицу 3 с пазом 4 для подпружиненной пружиной 5 планки 8, выполненной с возможностью перемещения при помощи штифта 7, расположенного в пазу 8, пуансон 9, состоящий из отдельных частей, закрепленных на пуансонодержателях 10, соединенных между собой осями 11. На пуансонодержателях установлены цилиндрические направляющие 12, взаимодействующие с прижимами 13, закрепленными на штоках 14 штампующих цилиндров 15 привода, смонтированных в корпусах 16 станины и проушины 17, в пазах 18 которых установлены оси 19, контактирующие с вилками 20 штоков 21 фиксирующих цилиндров 22 привода. На матрице установлены направляющие 23 с наклонными участками 24, а на торце корпуса закреплены ограничительные планки 25.
Во избежание прогиба ветви по длине относительно горизонтальной плоскости при обработке высота рабочих поверхностей матрицы "h" берется меньше высоты штампуемого участка (выштамповок) Н на два d (диаметра проволоки или высоты заготовки), то есть h=Н-2d.
Штамп работает следующим образом. На планки 6, которые в исходном положении находятся в одной горизонтальной плоскости с верхней поверхностью матрицы 3, устанавливается предварительно изготовленная из проволоки плоская заготовка. В начале работы фиксирующие цилиндры 22 предварительно прижимают пуансоном 9 заготовку к подпружиненным планкам 6 и верхней поверхности матрицы 3. Затем включаются в работу штампующие цилиндры 15 привода. При этом прижимы 13, закрепленные на штоках 14 штампующих цилиндров 15 привода, вертикально перемещаются в направляющих 12 и, прижимая планки 6 через заготовку, утапливают ее до соприкосновение рабочих поверхностей пуансона 9 через изделия с рабочими поверхностями матрицы 3. При этом вилки 20, установленные на штоках фиксирующих цилиндров 22, остаются на месте, но не препятствуют дальнейшему движению пуансона 9 вниз за счет перемещения осей 19 в пазах 18 проушин 17. Происходит процесс гибки. По окончании операции пуансон 9 возвращается в исходное положение и готовое изделие удаляется из рабочей зоны штампа.
Таким образом предлагаемый штамп создает возможность производства одновременно нескольких выштамповок в ветви транспортной цепи, добиваясь при этом высокого качества изделия, то есть строгого соответствия чертежу размеров всех выштамповок на одной ветви и прямолинейности основной плоскости ветви за счет установки составного пуансона с возможностью перемещения в вертикальной плоскости отдельных его частей друг относительно друга, а также выполнение матрицы высотой на два размера меньше высоты выштамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ | 1995 |
|
RU2097161C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |


Изобретение относится к обработке металлов давлением, в частности к штампам для гибки ветви транспортной сетки из проволоки. В штампе для гибки ветви транспортной сетки, содержащем матрицу с пазом для подпружиненной планки, выполненной с возможностью перемещения при помощи штифта, и пуансон, составные части которого шарнирно соединены и закреплены в пуансонодержателях, на которых установлены цилиндрические направляющие с возможностью перемещения в них прижимов, закрепленных на штоках штампующих цилиндров привода, а на крайних частях пуансона закреплены проушины, в пазах которых установлены оси, контактирующие с вилками штоков фиксирующих цилиндров привода, при этом высота рабочих поверхностей матриц выполнена меньше высоты штампуемого участка. Повышается качество за счет исключения серповидности. 7 ил.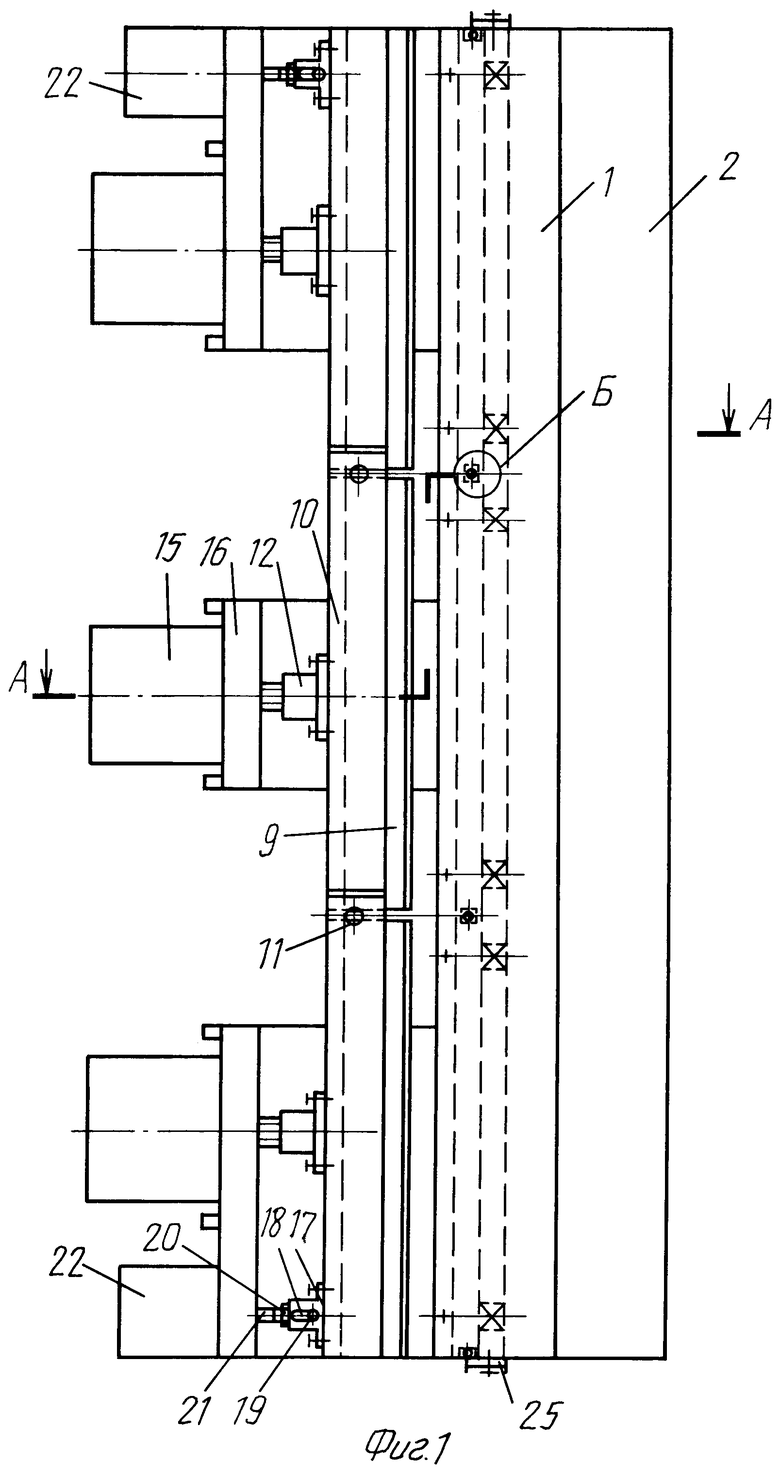
Штамп для гибки ветви транспортной сетки, содержащий матрицу и пуансоны, отличающийся тем, что пуансоны закреплены в соединенных между собой осями пуансонодержателях, на которых установлены цилиндрические направляющие с возможностью перемещения в них прижимов, закрепленных на штоках штампующих цилиндров привода, а на крайних пуансонодержателях закреплены проушины, в пазах которых установлены оси, контактирующие с вилками штоков фиксирующих цилиндров привода, матрица выполнена с пазом для подпружиненной планки, установленной с возможностью перемещения при помощи штифта, при этом высота рабочей поверхности матрицы выполнена меньше высоты штампуемого участка.
| Штамп для гибки -образных деталей | 1977 |
|
SU632434A1 |
| Пуансон для формовки обтяжкой | 1978 |
|
SU741991A1 |
| Штамп для гибки | 1976 |
|
SU602268A1 |
| Штамп для гибки деталей | 1975 |
|
SU547258A1 |
| GB 1570354, 02.07.1980 | |||
| US 3472055, 14.10.1969. | |||

