Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для гибки деталей сложной криволинейной формы из листового материала.
Известный штамп для гибки листовых заготовок содержит пуансон и выполнен в виде сегментов полуматрицы, установленной в выемке цилиндрической формы подвижного корпуса (см. а.с. СССР N643223, МКИ В21D 22/02).
Недостатками этого штампа являются:
- невозможность регулировки позиционирования заготовки, т.е. не одна база,
- получение деталей только V-образного профиля от 15° до 180°,
- гибка деталей одной толщины.
Известно гибочное устройство для листового материала, использующее поворотную матрицу, содержащее опору с установленной на ней матрицей, пуансон и хвостовик (см. заявка Японии N47-47512, МКИ В21D 11/02). Устройство принято за прототип.
Недостатками данного устройства являются:
- изготовление деталей маленьких размеров,
- гибка деталей одной толщины,
- получение деталей только V-образного и U-образного профиля,
- недостаточная фиксация детали.
Задачей предлагаемого изобретения является снижение себестоимости и повышение качества изготовления деталей сложной криволинейной формы.
Технический результат, получаемый при осуществлении изобретения, заключается в следующем:
- изготовление деталей сложной криволинейной формы как из пластичного, так и из малопластичного материала, как из листа постоянной, так и переменной толщины,
- возможность гибки деталей в холодном и в нагретом состоянии.
Указанный результат достигается тем, что в штампе для гибки деталей криволинейной формы, содержащем опору, поворотную матрицу, пуансон, толкатель, новым является то, что пуансон жестко закреплен на опоре, на которой установлен корпус и с возможностью продольного перемещения прижимное устройство, поворотная матрица установлена с возможностью вращения на оси, закрепленной в посадочных местах корпуса, в пазах корпуса размещен толкатель, связанный с поворотной матрицей посредством кулисы, корпус может быть выполнен в виде задней стойки, двух передних стоек и направляющей планки.
Жесткое закрепление пуансона на опоре, на которой установлены корпус и с возможностью продольного перемещения прижимное устройство, позволяет жестко зафиксировать заготовку, что ведет к повышению качества изготовления деталей сложной криволинейной формы.
Установка поворотной матрицы с возможностью вращения на оси, закрепленной в посадочных местах корпуса, позволяет гнуть детали из листа переменной толщины за счет постепенного облегания заготовкой пуансона под воздействием поворотной матрицы.
Размещение в пазах корпуса толкателя, связанного с поворотной матрицей посредством кулисы, позволяет делать гибку деталей в несколько переходов с сохранением единства баз, в частности, в холодном и в нагретом состоянии с фиксацией на несколько секунд и с последующей калибровкой.
На основании вышеизложенного можно сделать вывод о том, что предлагаемое техническое решение обладает "новизной" и "изобретательским уровнем".
Сущность изобретения поясняется чертежами, где на
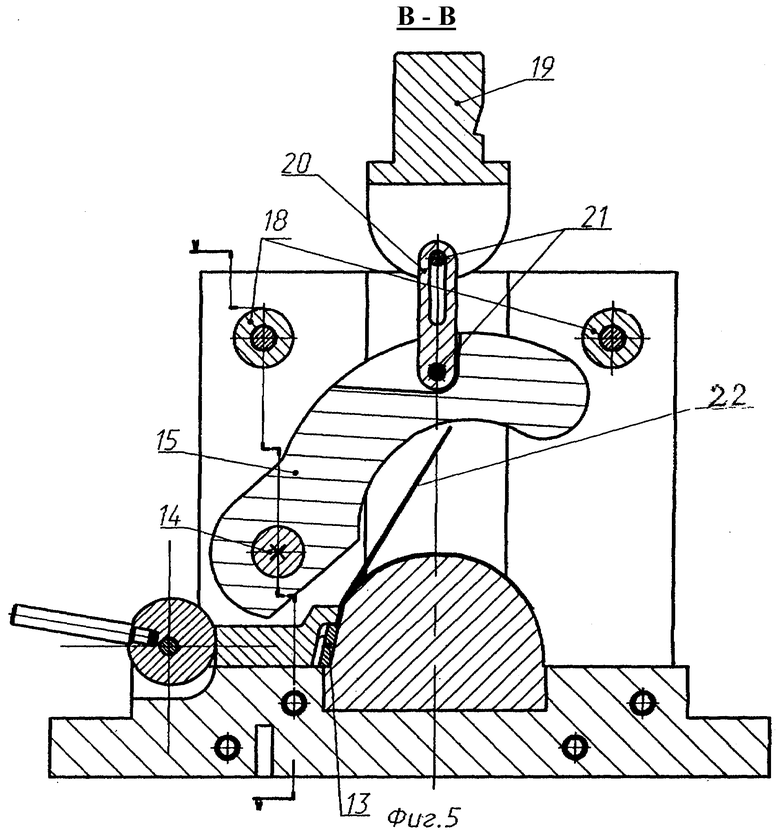
фиг.1 - штамп в разрезе по линии В-В (вид спереди в рабочем положении),
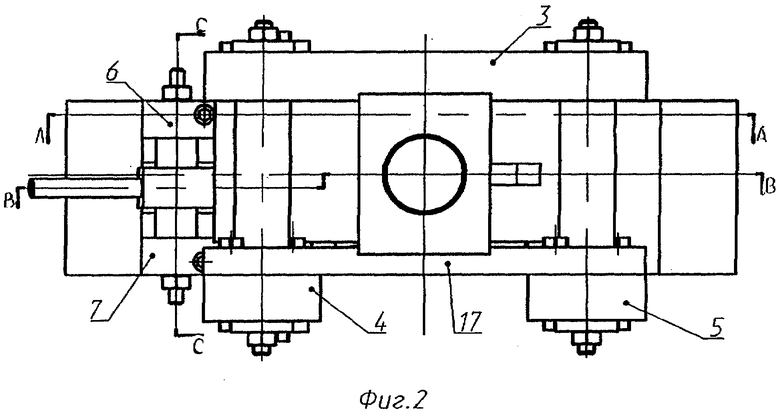
фиг.2 - вид сверху,
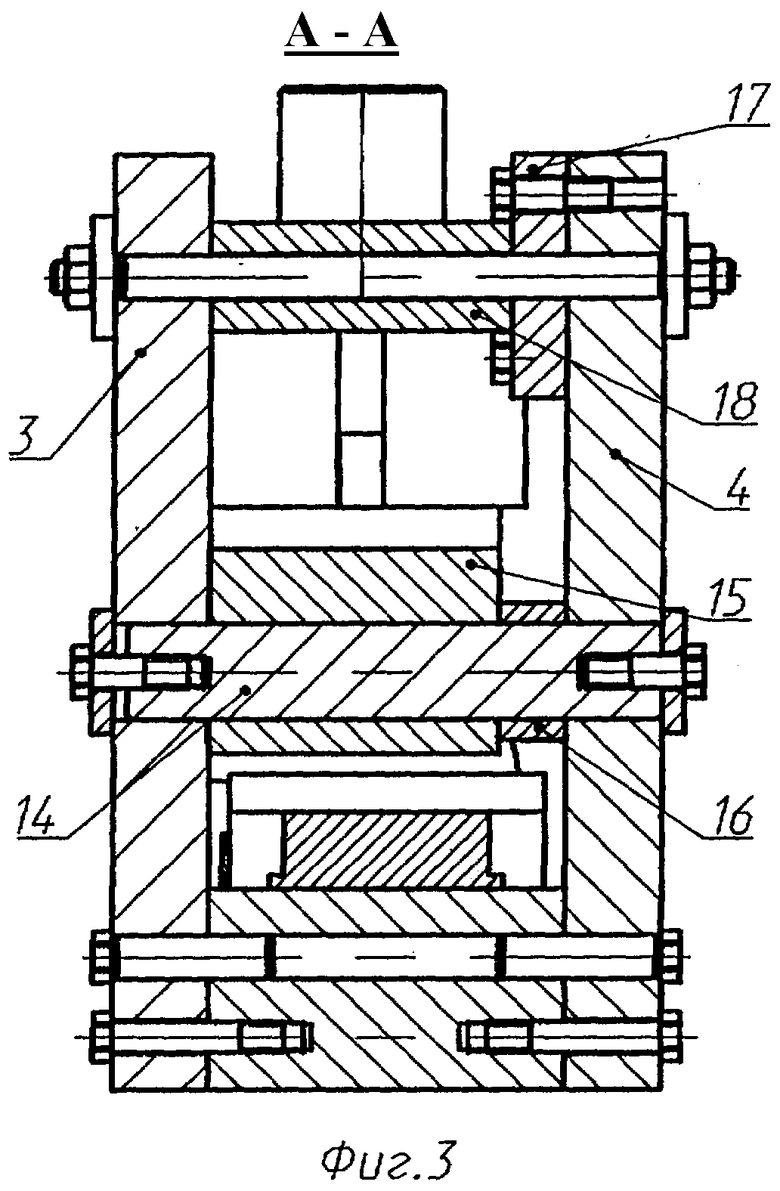
фиг.3 - разрез А-А,
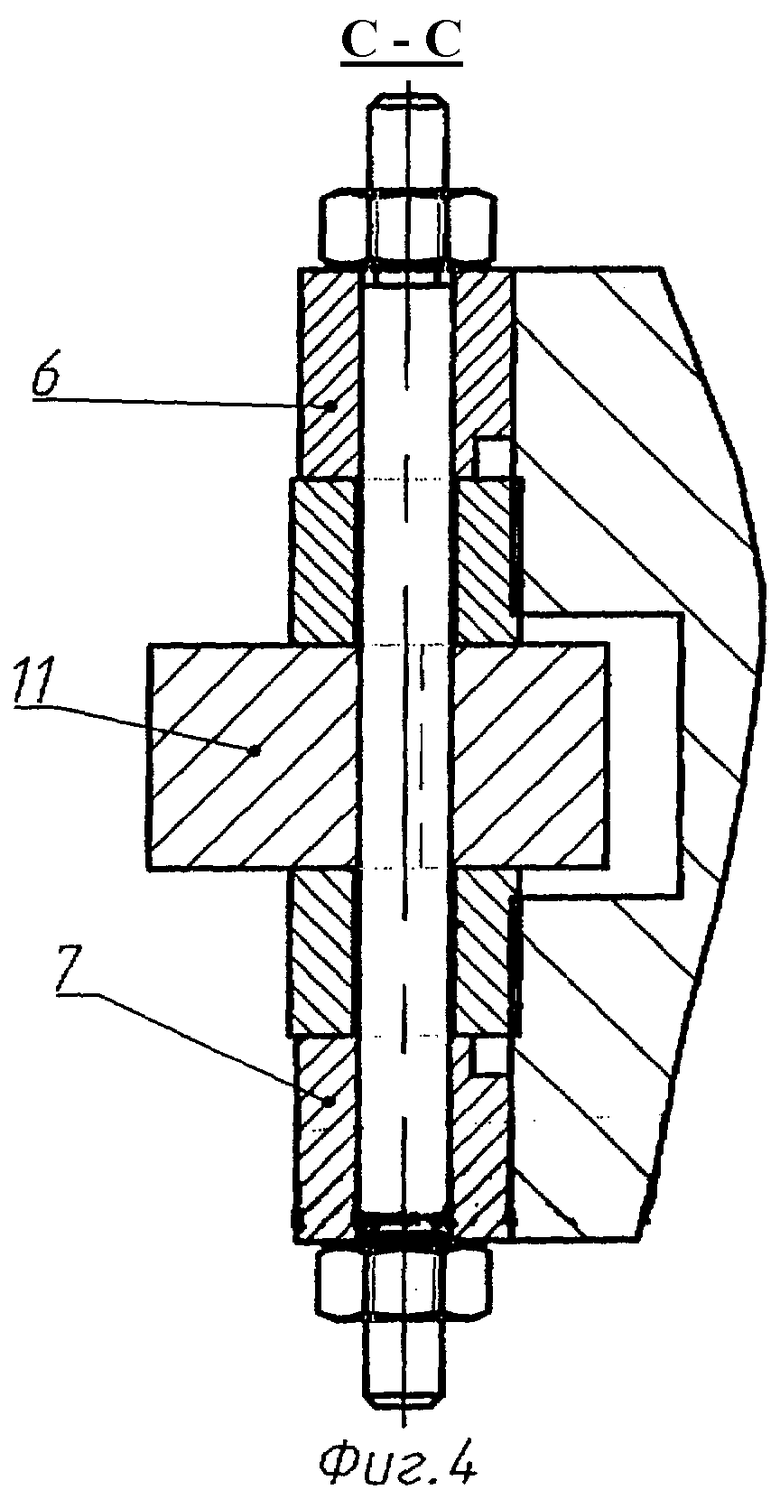
фиг.4 - разрез С-С,
фиг.5 - штамп в разрезе по линии В-В (вид спереди в верхней мертвой точке),
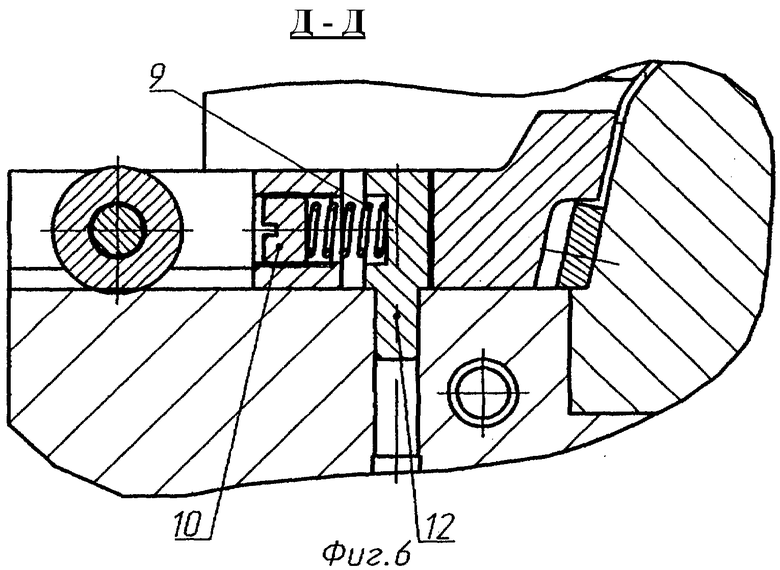
фиг.6 - прижимное устройство с пружинами (разрез по линии Д-Д).
Штамп для гибки деталей криволинейной формы содержит опору 1, на которой жестко закреплены пуансон 2 и корпус, выполненный в виде задней стойки 3, прилегающей к задней стенке пуансона, и двух передних стоек 4 и 5, прилегающих к передней стенке пуансона. Между планками 6 и 7, установленными на опоре, расположено прижимное устройство 8 с возможностью продольного перемещения под воздействием пружин 9 обратного хода на гайки 10, размещенные в соответствующих отверстиях прижимного устройства и эксцентрика 11. Жесткой опорой пружин служат упоры 12, установленные на опоре. К пуансону прикреплен упор 13. На оси 14, закрепленной в соответствующих посадочных местах в задней и передней стойках, установлена с возможностью вращения поворотная матрица 15 с ограничительной втулкой 16. На передних стойках закреплена направляющая планка 17. Между направляющей планкой и задней стойкой установлены распорные втулки 18. В верхней части штампа размещен толкатель 19 с возможностью вертикального перемещения по пазам в задней стойке и направляющей планке. Толкатель связан с поворотной матрицей посредством кулисы 20 и осей 21 и выполняет функции толкателя и хвостовика.
Штамп для гибки деталей работает следующим образом.
1. Случай пластичного материала.
Заготовку 22 в холодном состоянии укладывают в штамп до упора 13, закрепленного на пуансоне 2, под воздействием эксцентрика 11 подводят прижимное устройство 8 и зажимают им заготовку 22. При вертикальном рабочем ходе толкателя 19 под воздействием его радиусной части, соприкасающейся с радиусной поверхностью поворотной матрицы 15, матрица 15 совершает свое круговое движение, постепенно изгибая заготовку 22 и в конце хода прибивая ее к пуансону 2. При подъеме толкателя 19 вверх под воздействием кулисы 20, закрепленной на осях 21, матрица 15 возвращается в исходное положение.
2. Случай малопластичных или очень упругих материалов.
Рядом со штампом устанавливается вакуумная печь, в которой деталь, извлеченная из штампа, нагревается для снятия внутренних напряжений и для достижения более пластичного состояния. Температурный режим выбирается по справочнику металлурга. Затем деталь вынимают из печи и снова помещают в штамп, прижимают матрицей 15 к пуансону 2 и держат в таком положении (в нижней мертвой точке) 20...30 сек. Процесс гибки завершен.
После первой гибки в холодном состоянии в заготовке срабатывают упругие свойства материала, и деталь пружинит, т.е. она теряет приобретенную форму, после нагрева она приближается к получаемой форме, а после повторного помещения в штамп, зажима и выдержки в нем, принимает нужную форму.
При больших партиях штамп может нагреваться, поэтому периодически нужно обдувать потоком воздуха рабочие поверхности штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Штамп гибочный | 1978 |
|
SU753517A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для гибки профилей | 1991 |
|
SU1784341A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки деталей криволинейной формы. Штамп содержит опору с установленными на ней корпусом и прижимным устройством, имеющим возможность продольного перемещения, пуансон, жестко закрепленный на опоре, поворотную матрицу, установленную с возможностью вращения на оси, закрепленной в посадочных местах корпуса, толкатель, размещенный в пазах корпуса и связанный с поворотной матрицей посредством кулисы. Расширяются технологические возможности. Снижается себестоимость и повышается качество деталей. 1 з.п. ф-лы, 6 ил.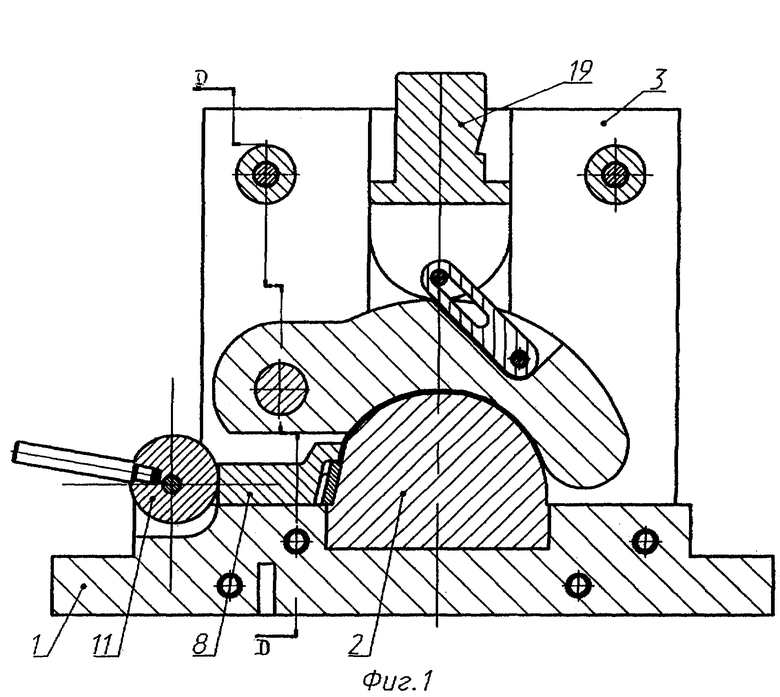
| Гибочный штамп | 1980 |
|
SU912335A1 |
| Гибочный штамп | 1978 |
|
SU719749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТБОРТОВАННОГО ПЛОСКОВЫГНУТОГО ДНИЩА ДЛЯ АВТОЦИСТЕРНЫ | 1998 |
|
RU2148459C1 |
| US 3258948 A, 05.07.1966 | |||
| US 3763685 A, 09.10.1973. | |||

