Изобретение относится к обработке металлов давлением, а именно к обработке поверхностным пластическим деформированием деталей машин с повышенным требованием к качеству поверхностного слоя сферической поверхности.
Известен способ обкатки деталей с неполной сферической поверхностью [1] и устройство для его осуществления, согласно которому обрабатываемая деталь устанавливается на нож таким образом, чтобы центр сферической поверхности оказался на линии центров обкатного и опорного роликов, а цапфа детали - между двумя опорами. Рабочая поверхность роликов имеет профиль тора, малый радиус которого соответствует радиусу обрабатываемой сферической поверхности детали.
К недостаткам данного способа можно отнести скольжение в местах контакта роликов с обрабатываемой поверхностью, что отрицательно сказывается на качестве поверхности.
Наиболее близким по технической сущности к предлагаемому изобретению является способ обработки неполных сферических поверхностей деталей поверхностным пластическим деформированием [2], при котором обрабатываемой детали и деформирующему инструменту сообщают вращательное движение, причем деформирующему инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности.
Недостатком способа является перенаклеп участков сферы, близких к оси вращения детали, который вызван различной плотностью контактирования деформирующих элементов инструмента с деталью. Чем ближе находится рассматриваемый участок сферы к оси вращения детали, тем плотность обработки на нем выше.
Задача, на решение которой направлено изобретение, состоит в улучшении параметров поверхностного слоя на всех участках сферической поверхности.
Это достигается тем, что в известном способе обработки наружных сферических поверхностей, при котором обрабатываемой детали и деформирующему многошариковому инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, в отличие от прототипа деформирующему многошариковому инструменту сообщают дополнительное качательное движение на угол ϕ относительно центра сферической поверхности.
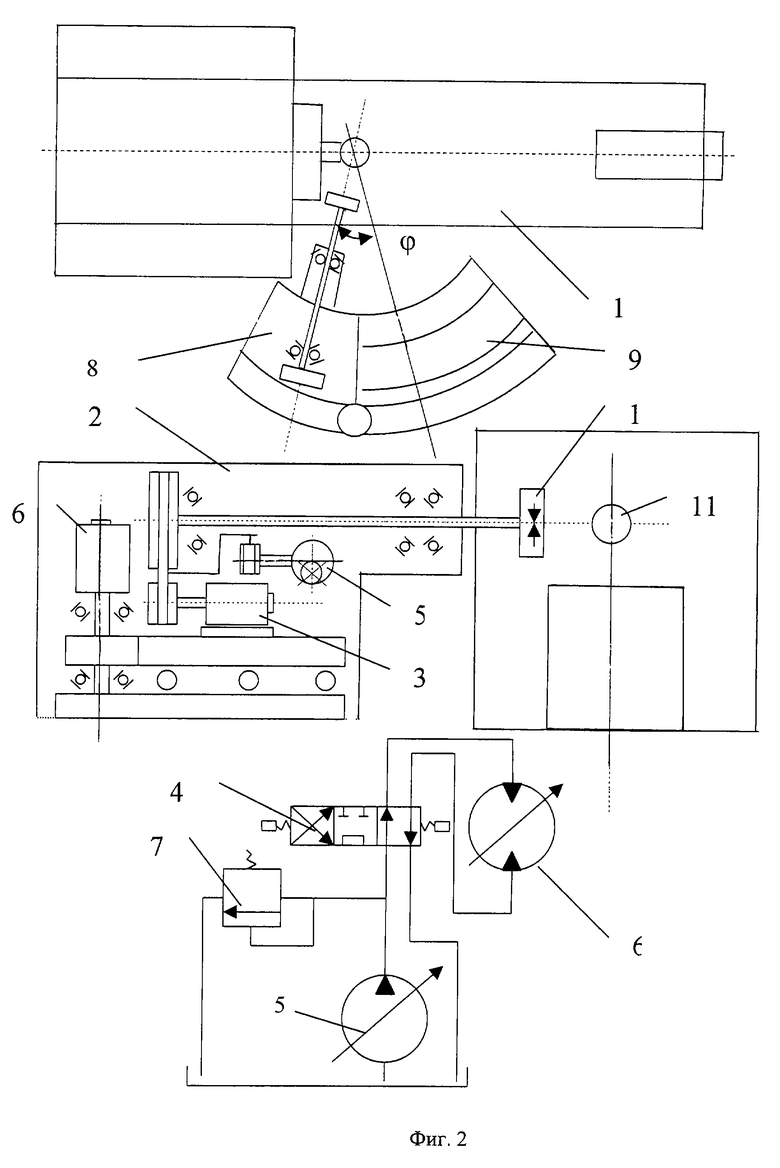
На фиг.1 представлена кинематическая схема обработки наружных сферических поверхностей многошариковым инструментом, где 1 - обрабатываемая деталь, 2 - зажимное устройство шпинделя станка, 3 - деформирующий элемент, 4 - корпус инструмента; на фиг. 2 - пример применения данного способа обработки, представленный гидрокинематической схемой приспособления, на котором создается дополнительное движение обрабатываемому инструменту, где 1 - токарный станок, 2 - приспособление, 3 - эл. двигатель, 4 - гидрораспределитель, 5 -насос, 6 - гидродвигатель, 7 - предохранительный клапан, 8 - платформа, 9 - направляющие, 10 - планшайба с цангой, 11 - обрабатываемая деталь.
Способ осуществляют следующим образом: обрабатываемую деталь 1 закрепляют в шпинделе 2 и ей сообщают вращательное движение. Обработка ведется при помощи многошарикового инструмента, который состоит из деформирующих элементов 3 и корпуса 4, которому сообщают вращательное и дополнительное качательное на угол (ϕ, относительно центра сферической поверхности движения. В результате траектория движения точки контакта инструмента с обрабатываемой деталью более равномерно описывает сферическую поверхность, что позволяет избежать перенаклепа на отдельных участках сферической поверхности.
Пример выполнения способа. На стандартном оборудовании, (токарный станок) оснащенном специальным приспособлением, обрабатывали сферическую поверхность рулевого пальца. Обрабатываемую деталь закрепляли на станке, многошариковый инструмент - в приспособлении, которое передает ему помимо вращательного движения дополнительное качательное на угол ϕ, позволяющее охватить инструменту всю обрабатываемую сферическую поверхность.
Получили сферическую поверхность с улучшенными параметрами поверхностного слоя на всех участках сферической поверхности. Данный способ позволяет избежать перенаклепа на полярных участках сферы, что позволяет улучшить эксплуатационные свойства детали.
Источники информации
1. А.с. 273241, кл. C 21 D 7/04.
2. А.с. 2031770, кл. B 24 B 39/04, 39/00 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1998 |
|
RU2146596C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ ИНСТРУМЕНТОМ НА ГИБКОЙ СВЯЗКЕ В МАГНИТНОМ ПОЛЕ | 2004 |
|
RU2266188C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ ОБКАТНЫМ КОЛЬЦОМ | 2004 |
|
RU2259911C1 |
Изобретение относится к обработке металлов давлением, а именно к обработке поверхностным пластическим деформированием деталей машин с повышенным требованием к качеству поверхностного слоя сферической поверхности. В способе обработки сферических поверхностей, обрабатываемой детали и деформирующему многошариковому инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, а деформирующему инструменту дополнительно сообщают качательное движение на угол ϕ относительно центра сферической поверхности. Изобретение обеспечивает одинаковый по своему качеству, механическим свойствам поверхностный слой материала и исключает перенаклеп на всех участках сферической поверхности обрабатываемой детали, что несомненно улучшает эксплуатационные свойства рабочей поверхности детали. 2 ил.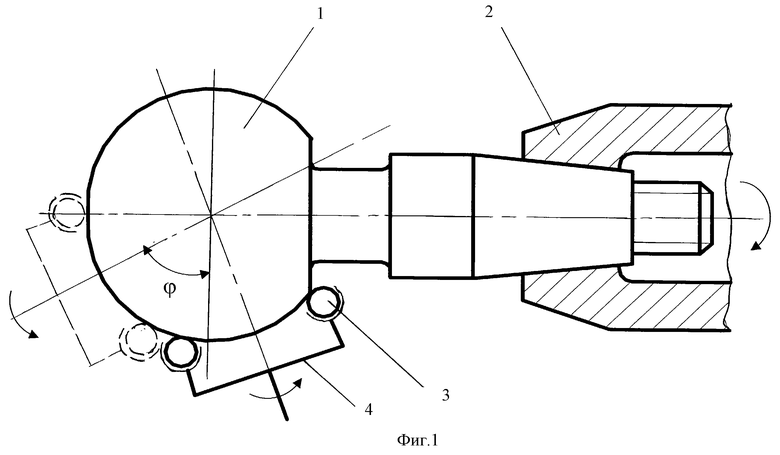
Способ обработки наружных сферических поверхностей многошариковым инструментом, при котором обрабатываемой детали и деформирующему многошариковому инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, отличающийся тем, что деформирующему многошариковому инструменту сообщают дополнительное качательное движение на угол ϕ относительно центра сферической поверхности.
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2108226C1 |
| Способ вибрационной упрочняюще-чистовой обработки поверхностей деталей | 1979 |
|
SU903092A1 |
| 0 |
|
SU184280A1 | |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| JP 7328907, 19.121995 | |||
| JP 51126582,11.04.1976 | |||
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| СПОСОБ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2067519C1 |
| Способ обработки модифицированных зубьев элементов прецессионной зубчатой пары | 1988 |
|
SU1663857A1 |

