Изобретение относится к области машиностроения и авиастроения и может быть использовано при изготовлении деформированных полуфабрикатов из магниевых сплавов, предназначенных для изделий авиакосмической техники и машиностроения (детали кресел, окантовка кабины пилота, декоративные детали салона, а также несущие детали: кронштейны, качалки и др.).
Известен способ обработки сплавов на магниевой основе, включающий нагрев до температуры растворения упрочняющих фаз, охлаждение и деформацию, в котором при сокращении длительности обработки нагрев и охлаждение проводят многократно, при этом нагрев сплава ведут со скоростью 50-60oС/мин, охлаждение проводят до 200±10oС, а деформацию осуществляют при температуре последнего нагрева с последующим охлаждением в воде. Деформацию осуществляют в два этапа, первый этап проводят при охлаждении перед заключительным нагревом, а второй - при температуре последнего нагрева с последующим охлаждением в воде (а.с. СССР 1033569).
Недостатком этого способа является увеличение анизотропии прочностных свойств деформируемых полуфабрикатов, что не позволяет получать из них изделия, работающие в условиях нагружения в поперечном и высотном направлениях, что сужает возможности применения магниевых сплавов.
Наиболее близким аналогом, взятым за прототип, является способ обработки магниевых сплавов, включающий нагрев, ступенчатую деформацию и охлаждение, в котором нагрев проводят до 280-360oС, деформацию проводят, по крайней мере, с одним дополнительным переходом, при этом все переходы деформации проводят с одного нагрева непрерывно друг за другом со скоростью (2•10-1-6•10-2)с-1 и суммарной степенью деформации 88-93%, а охлаждение осуществляют на воздухе (патент РФ 2148104).
К недостаткам способа-прототипа следует отнести невысокий уровень предела текучести и значительную анизотропию прочностных свойств деформированных полуфабрикатов, что не позволяет изготавливать из них изделия, работающие в условиях действия нагрузки в направлении поперек волокна.
Технической задачей изобретения является повышение уровня предела текучести и снижение анизотропии прочностных свойств деформированных полуфабрикатов магниевых сплавов и изделий, выполненных из них, при сохранении значений предела прочности.
Поставленная техническая задача достигается тем, что предложен способ обработки магниевых сплавов, включающий нагрев литой заготовки, ступенчатую деформацию и охлаждение на воздухе, в котором нагрев заготовки проводят перед каждым переходом ступенчатой деформации, ступенчатую деформацию заготовки осуществляют с суммарной степенью деформации 94,0-99,5%, а после охлаждения заготовки на воздухе проводят окончательный нагрев до 370-420oС в изотермических условиях и окончательную деформацию со скоростью (1•10-4-2•10-2)•с-1. Нагрев литой заготовки осуществляют перед каждым переходом ступенчатой деформации, нагрев необходим для подготовки структуры к последующей деформации, предпочтительным следует считать температурный интервал 280-420oС.
Предложено также изделие, выполненное заявленным способом обработки магниевых сплавов.
Авторами установлено, что нагрев литой заготовки перед каждым переходом ступенчатой деформации при достижении суммарной степени деформации 94,0-99,5%, а после охлаждения заготовки на воздухе проведение окончательного нагрева до 370-420oС в изотермических условиях и окончательной деформации со скоростью (1•10-4-2•10-2)•с-1, создают необходимые условия для формирования особого структурно-фазового состояния деформированных полуфабрикатов магниевых сплавов, причем выбор температурного интервала нагрева заготовок перед каждой ступенью деформации обусловлен температурой фазового перехода сплава и может меняться в достаточно широких пределах. Это состояние характеризуется отсутствием выраженной текстуры деформации, наличием ультрамелкодисперсных упрочняющих фаз и мелким равноосным зерном. Сформированное структурно-фазовое состояние сплавов способствует повышению значения предела текучести и снижению анизотропии прочностных свойств деформированных полуфабрикатов. Температурный интервал 280-420oС является предпочтительным для достижения технического результата.
Примеры осуществления
Заготовки низколегированного магниевого сплава системы Mg-Zn-Zr были подвергнуты ступенчатой деформации с толщины 50 мм до толщины 1,5 мм. При этом температура нагрева перед каждой ступенью деформации составила 370±10oС, суммарная степень деформации 97%.
Полученные промежуточные полуфабрикаты охлаждали до комнатной температуры, потом нагревали до 390±10oС и окончательно деформировали в изотермических условиях со скоростью 1•10-3•с-1.
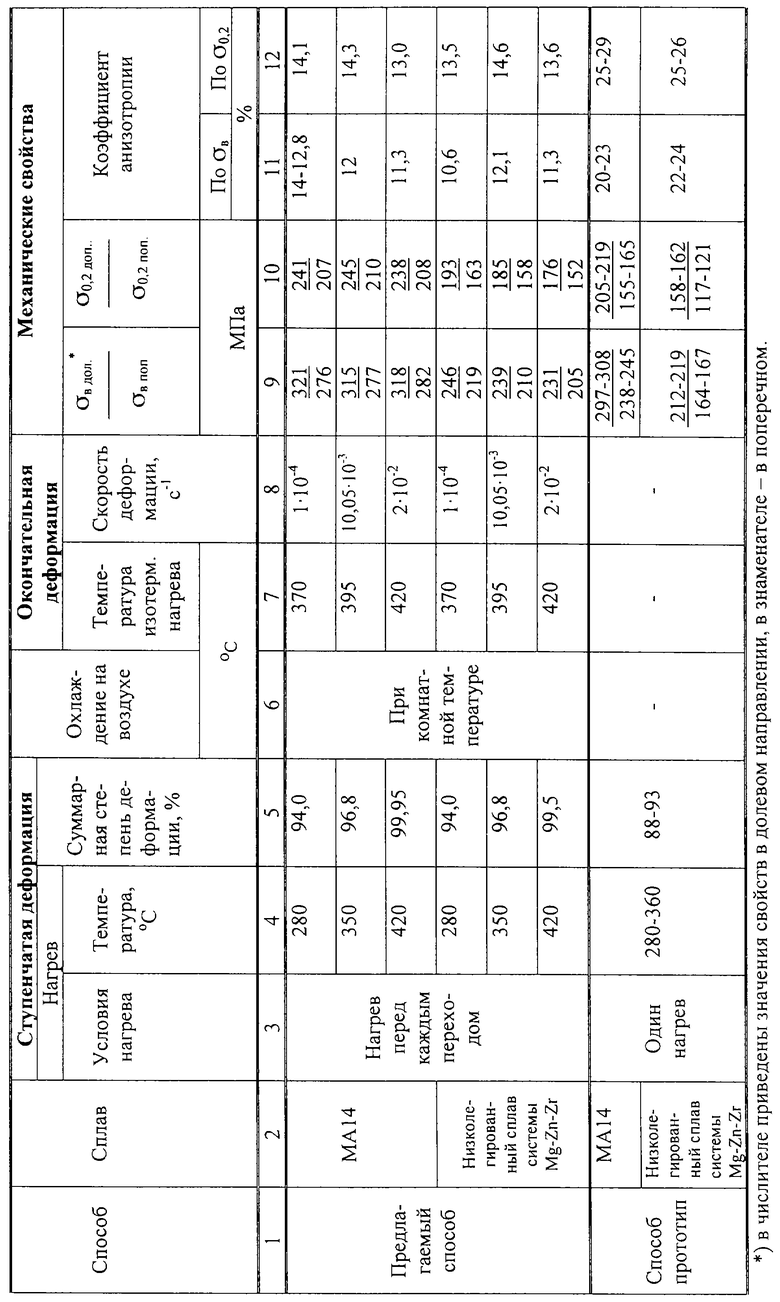
В таблице приведены свойства деформированных полуфабрикатов, изготовленных по предлагаемому способу и способу-прототипу.
Предлагаемый способ обработки по сравнению со способом-прототипом, как следует из таблицы, имеет следующие преимущества:
- уровень предела текучести деформированных полуфабрикатов из магниевых сплавов повышается на 10-40%;
- коэффициент анизотропии прочностных свойств снижается:
- по пределу прочности в 1,5-2,0 раза,
- по пределу текучести в 1,8-2,0 раза.
При использовании предлагаемого способа обработки магниевых сплавов снижается вес изделий, повышаются их эксплуатационная надежность и ресурс.
Таким образом, применение предлагаемого способа позволяет получать изделия из магниевых сплавов, обладающих повышенными прочностными и технологическими свойствами, малой анизотропией прочностных свойств, что повышает ресурс и надежность этих изделий, снижает их вес и расширяет возможности применения магниевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2376397C1 |
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2598424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2299264C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕЕ | 2004 |
|
RU2246556C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2256720C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2293784C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ ЭТИХ ПОЛУФАБРИКАТОВ | 2003 |
|
RU2235800C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ НЕГО | 2010 |
|
RU2443793C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| ПЛИТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569275C1 |
Изобретение относится к области машиностроения и авиастроения и может быть использовано при изготовлении деформированных полуфабрикатов из магниевых сплавов. В предложенном способе, включающем нагрев литой заготовки, ступенчатую деформацию и охлаждение на воздухе, согласно изобретению нагрев заготовки проводят перед каждым переходом ступенчатой деформации, ступенчатую деформацию заготовки осуществляют с суммарной степенью деформации 94,0-99,5%, а после охлаждения заготовки на воздухе проводят окончательный нагрев до 370-420oС в изотермических условиях и окончательную деформацию со скоростью 1•10-4-2•10-2 с-1. Нагрев литой заготовки перед каждым переходом ступенчатой деформации осуществляют до 280-420oС. Предложено также изделие, выполненное заявленным способом ступенчатой деформации магниевых сплавов. Способ позволяет повысить уровень предела текучести и снизить анизотропию прочностных свойств деформированных полуфабрикатов магниевых сплавов, а также изделий, полученных из них, при сохранении значений предела прочности. 2 з.п.ф-лы, 1 табл.
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2148104C1 |
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 1991 |
|
RU2040585C1 |
| Способ термомеханической обработки сплавов на основе магния | 1980 |
|
SU945226A1 |
| Способ обработки сплавов на магниевой основе | 1982 |
|
SU1033569A1 |
| GB 1149502, 23.04.1969 | |||
| Манипулятор | 1984 |
|
SU1227463A1 |
| НОВИКОВ И.И | |||
| Теория термической обработки металлов | |||
| - М.: Металлургия, 1986, с.417-430. | |||

