Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления оболочек для тепловыделяющих элементов (ТВЭЛ), а более конкретно к радиографическому контролю сварного шва электронно-лучевой сварки нижней заглушки к оболочке из циркониевых сплавов
Известно, что действующие автоматические линии изготовления ТВЭЛ оснащены механизмами ультразвукового контроля сварного шва электронно-лучевой сварки нижней заглушки к оболочке из циркониевых сплавов (см., например, патент Российской Федерации 2070740, MПK G 21 C 21/02 от 17.05.94 г., опубликован 20.12.1996 г. "Автоматическая линия изготовления ТВЭЛ"). Опыт эксплуатации ультразвуковых установок показал, что при ультразвуковом контроле на выявляемость пор в сварном шве большое влияние оказывает их геометрическая форма. Чечевицеобразные и вытянутые поры практически не выявляются при их неблагоприятном расположении относительно фронта ультразвуковой волны. Для выявления пор не сферической формы необходимо проводить их "озвучивание" под разными углами, с разных сторон, что сильно усложняет конструкцию установки и резко снижает производительность контроля (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов, кн. 2, под редакцией Ф.Г. Решетникова - М.: Энергоатомиздат, 1995 г. с.271-274). Согласно требованиям, предъявляемым к сварным швам на ТВЭЛах, на их сварных соединениях не допускаются дефекты, размеры которых превышают значения, указанные в конструкторской документации, или дефекты, не соответствующие контрольным образцам внешнего вида (см. там же с.267).
Наиболее близкой по технической сущности и достигаемому эффекту является установка радиографического контроля сварных швов оболочек с заглушками ТВЭЛ, содержащая стол контроля, рентгеновскую трубку просвечивания сварных швов, каретку, размещенную в поле действия рентгеновских лучей, перемещаемую по направляющим, устройство поворота оболочек вокруг своих осей, пленку, размещенную под сварными швами оболочек с заглушками, негатоскоп в виде проектора с экраном и координатный стол (см. там же с.268-271). Конструкция герметизирующего сварного шва ТВЭЛа очень неблагоприятна для радиографии, так как толщина просвечиваемого материала изменяется от максимума (по диаметру) до нуля (по касательной). При этом полезная информация о качестве сварного шва получается лишь на двух диаметрально противоположных участках (см. там же, рис.21,9, с.269), что не дает полной объективной картины качества сварного шва. В установке-прототипе каретка предназначена для укладки на нее оболочек ТВЭЛов и перемещения по направляющим. Конструкция механизма поворота оболочек вокруг своих осей не раскрыта, а для получения объективных снимков на пленке требуется весьма точный поворот вокруг своей оси всего ряда оболочек на определенный угол, а приблизительный поворот дает приблизительный результат. Оболочки для ядерного реактора ВВЭР-1000 имеют длину ~4м и практически нулевую осевую жесткость, что в процессе их транспортировки не исключает прогиб, а при укладке на стол контроля возможен их перекос относительно друг друга. При повороте вокруг своей оси таких оболочек возможно их расположение в зоне просвечивания рентгеновскими лучами либо с приближением сварного шва оболочки к рентгеновской трубке, либо с удалением из-за возможной кривизны оболочки, что снизит качество изображения сварных швов на пленке.
Технической задачей изобретения является повышение качества контроля сварных швов оболочек с заглушками и обеспечение при этом надежности и длительности эксплуатации ТВЭЛ в активной зоне ядерного реактора.
Эта техническая задача решается тем, что в установке радиографического контроля сварных швов оболочек с заглушками ТВЭЛ, содержащей стол контроля, рентгеновскую трубку просвечивания сварных швов, каретку, размещенную в зоне действия рентгеновских лучей, перемещаемую по направляющим, устройство поворота оболочек вокруг своих осей, пленку, размещенную под сварными швами оболочек с заглушками, негатоскоп в виде проектора с экраном и координатный стол, согласно изобретению стол контроля снабжен подпружиненными регулируемыми по высоте ложементами из полимерного материала для укладки в них оболочек ТВЭЛ, роликовым верхним прижимом оболочек к подвижной плоской опоре с прорезиненной поверхностью, содержащей передачу винт-гайка, зубчатую передачу, двигатель электрический, копир, датчик электрический и датчики электрические крайних положений, каретка снабжена передачей реечной смещения относительно сварных швов, двигателем электрическим, копиром, датчиком электрическим и в ней размещена пленка, над кареткой с пленкой в столе контроля выполнена прорезь шириной, достаточной для выполнения на пленке, по крайней мере четырех снимков - четырех участков сварных швов.
Такое выполнение конструкции установки позволит решить поставленную техническую задачу по повышению качества контроля сварных швов оболочек с заглушками и обеспечить при этом надежность и длительность эксплуатации ТВЭЛ в активной зоне ядерного реактора.
На чертежах представлена установка радиографического контроля сварных швов заглушек к оболочкам ТВЭЛ, где:
на фиг.1 - общий вид установки,
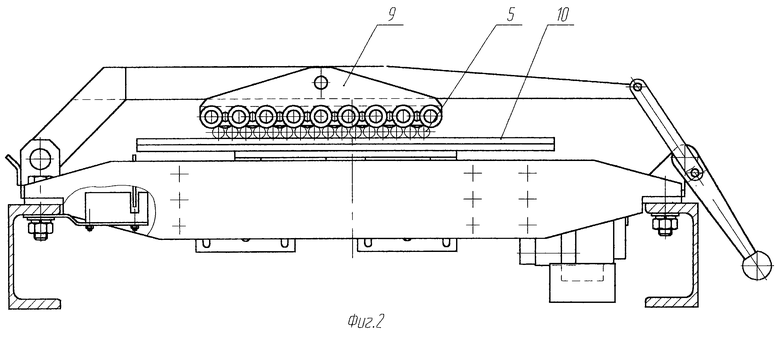
на фиг.2 - роликовый прижим,
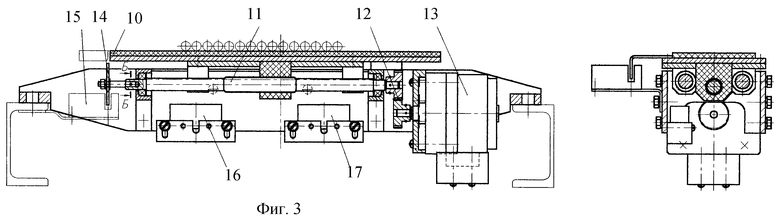
на фиг.3 - устройство поворота пучка оболочек вокруг своих осей,
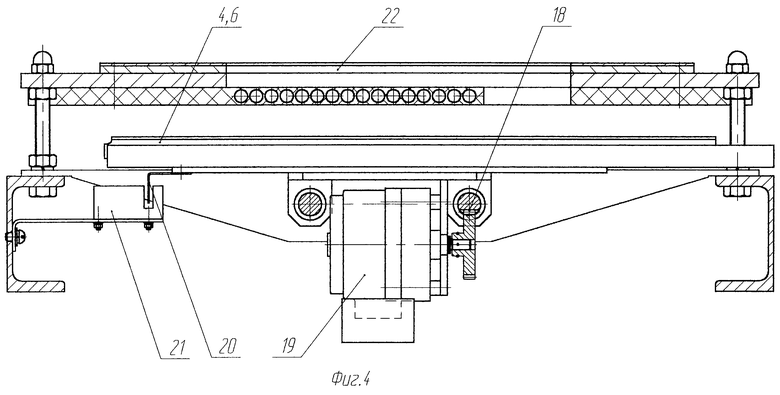
на фиг.4 - каретка с пленкой,
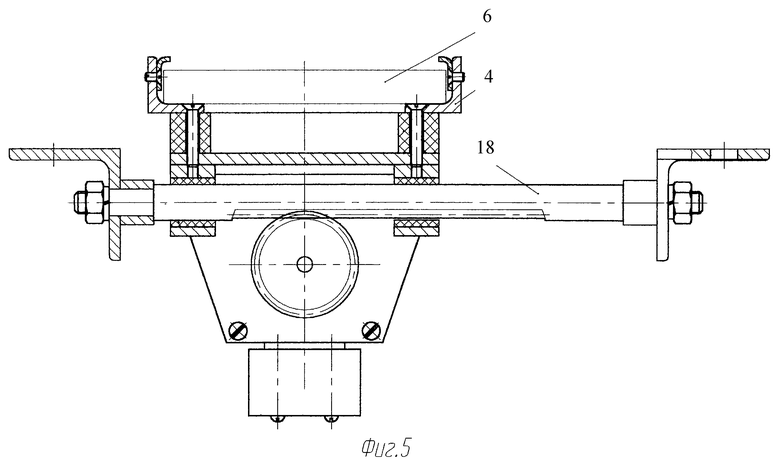
на фиг.5 - каретка с пленкой, вид с торца,
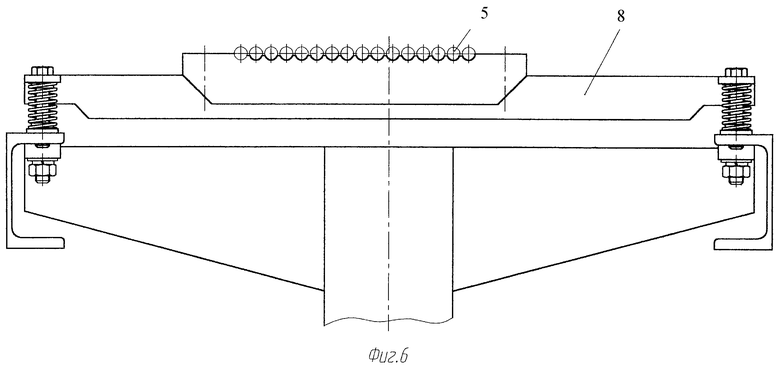
на фиг.6 - ложемент.
Установка радиографического контроля сварных швов заглушек к оболочкам ТВЭЛ содержит стол 1 контроля, рентгеновскую трубку 2 просвечивания сварных швов 3, каретку 4, размещенную в поле действия рентгеновских лучей, перемещаемую по направляющим, устройство поворота оболочек 5 вокруг своих осей, пленку 6, размещаемую под сварными швами 3 оболочек 5 с заглушками 7, негаскоп в виде проектора с экраном и координатным столом (не показаны). Стол 1 контроля снабжен подпружиненными регулируемыми по высоте ложементами 8 из полимерного материала для укладки в них оболочек 5 ТВЭЛ, роликовым верхним прижимом 9 оболочек 5 к подвижной опоре 10 с прорезиненной поверхностью, содержащей передачу 11 винт-гайка, зубчатую передачу 12, двигатель 13 электрический, копир 14, датчик 15 электрический и датчики 16, 17 крайних положений. Каретка 4 снабжена передачей 18 реечной смещения (направляющие) относительно сварных швов 3, двигателем 19 электрическим, копиром 20, датчиком 21 электрическим и в ней размещена пленка 6. Над кареткой 4 в столе 1 контроля выполнена прорезь 22 с шириной, достаточной для выполнения на пленке 6, по крайней мере четырех снимков - четырех участков сварных швов 3.
Установка радиографического контроля сварных швов заглушек к оболочкам ТВЭЛ работает следующим образом.
На стол 1 контроля на подпружиненные регулируемые по высоте ложементы 8 из полимерного материала укладывают в ряд оболочки 5 так, чтобы под сварными швами 3 оболочек 5 к заглушкам 7 находилась пленка 6, размещенная в каретке 4, а над сварными швами 3 находилась прорезь 22 стола 1 контроля и рентгеновская трубка 2 над прорезью 22. Ширину прорези 22 выбирают достаточной для выполнения четырех снимков на одну пленку 6. Закрепляют ряд оболочек 5 роликовым верхним прижимом 9 к плоской опоре 10 с прорезиненной поверхностью. После просвечивания сварных швов 3 пучок оболочек 5 поворачивают на 45o путем смещения плоской опоры 10 перпендикулярно осям оболочек 5. При этом благодаря прорезиненной поверхности смещаемой опоры 10 оболочки 5 поворачиваются вокруг своей оси на роликах роликового прижима 9 с помощью передачи 11 винт-гайка, зубчатой передачи 12, электрического двигателя 13, копира 14, датчика 15 электрического и датчиков 16, 17 крайних положений Одновременно с этим каретка 4 с пленкой 6 с помощью реечной передачи 18, двигателя 19 электрического, копира 20 и датчика 21 электрического смещается относительно сварных швов 3. Третье и четвертое смещение каретки с пленкой и третий и четвертый поворот оболочек вокруг своих осей повторяют аналогично. Просвечивание сварных швов ведут совместно с сварным швом эталона. После обработки пленки проводят сравнение на негатоскопе и координирующем столе снимков сварных швов 3 и сравнивают с эталоном. Брак по сварным швам выводят из процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195723C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1999 |
|
RU2187103C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
Изобретение относится к атомной энергетике, а именно к технологическим устройствам топливного цикла методом радиографического контроля сварного шва заглушки к оболочке тепловыделяющего элемента (ТВЭЛ), и может быть использовано при контроле сварного шва электронно-лучевой сварки нижней заглушки ТВЭЛ из циклического сплава. Сущность изобретения заключается в том, что стол контроля снабжен подпружиненными, регулируемыми по высоте, ложементами из полимерного материала для укладки в них оболочек ТВЭЛ, роликовым верхним прижимом оболочек к подвижной плоской опоре с прорезиненной поверхностью, содержащей передачу винт-гайка, зубчатую передачу, двигатель электрический, копир, датчик электрический и датчики электрические крайних положений, каретка снабжена передачей реечной смещения относительно сварных швов, двигателем электрическим, копиром, датчиком электрическим и размещенной в ней пленкой, над кареткой с пленкой в столе контроля выполнена прорезь шириной, достаточной для выполнения на пленке, по крайней мере, четырех снимков четырех участков сварных швов. Технический результат: повышение контроля сварных швов оболочек с заглушками и обеспечение надежности эксплуатации ТВЭЛ в активной зоне ядерного реактора. 6 ил.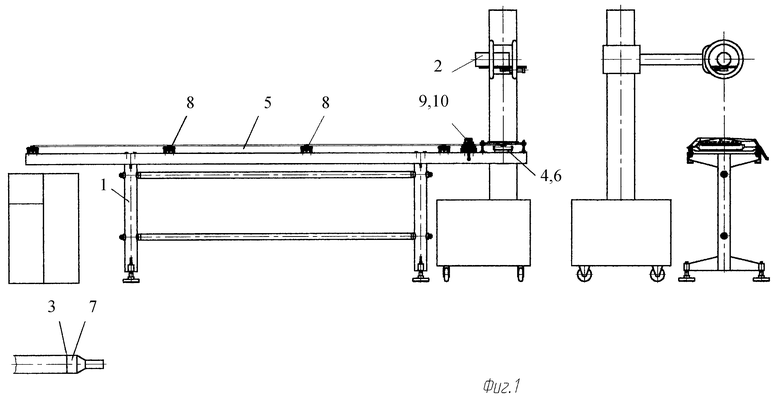
Установка радиографического контроля сварных швов оболочек с заглушками тепловыделяющих элементов, содержащая стол контроля, рентгеновскую трубку просвечивания сварных швов, каретку, размещенную в поле действия рентгеновских лучей, перемещаемую по направляющим, устройство поворота оболочек вокруг своих осей, пленку, размещенную под сварными швами оболочек с заглушками, негатоскоп в виде проектора с экраном и координатным столом, отличающаяся тем, что стол контроля снабжен подпружиненными, регулируемыми по высоте, ложементами из полимерного материала для укладки в них оболочек тепловыделяющих элементов, роликовым верхним прижимом оболочек к подвижной плоской опоре с прорезиненной поверхностью, содержащей передачу винт-гайка, зубчатую передачу, двигатель электрический, копир, датчик электрический и датчики электрические крайних положений, каретка снабжена передачей реечной смещения относительно сварных швов, двигателем электрическим, копиром, датчиком электрическим, и в ней размещена пленка, над кареткой с пленкой в столе контроля выполнена прорезь шириной, достаточной для выполнения на пленке, по крайней мере, четырех снимков четырех участков сварного шва.
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ф.Г.Решетникова | |||
| - М.: Энергоатомиздат, 1975 | |||
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| RU 2070740 C1, 20.12.1996 | |||
| УСТРОЙСТВО УПРАВЛЯЕМОГО ТУРБОНАДДУВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2016 |
|
RU2612538C1 |
| DE 3244651 A1, 14.07.1973 | |||
| Ремень безопасности для транспортных средств | 1991 |
|
SU1814626A3 |

