Изобретение относится к способу сшивания и вспенивания способных к сшиванию полиолефиновых пластин или пленок или вспенивания сшитых полиолефиновых пластин или пленок, а также к устройству, в частности, для осуществления такого способа.
Полиолефинами называются полимеры общей формулы
в которой R1 обозначает водород, a R2 - водород или линейные или разветвленные группы. В случае, если R1 и R2 обозначают водород, имеют место полимеры с группировками типа
в качестве характеристического основного звена полимерной цепи. Последние полимеры обозначаются как полиэтилены.
В зависимости от способа их получения известны полиэтилены высокого и низкого давления. Эти полиэтилены различаются, прежде всего, их степенью разветвления и плотностью. В основном, различают следующие типы полиэтиленов: полиэтилен низкой плотности (PE-LD), линейный полиэтилен низкой плотности (PE-LLD), полиэтилен высокой плотности (PE-HD), полиэтилен высокой плотности с высокой молекулярной массой (PE-HD-MHW), полиэтилен очень низкой плотности (PE-VLD).
Плотности таких пенопластов находятся в пределах приблизительно от 25 до 200 кг/м3. Пенопласты имеют практически замкнутую ячеистую структуру.
Для повышения вязкости, соответственно твердости полимеров, требуется их сшивание, то есть реакция, при которой имеющиеся линейные или разветвленные макромолекулы связываются друг с другом в трехмерные полимерные сетчатые структуры. Такое сшивание может происходить под действием богатого энергией излучения или с помощью пероксидов или силанов.
Характеристическая пенная структура получается в результате химической реакции при добавлении так называемых вспенивателей, которые во время переработки разлагаются при определенной температуре с образованием газа. Обычными вспенивателями являются, например, азо- и диазо-соединения. В промышленности пенопластов вспениватели называются порообразователями, которые под влиянием тепла и необязательно катализаторов отщепляют газы и поэтому пригодны для получения вспененных пластических масс.
Вспенивание может осуществляться при выходе из экструдера, то есть непосредственно сразу же после экструзии, или литья под давлением, или в открытых формах.
Вначале из смеси полиолефина с порообразователем и сшивающим агентом предпочтительно путем экструзии в экструдере с широкощелевыми соплами получают компактную полиолефиновую пластину или пленку. Эти пластины или пленки называются также матрицей. В описываемом процессе получения температуру переработки устанавливают так, что ни сшивающий агент, ни порообразователь не достигают своей точки разложения. Затем происходит сшивание полиолефина при температуре, при которой достигается или превышается температура разложения сшивающего агента, но температура разложения порообразователя еще не достигнута. Лишь когда сшивание почти закончено, начинают, например, путем дальнейшего подвода тепла разложение порообразователя и тем самым процесс вспенивания, причем эта фаза всего процесса получения протекает экзотермически.
Способ и устройство вышеупомянутого типа известны из практики. Сшивание и вспенивание или одно только вспенивание осуществляется в печи, состоящей из нескольких последовательно расположенных зон. С каждой зоной совмещен вентилятор, а также так называемый раздувной ящик. Каждый раздувной ящик имеет верхнюю часть с направленными вертикально вниз отверстиями и нижнюю часть с направленными вертикально вверх отверстиями. Обе части каждого раздувного ящика расположены друг над другом, отстоят одна от другой и примыкают к вентилятору соответствующей зоны. Между частями каждого раздувного ящика проходит полиолефиновая пластина или пленка, которая, например, сматывается с рулона, пропускается между расположенными одна над другой частями каждого раздувного ящика, при этом нагревается, сшивается и вспенивается и, наконец, наматывается на приемный барабан. Между печью и приемным барабаном, как правило, предусмотрены несколько охлаждаемых валков для перемещения и охлаждения полиолефиновой пластины или пленки. Обычно при этом речь идет о непрерывном процессе, причем перемещение пластины или пленки через печь и между обеими частями раздувного ящика производится, как правило, с помощью бесконечной сетки или несущей ленты.
Пластины или пленки нагреваются горячим воздухом с помощью вентиляторов и раздувных ящиков. Температура горячего воздуха в отдельных зонах устанавливается на соответствующее требуемое значение. Обычно вначале происходит сшивание полиолефина, а в более поздней, более теплой зоне печи - вспенивание материала. Такие печи большей частью имеют от трех до пяти зон, причем, как упоминалось выше, каждая зона состоит из, по меньшей мере, одного вентилятора, одного состоящего из двух частей раздувного ящика и одного нагревательного и терморегулирующего устройства. Учитывая, что строительство такого рода установок сопряжено со значительными затратами, при использовании известного способа приходится считаться с высокими капиталовложениями и высокими эксплуатационными расходами.
В основу изобретения положена задача создать способ вышеупомянутого типа, который может быть осуществлен более экономично, особенно при его реализации в небольших масштабах. В основу изобретения положена также задача создать устройство вышеупомянутого типа, которое требует меньших затрат на его изготовление и эксплуатацию.
Эта задача решена в аспекте способа с помощью способа с признаками по пункту 1, а в аспекте устройства - с помощью устройства с признаками по пункту 5 формулы изобретения.
Согласно изобретению горячий воздух течет вдоль полиолефиновой пластины, соответственно пленки, противотоком к направлению ее перемещения. При таком противоточном принципе в контакт с горячим воздухом первой входит та часть пластины, которая уже продолжительное время находится в печи. В продолжение процесса горячий воздух обтекает пластину и, следовательно, отдает ей часть своей тепловой энергии, при этом температура горячего воздуха падает, начиная от участка пластины, который первым входит в контакт с воздухом, и, кончая противолежащим участком пластины, на котором горячий воздух находится на самом низком температурном уровне, после чего воздух снова направляется к вентилятору. Таким образом, способ такого рода может быть осуществлен при оптимальных затратах, так как пластина обдувается воздухом с высокой температурой на том участке, на котором происходит процесс вспенивания, и воздухом с более низкой температурой на том участке, на котором, например, должно происходить сшивание полиолефинов на более низком температурном уровне.
Целесообразно, чтобы горячий воздух протекал вдоль верхней и вдоль нижней поверхности полиолефиновой пластины или пленки. Благодаря этому обеспечивается равномерное нагревание пластины или пленки по всей ее толщине.
В соответствии с предпочтительным вариантом изобретения теплопередача между горячим воздухом и полиолефиновой пластиной или пленкой устанавливается путем регулирования скорости потока горячего воздуха, которое осуществляется путем отвода от пластины или пленки части горячего воздуха, текущего вдоль этой пластины или пленки. При постоянной объемной подаче вентилятора это дает возможность просто и целенаправленно воздействовать на температурный уровень в направлении течения горячего воздуха и тем самым подводить к пластине или пленке в любом ее участке именно то количество тепла, которое как раз необходимо на этом участке для проведения соответствующей химической реакции, такой как, например, сшивание или вспенивание.
Предлагаемый способ целесообразно проводить при практически замкнутом кругообороте горячего воздуха, что позволяет еще более снизить затраты на проведение способа и делает его особенно экологически безопасным, так как благодаря замкнутому циклу содержание, например, вредных веществ в отходящем воздухе и тем самым загрязнение окружающей среды сильно снижается.
Приспособление для нагревания полиолефиновой пластины или пленки согласно изобретению расположено таким образом, что выходящий из этого приспособления горячий воздух проходит приблизительно параллельно плоскости пластины или пленки. Благодаря этому воздух течет по пластине или пленке и может равномерно отдавать ей свое тепло. Температура горячего воздуха снижается вдоль пути течения горячего воздуха. Теплосодержание горячего воздуха, уже прошедшего часть пути по пластине или пленке, может быть использовано для нагревания участков пластины, находящихся ниже вдоль пути прохождения воздуха. Тем самым в предлагаемом согласно изобретению устройстве обеспечиваются различные температуры вдоль пути прохождения горячего воздуха, однако, это достигается без усложнения конструкции, как это имеет место в устройствах из уровня техники. Преимущества изобретения являются результатом, прежде всего, оптимального для теплопередачи проведения горячего воздуха по пластине или пленке.
Целесообразно, чтобы направление потока горячего воздуха совпадало с продольным направлением пластины или пленки, при этом предпочтительно, чтобы горячий воздух проходил в противотоке к направлению перемещения пропускаемой через печь пластины или пленки. Это обеспечивает также непрерывный режим работы предлагаемого устройства, например перемещение очень длинной полиолефиновой пленки с равномерной скоростью через устройство. На преимущества предлагаемого противоточного режима было уже указано при обсуждении способа, предлагаемого согласно изобретению.
Согласно предпочтительному варианту изобретения приспособление для нагревания полиолефиновой пластины или пленки имеет, по меньшей мере, один тепловой туннель, охватывающий пластину или пленку, причем тепловой туннель охватывает пластину или пленку предпочтительно в ее поперечном направлении и проходит вдоль почти всего находящегося в печи продольного участка пластины или пленки. Это позволяет подводить энергию экзотермической реакции, освобождающуюся в процессе вспенивания, к горячему воздуху и к участку пластины или пленки, расположенному непосредственно за этим участком в направлении течения горячего воздуха. Предлагаемый тепловой туннель имеет более простую конструкцию в сравнении с конструкцией, включающей в себя несколько последовательно расположенных раздувных ящиков, так как пластина или пленка находится непосредственно в тепловом туннеле и не должна, как в устройстве из уровня техники, проводиться через зазор между двумя частями раздувного ящика, расположенными одна над другой. Благодаря этому снижаются затраты на капиталовложения. Кроме того, предлагаемое устройство имеет в сравнении с обычным устройством меньший вес.
Согласно еще одному варианту изобретения приспособление для нагревания полиолефиновой пластины или пленки имеет средства для, по меньшей мере, частичного преждевременного возврата горячего воздуха, причем эти средства, как правило, представляют собой, по меньшей мере, один предусмотренный в тепловом туннеле клапан, с помощью которого, по меньшей мере, часть проходящего через тепловой туннель горячего воздуха может отводиться в расположенную за пределами теплового туннеля зону печи. Благодаря этому клапану существует простая возможность уменьшить объемный поток горячего воздуха, протекающий через тепловой туннель, и тем самым снизить скорость течения той части горячего воздуха, которая остается в тепловом туннеле. Таким образом, изменяя скорость течения и температуру циркулирующего горячего воздуха, можно регулировать теплопередачу между горячим воздухом и пластиной или пленкой.
Клапан закреплен в стене теплового туннеля с возможностью его поворота и образует часть этой стены. Наличие клапана позволяет простым способом, а именно путем его поворота вниз, выводить часть горячего воздуха из теплового туннеля.
Согласно еще одному варианту изобретения клапан расположен приблизительно на середине длины теплового туннеля в той его части, которая расположена выше полиолефиновой пластины или пленки. Этот вариант изобретения особенно целесообразен в том случае, когда вентилятор примыкает к печи также выше пластины или пленки недалеко от клапана.
Согласно еще одному варианту изобретения предусмотрены охлаждаемые валки для перемещения и охлаждения полиолефиновой пластины или пленки, из которых, по меньшей мере, один встроен в стену печи с образованием небольших щелей. Согласно этому варианту предлагаемое устройство выполнено почти полностью в виде замкнутой системы, что снижает расход энергии на работу предлагаемого устройства и повышает его безопасность для окружающей среды. Кроме того, благодаря этому значительно уменьшается проникновение постороннего воздуха в предлагаемое устройство. Далее, применение в соответствии с изобретением охлаждаемых валков уменьшает общую длину предлагаемого устройства в сравнении с обычным устройством.
Ниже предмет изобретения подробнее поясняется с помощью примеров его осуществления со ссылкой на прилагаемые чертежи, на которых показывают:
Фиг.1 - схематически в частичном продольном разрезе устройство для сшивания и/или вспенивания полиолефиновых пластин или пленок согласно первому варианту выполнения; и
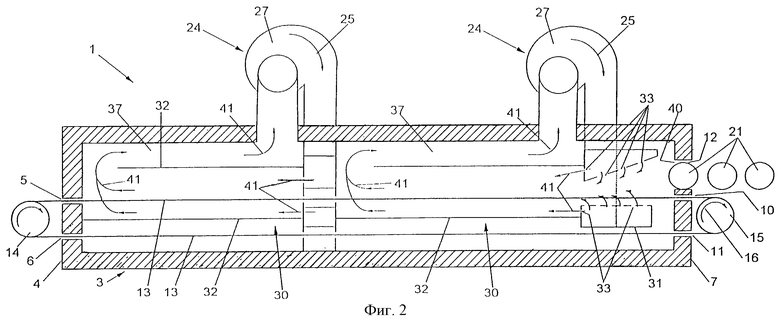
Фиг. 2 - схематически в частичном продольном разрезе устройство согласно второму варианту выполнения, причем для простоты полиолефиновая пластина или пленка не показана.
Примеры осуществления изобретения
Первый пример выполнения предлагаемого устройства 1 для сшивания и вспенивания способных к сшиванию полиолефиновых пластин или пленок 2 или для вспенивания сшитых полиолефиновых пластин или пленок 2 схематически показан на Фиг.1 в частичном продельном разрезе.
Устройство 1 имеет в своем составе удлиненную печь 3, которая в соответствии с Фиг.1 и 2 выполнена в виде так называемой проходной печи. В передней стенке 4 (на Фиг.1 слева) печи 3 одно над другим расположены два сквозных отверстия 5, 6. В задней стенке 7 печи одно над другим расположены два сквозных отверстия 10, 11, а также проем 12, расположенный выше верхнего сквозного отверстия 10.
Через сквозные отверстия 5, 6 в передней стенке 4 и сквозные отверстия 10, 11 в задней стенке 7 печи 3 пропущена сетчатая, перемещаемая на роликах 14, 15 несущая лента 13. Ролик 15, показанный на Фиг.1 справа, показан в виде ведущего ролика. Направление его вращения обозначено стрелкой 16.
Полиолефиновая пластина или пленка 2, далее в тексте называемая просто пластина или пленка, выполнена в форме длинной ленты и находится вначале на валке 17, направление вращения которого обозначено стрелкой 20. Пленку можно также направлять на несущую ленту 13 непосредственно из сопла экструдера, то есть без применения валка 17. Пленка 2 лежит на верхнем участке несущей ленты 13 почти во всю длину печи 3 и затем по охлаждаемым валкам 21 направляется на приемный барабан 22, который показан на правой части Фиг.1. Направление вращения приемного барабана 22 соответствует направлению вращения валка 17. Как валок 17, так и приемный барабан 22 закреплен на опорных стойках 23.
Устройство 1 имеет, далее, сопряженное с печью 3 приспособление 24 для нагревания находящейся в печи 3 пластины или пленки 2 горячим воздухом 25. В соответствии с изобретением приспособление 24 для нагревания пластины или пленки 2 расположено и выполнено так, что движение выходящего из него горячего воздуха 25 проходит в направлении, приблизительно параллельном плоскости 26 пластины или пленки. В соответствии с Фиг.1 горячий воздух 25 движется в продольном направлении пластины или пленки 2 и, конкретнее, противотоком к направлению движения пленки 2, перемещаемой через печь 3 с помощью несущей ленты 13.
Приспособление 24 для нагревания пленки 2 содержит вентилятор 27 и тепловой туннель 30, охватывающий находящуюся в печи 3 пленку 2. Тепловой туннель полностью охватывает находящуюся в печи 3 пленку в ее поперечном направлении и проходит вдоль почти всего находящегося в печи участка пленки 2. Как видно на Фиг.1, тепловой туннель 30 содержит более короткий правый участок 31 вначале по ходу вытекающего из вентилятора 27 воздушного потока и удлиненный левый участок 32, примыкающий к нему со стороны передней стенки 4 печи 3, причем правый участок 31 теплового туннеля 30 имеет отверстия 33, направленные тангенциально, соответственно параллельно к плоскости 26 пленки. Кроме того, тепловой туннель 30 содержит средства 34 для по меньшей мере частичного преждевременного возврата горячего воздуха 25. Эти средства 34 представляют собой, по меньшей мере, один клапан 35, выполненный в стенке удлиненного участка 32 теплового туннеля 30 и позволяющий отводить обозначенную стрелкой 36 часть горячего воздуха в расположенный за пределами теплового туннеля 30 возвратный канал 37. В соответствии с Фиг.1 клапан 35 закреплен в верхней стенке участка 32 теплового туннеля 30 с возможностью его поворота и образует часть этой стенки. Клапан расположен приблизительно на середине длины теплового туннеля 30.
Один из охлаждаемых валков 21 для перемещения пленки 2 расположен в проеме 12 задней стенки 7 печи так, что между охлаждаемым валком 21 и задней стенкой 7 остаются лишь небольшие щели 40.
Предлагаемое устройство 1 для осуществления предлагаемого способа работает следующим образом.
Бесконечная несущая лента 13 движется с определенной скоростью в направлении часовой стрелки на Фиг.1 так, что нижняя ветвь ленты 13 на Фиг.1 движется справа налево, а верхняя ветвь ленты - слева направо. Несущая лента 13 направляется и приводится в движение роликами 14 и 15.
На верхней стороне несущей ленты 13 расположена пленка 2, на которую в печи 3 подается горячий воздух 25. Горячий воздух нагнетается вентилятором 27 сначала в правый участок 31 теплового туннеля 30 и выходит из него через проточные отверстия 33 вдоль пленки 2 тангенциально к поверхности 26 пленки. Горячий воздух затем попадает в удлиненный левый участок 32 теплового туннеля 30 и движется в нем против направления движения несущей ленты 13 и, следовательно, пленки 2, сверху и снизу вдоль нее. При этом полиолефиновая пластина или пленка 2 нагревается для инициирования химической реакции, причем температуру горячего воздуха и тем самым пленки устанавливают так, чтобы температура на участке вблизи передней стенки 4 печи была выше температуры, необходимой для сшивания пленки, и ниже температуры, необходимой для вспенивания пленки. На следующем за ним в направлении перемещения пленки участке теплового туннеля 30, расположенном ближе к задней стенке 7 печи 3, температура горячего воздуха находится в пределах, необходимых для вспенивания пленки 2. Направление потока горячего воздуха 25 обозначено стрелками 41.
На последнем в направлении перемещения пленки (на Фиг.1 справа) участке печи пленка расширяется трехмерно в результате газообразования порообразователя и сдувается, соответственно отрывается от несущей ленты 13 с помощью охлаждаемых валков 21, которые выполняют также функцию так называемых снимающих валков, и, наконец, наматывается в сшитом и вспененном состоянии на приемный барабан 22. Сдувание пленки с несущей ленты производится обычно с помощью горячего воздуха, вытекающего из расположенных под несущей лентой 13 проточных отверстий 33.
Горячий воздух получают и его температуру регулируют, например, с помощью газовых горелок, устанавливаемых в воздушном цикле, или путем введения горячего воздуха в цикл. Теплопередача между горячим воздухом и полиолефиновой пластиной или пленкой 2 регулируется путем регулирования скорости потока горячего воздуха 25 отводом части текущего вдоль пленки 2 горячего воздуха с помощью клапана 35 из теплового туннеля 30 в возвратный канал 37. Благодаря этому снижается скорость потока остаточного горячего воздуха на участке теплового туннеля 30, расположенном за клапаном 35 в направлении потока воздуха. Благодаря этому существует возможность путем регулирования скорости потока горячего воздуха целенаправленно влиять на теплопередачу от горячего воздуха к пленке.
Ясно, что вышеназванные стадии "сшивание" и "вспенивание" способа зависят от температуры и времени пребывания соответствующего участка пленки в определенной зоне печи. Следовательно, при заранее заданной температуре повышение производительности возможно путем повышения времени пребывания, то есть, путем удлинения печи. Технически проще и дешевле осуществить удлинение теплового туннеля, так как при этом в отличие от обычных печей не требуется обязательно устанавливать дополнительные раздувные ящики, вентиляторы и горелки для нагревания воздуха, включая соответствующие регулирующие устройства.
Второй пример осуществления изобретения представлен на Фиг.2, при этом одинаковые или аналогичные признаки обозначены теми же позициями. Для простоты на Фиг.2 не показаны полиолефиновая пластина или пленка 2, а также валок 17 и приемный барабан 22 с соответствующими опорными стойками 23.
Из Фиг. 2 видно, что приспособление 24 для нагревания пластины, изображенное на правой части печи 3, имеет правый и удлиненный левый участки 31, 32 теплового туннеля 30, в то время как приспособление 24, показанное на левой части Фиг.2, имеет лишь удлиненный участок 32. Эти различия обусловлены тем, что пленка вспенивается лишь в конце печи 3 и лишь в этой зоне снимается с несущей ленты 13, так что правый участок 31 теплового туннеля 30 также предусмотрен лишь только в этой части печи.
В этом варианте изобретения с целью оптимального удовлетворения требований, предъявляемых со стороны изготовляемого продукта, и/или для повышения производительности, тепловой туннель 30 разделен на два расположенных один за другим участка. Ясно, что каждый из двух показанных на Фиг.2 тепловых туннелей, расположенных один за другим, также может иметь одно или несколько средств для возврата части горячего воздуха.
Кроме того, клапаны 35 могут быть предусмотрены также в той части теплового туннеля, которая выполнена ниже несущей ленты 13. Далее, возможен вариант, в котором нижняя часть левого удлиненного участка 32 теплового туннеля 30, в отличие от варианта, показанного на Фиг.1 и 2, оканчивается вблизи внутренней стороны передней стенки 4 печи 3, благодаря чему воздух, вытекающий из теплового туннеля 30, может поступать в возвратный канал 37 из участка теплового туннеля, расположенного ниже несущей ленты, не только через несущую ленту, как в случае Фиг.1 и 2, но также и через зазор между внутренней стороной передней стенки 4 печи и концом теплового туннеля.
Таким образом, настоящее изобретение позволяет получать вспененные полиолефиновые пластины или пленки экономичнее и безопаснее в экологическом отношении.
Перечень позиций
1 - устройство,
2 - пластина/пленка,
3 - печь,
4 - передняя стенка,
5 - сквозные отверстия,
6 - сквозные отверстия,
7 - задняя стенка,
8 - свободен,
9 - свободен,
10 - сквозные отверстия,
11 - сквозные отверстия,
12 - проем,
13 - несущая лента,
14 - ролики,
15 - ролик(и),
16 - стрелка,
17 - валок,
18 - свободен,
19 - свободен,
20 - стрелка,
21 - охлаждаемые валики,
22 - приемный барабан,
23 - опорные стойки,
24 - приспособление,
25 - горячий воздух,
26 - плоскость пленки,
27 - вентилятор,
28 - свободен,
29 - свободен,
30 - тепловой туннель,
31 - правый участок,
32 - удлиненный участок,
33 - проточные отверстия,
34 - средства для возврата воздуха,
35 - клапан(ы),
36 - стрелка,
37 - возвратный канал,
38 - свободен,
39 - свободен,
40 - щель,
41 - стрелки.
Изобретение относится к способу сшивания и вспенивания способных к сшиванию полиолефиновых пластин или пленок или вспенивания сшитых полиолефиновых пластин или пленок и устройству для осуществления способа. В способе сшивания и вспенивания способных к сшиванию полиолефиновых пластин или пленок или вспенивания сшитых полиолефиновых пластин или пленок перемещаемая, в основном, непрерывно полиолефиновая пластина или пленка обдувается горячим воздухом. Горячий воздух течет против течения направления перемещения полиолефиновой пластины или пленки вдоль последней. В устройстве для сшивания и вспенивания способных к сшиванию полиолефиновых пластин или пленок или для вспенивания сшитых полиолефиновых пластин или пленок имеется печь и сопряженное с ней приспособление для нагревания находящейся в печи полиолефиновой пластины или пленки горячим воздухом. Приспособление для нагревания полиолефиновой пластины или пленки расположено и выполнено так, что поток горячего воздуха, выходящего из приспособления, направлен приблизительно параллельно плоскости пластины или пленки. Поток горячего воздуха направлен противотоком к направлению перемещения пропускаемой через печь пластины или пленки. Способ экономичен, особенно при его реализации в небольших масштабах. Устройство требует меньших затрат на его изготовление и эксплуатацию. 2 с. и 11 з. п.ф-лы, 2 ил.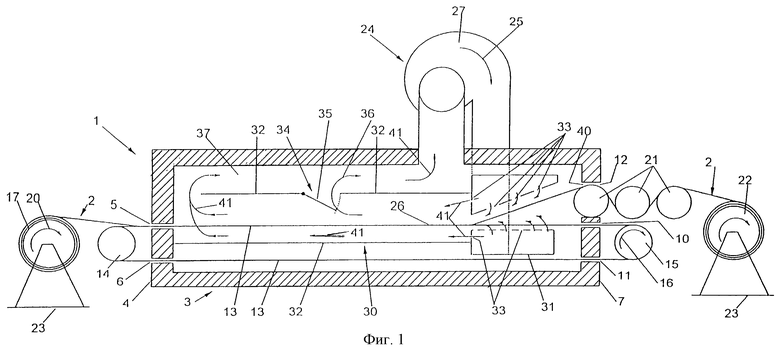
| Способ регистрации электрических квадрупольных сверхтонких взаимодействий ядер в магнитоупорядоченных веществах | 1988 |
|
SU1562814A1 |
| US 2928124 А, 15.03.1960 | |||
| US 3413244 А, 26.11.1968 | |||
| Установка для изготовления блоков пенопласта | 1987 |
|
SU1782771A1 |
| Устройство для непрерывного изготовления пенопластовых профилей | 1974 |
|
SU538656A3 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОРОПЛАСТА | 1992 |
|
RU2033925C1 |
| RU 2070856 С1, 27.12.1996. | |||

