Изобретение относится к абразивной промышленности, в частности к производству отрезных абразивных кругов на вулканитовой связке.
Известен способ производства кругов на вулканитовой связке, включающий получение брикета путем прокатки кусковой абразивно-вулканитовой массы на вальце-брикетном агрегате, прокатку полученного брикета в листовую заготовку на промежуточной и чистовой двухвалковых клетях, ручное нанесение талька на поверхность листовой заготовки, вырубку кольцевых заготовок из листа и сборку их в пакет [1].
В данном способе ручное нанесение талька на поверхность листовой заготовки не обеспечивает равномерности ее покрытия, имеет место неоправданный перерасход талька, высокая запыленность на рабочем месте. Кроме этого, тальк попадает в исходную абразивную массу и отрицательно влияет на качество получаемых абразивных кругов.
Наиболее близким по технической сущности и достигаемому эффекту является способ получения заготовок абразивных кругов на вулканитовой связке, в котором получают брикет путем прокатки кусковой абразивно-вулканитовой массы на вальцах, полученный брикет прокатывают в листовую заготовку, наносят на ее поверхность механизированным путем тальк, вырубают кольцевые заготовки и собирают их в пакет [2].
Механизированное нанесение талька на листовую заготовку обеспечивает равномерное его распределение по всей поверхности, способствует сокращению непроизводительного расхода. Однако толщина наносимого слоя талька по данному способу заметно больше, чем это требуется для осуществления технологии, и не поддается эффективному регулированию. Также использование порошкообразного талька в открытом виде при отсутствии герметичности ведет к его просыпанию в зоне нанесения и возникновению локальной запыленности.
Таким образом основным недостатком наиболее близкого аналога является применение порошкообразного талька.
Задачей предлагаемого изобретения является устранение применения порошкообразного талька при нанесении его на листовую заготовку.
Поставленная задача достигается тем, что в способе получения заготовок абразивных кругов на вулканитовой связке, в котором получают брикет путем прокатки кусковой абразивно-вулканитовой массы на вальцах, полученный брикет прокатывают в листовую заготовку, наносят на ее поверхность механизированным путем тальк, вырубают кольцевые заготовки и собирают их в пакет, тальк наносят вращающимся валиком, спрессованным из порошка талька.
То, что тальк наносят вращающимся валиком, спрессованным из порошка талька, позволяет исключить недостатки, связанные при его использовании в порошкообразном виде (значительная локальная запыленность в зоне его нанесения и связанные с этим безвозвратные потери талька, невозможность нанесения минимально достаточного по толщине слоя талька и его регулировки и др.) за счет абразивного воздействия листовой заготовки на валик, спрессованный из талька при их контакте.
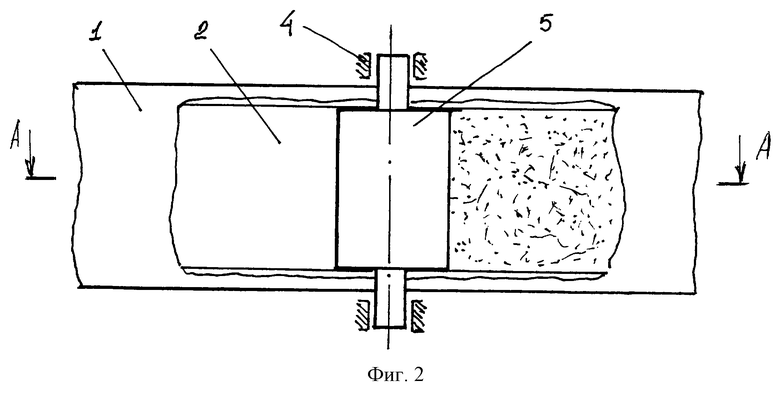
На фиг.1, 2 проиллюстрирован предлагаемый способ.
На фиг.1, 2 обозначены: 1 - лента транспортера, 2 - листовая заготовка, 3 - ось валика, 4 - опоры, 5 - валик, спрессованный из порошка талька, 6 - тальк, нанесенный на поверхность листовой заготовки.
Способ осуществляют следующим образом.
Листовая заготовка 2 после чистовой двухвалковой клети (на фиг.1, 2 условно не показана) на ленте 1 транспортера поступает под спрессованный из порошка талька валик 5, смонтированный на оси 3, вращающейся в опорах 4, при этом листовая заготовка 2 в результате абразивного воздействия на валик 5 снимает с его поверхности слой талька 6.
Предлагаемый способ был опробован на поточно-механизированной линии с трехклетьевым станом и чистовой двухвалковой клетью с горизонтальной осью прокатки для производства отрезных кругов на вулканитовой связке. Листовая заготовка после чистовой клети имела следующие размеры: длина - 1200 мм, ширина - 280 мм, высота - 3,0 мм и предназначалась для получения круга 100х3х20 мм. Валик, спрессованный из талька имел наружный диаметр 60 мм, длину 120 мм, диаметр оси, на которой монтировался валик, составлял 20 мм. Для упрощения изготовления валик был сделан наборным из колец толщиной 10 мм. Толщину наносимого слоя талька регулировали за счет соответствующего поджатая валика к листовой заготовке. Опробование способа показало обеспечение поставленной задачи в полном объеме.
Предлагаемый способ целесообразно использовать в абразивной промышленности при производстве отрезных кругов на вулканитовой связке.
Источники информации
1. Промышленные исследования процессов вальцевания и каландрования на линии 3 АО "Росси" /Шеркунов В.Г., Трусковский В.И., Павлов В.А. и др. Сб. научн. тр. "Машины и технология обработки давлением порошковых и композиционных материалов". / Под ред. Баркова Л.А., Чаплыгина Б.А. - Челябинск: ЧГТУ, 1997, с.79-83.
2. Патент РФ 2149748. Поточно-механизированная линия для производства абразивных кругов на вулканитовой связке. Опубл. в БИ N 15 27.05.2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2127185C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2126740C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2003 |
|
RU2243879C1 |
Изобретение может быть использовано в абразивной промышленности. Способ включает прокатку кусковой абразивно-вулканитовой массы на вальцах, прокатку полученного брикета в листовую заготовку, нанесение на ее поверхность механизированным путем талька, вырубку кольцевых заготовок и сборку их в пакет. Тальк наносят вращающимся валиком, спрессованным из порошка талька. Изобретение позволяет сократить расход талька, улучшить условия труда и обеспечить равномерное нанесение минимально необходимого слоя талька на поверхность листовой заготовки. 2 ил.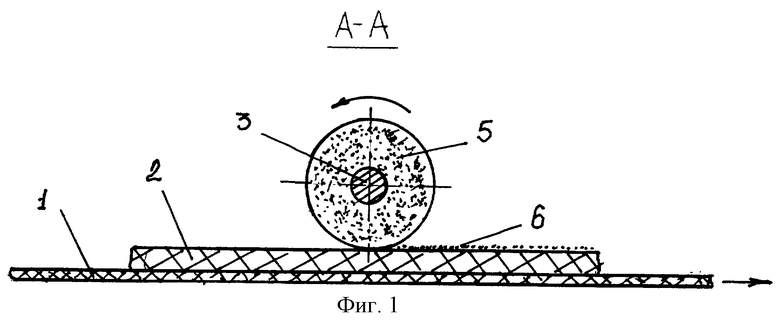
Способ получения заготовок абразивных кругов на вулканитовой связке, в котором получают брикет путем прокатки кусковой абразивно-вулканитовой массы на вальцах, полученный брикет прокатывают в листовую заготовку, наносят на ее поверхность механизированным путем тальк, вырубают кольцевые заготовки и собирают их в пакет, отличающийся тем, что тальк наносят вращающимся валиком, спрессованным из порошка талька.
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| Способ изготовления абразивонесущих материалов | 1986 |
|
SU1349984A1 |
| US 6372112 B1, 16.04.2002 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

