Изобретение относится к области обработки металлов давлением, а точнее к обработке давлением листового материала с помощью валков специальной формы, и может быть использовано в черной металлургии, машиностроении, строительстве при производстве гнутых профилей или получении сформованной трубной заготовки в агрегатах по производству сварных труб.
Качество, себестоимость и объем производства являются определяющими показателями любого производства. Наибольших успехов в условиях рыночных отношений достигают коллективы, имеющие прежде всего мобильное, универсальное конкурентоспособное оборудование с оригинальным конструктивным выполнением как отдельных деталей, так и узлов и машин, в том числе за счет придания им нескольких потребительских свойств (технологических возможностей), степени унификации, гибкой компоновки, снижения времени на их изготовление и эксплуатацию.
Широко распространенным оборудованием трубосварочных, профилегибочных агрегатов являются клети формовочных станов.
Известна валковая кассета стана для формовки полуцилиндров, см. а.с. №470327, кл. В 21 С 37/06, заявл. 1972 г., опубл. 1975 г.
Валковая кассета формовочного стана содержит станину, две пары боковых валков и пару опорных роликов. Каждая пара боковых валков смонтирована в обойме, шарнирно связанной с корпусом, который, в свою очередь, закреплен шарнирно на станине. Обоймы и корпуса оснащены механизмами угловой регулировки.
Основным недостатком известного решения является узкая область применения. Кассета может быть использована только для полуцилиндрических заготовок. Для цилиндрической заготовки такую кассету не представляется возможным использовать, так как у такой заготовки расстояние между кромками является недостаточным, чтобы разместить внутри заготовки станину, обойму и корпуса с осями вращения.
Другим недостатком кассеты является то, что для каждого типоразмера заготовки требуется другая кассета, поскольку часть станины, обойм и корпусов с осями вращения находятся внутри заготовки. Увеличение количества типоразмеров кассет приведет к увеличению массы, трудоемкости и стоимости оборудования.
Из известных формовочных клетей наиболее близкой по технической сущности является клеть, описанная в патенте ФРГ №1933222, кл. В 21 С 37/08, заявл. 1969 г., опубл. 1975 г.
Эта формовочная клеть содержит станину с двумя кольцевыми Т-образными пазами по торцу для крепления ползунов. В ползунах с возможностью радиального перемещения размещены вилкообразные корпуса с валками. Ползуны с размещенными в них валками от действия усилия формовки удерживаются на торцевой плоскости станины только усилием затяжки крепежных болтов.
Недостатком известной конструкции формовочной клети является узкая область ее применения. Клеть может быть использована только для производства тонкостенных труб менее ответственного назначения из-за отсутствия базирующих и фиксирующих элементов для ползунов с валками относительно торца станины. Кроме того, в известной клети не возможно производить радиальную и угловую настройки с высокой точностью, то есть полностью отсутствует возможность повторения параметров предшествующей настройки из-за отсутствия соответствующих как исполнительных, так и измерительных средств.
Задача настоящего изобретения состоит в создании формовочной клети, позволяющей производить непрерывную или поштучную формовку листового материала с высоким качеством.
Следующей задачей изобретения является расширение технологических возможностей.
Поставленная задача достигается тем, в известной формовочной клети, содержащей станину с двумя кольцевыми пазами для крепления по торцу, по крайней мере, с одной стороны ползунов, в которых с возможностью радиального перемещения размещены вилкообразные корпуса с валками, каждый валок снабжен механизмом угловой регулировки, выполненным в виде червячной передачи, колесо которой неподвижно закреплено на станине, а червяк - на ползуне, по крайней мере, на одном торце станины выполнен кольцевой выступ с базовыми цилиндрическими поверхностями на наружной и внутренней сторонах, взаимодействующими с цилиндрическими базовыми поверхностями, выполненными на ползунах, и кольцевой прямоугольный паз для размещения механизмов угловой регулировки валков, при этом кольцевые пазы для крепления ползунов выполнены Т-образными и размещены на упомянутом выступе.
Такое конструктивное выполнение формовочной клети позволит расширить технологические возможности и производить непрерывную или поштучную формовку листового материала с высоким качеством. Это достигается за счет выполнения по торцу станины кольцевого базофиксирующего выступа, позволяющего воспринимать его передней цилиндрической поверхностью усилие формовки при непрерывном процессе и его задней цилиндрической поверхностью усилие, возникающей реакции при формовке изделий конечной длины. Таким образом, возможно получать широкий сортамент сформованных изделий высокой точности.
Размещение в кольцевом прямоугольном пазу механизма угловой регулировки в виде червячной передачи с возможностью вращения червяка вручную или с помощью привода дает возможность с высокой точностью производить плавную угловую регулировку валков, что, в свою очередь, позволяет не только сократить время переналадки, но и упростить форму валка или выполнить ее одинаковой для группы типоразмеров сформованных изделий.
Оснащение механизмов радиальной и угловой регулировок измерительными шкалами позволит сократить время настроек, повысить качество формовки за счет точного повторения параметров настройки ранее изготавливаемой трубы или профиля.
Предложенная конструкция формовочной клети может быть использована для калибровки изделий из листового материала.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
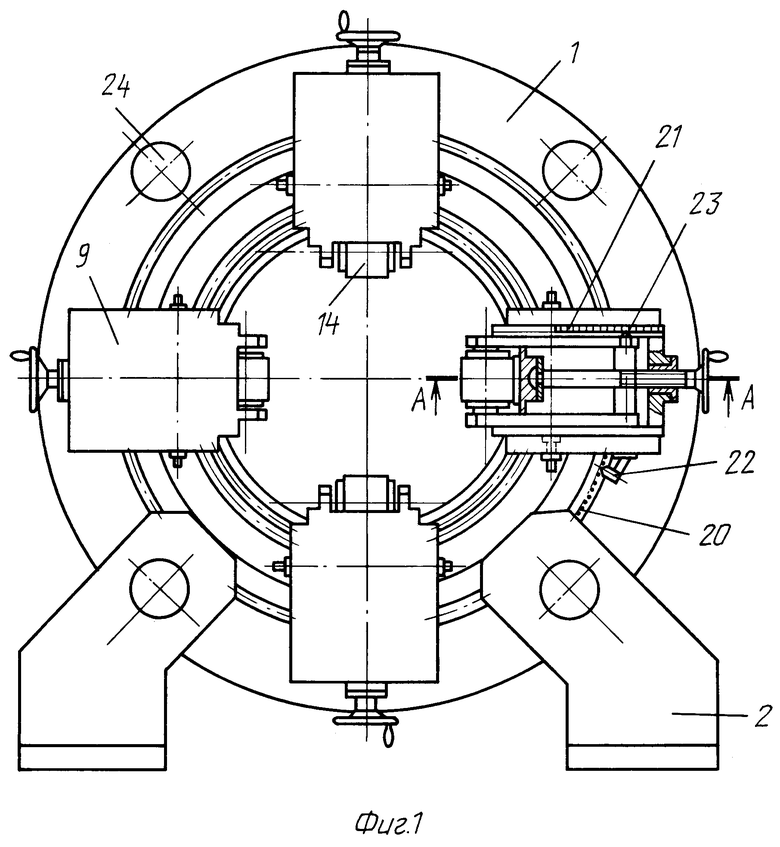
на фиг.1 изображен общий вид формовочной клети;
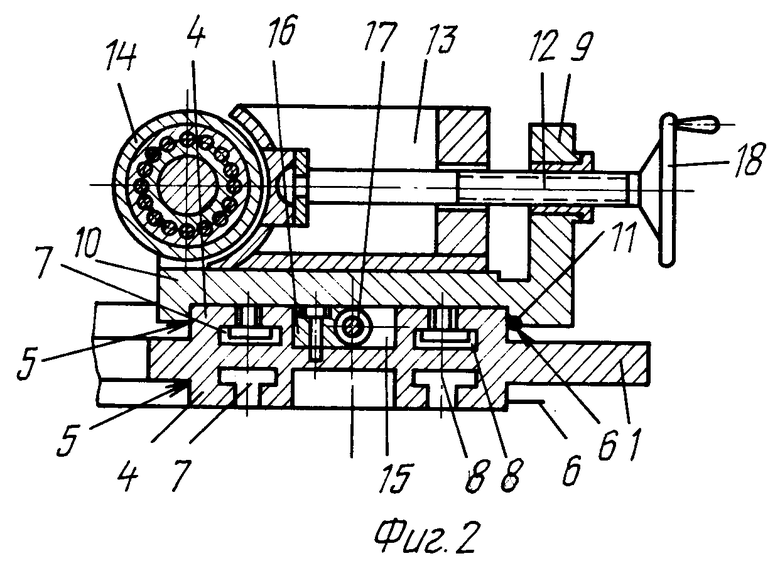
на фиг.2 - разрез А-А на фиг.1;
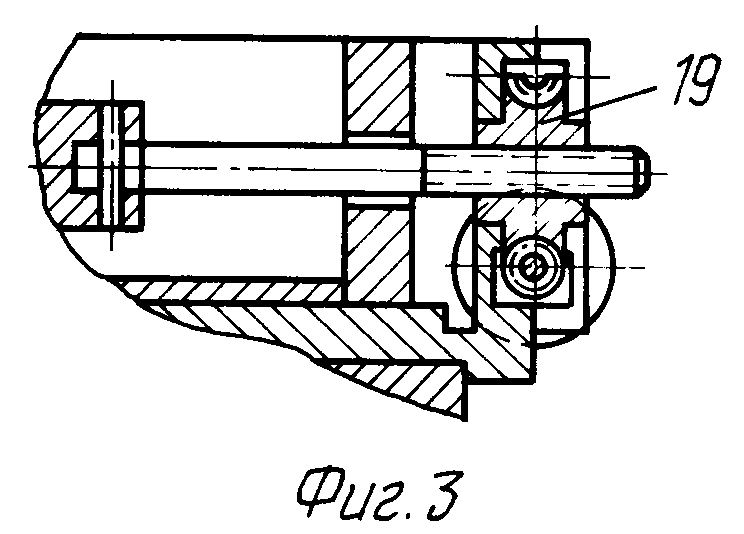
на фиг.3 - вариант выполнения механизма радиальной регулировки валков с червячной передачей;
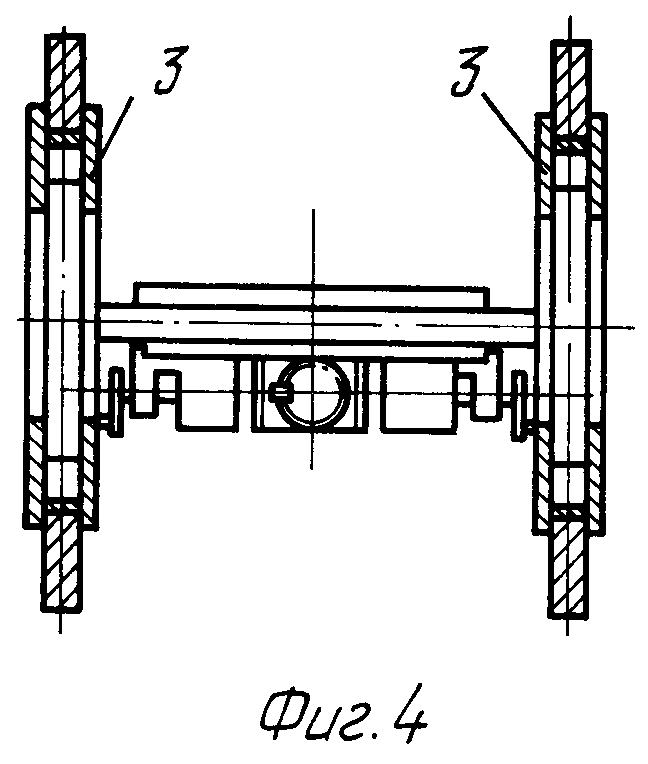
на фиг.4 - вариант выполнения крепления станины между горизонтальными клетями формовочного стана (вид сверху).
Формовочная клеть содержит станину 1, выполненную в виде кольца или прямоугольника с отверстием, закрепленную на фундаменте с помощью стоек 2 или на боковинах соседних горизонтальных клетей формовочного стана с помощью кронштейнов 3 с пазами. На торце станины 1, а при технологической необходимости на обоих торцах, выполнен кольцевой выступ 4 с цилиндрическими базовыми поверхностями 5, 6 на внутренней и наружной сторонах и двумя кольцевыми Т-образными пазами 7, 8 для крепления в любом месте по окружности ползунов 9, выполненных с двумя цилиндрическими базовыми поверхностями 10, 11, взаимодействующими с базовыми поверхностями 5, 6 выступа 4. В ползунах 9 с возможностью радиального перемещения с помощью винтовых механизмов 12 смонтированы вилкообразные корпуса 13 с валками 14. Каждый валок снабжен механизмом угловой регулировки.
В кольцевом выступе 4 выполнен кольцевой прямоугольный паз 15 для размещения механизмов угловой регулировки валков.
Механизм угловой регулировки выполнен в виде червячной передачи, колесо 16 которой неподвижно закреплено на станине, а червяк 17 на ползуне 9.
Для радиальной регулировки валков непосредственно в процессе формовки механизм радиальной регулировки может быть выполнен в виде винтовой передачи 12 с ручным приводом 18 и с приводом от червячного редуктора 19.
Механизмы радиальной и угловой настроек валков оснащены измерительными линейками 20, 21 и указателями 22, 23.
Если формовочная клеть предназначена для формовки толстостенных (с толщиной стенки более 3 мм) трубных заготовок, то в станине 1 выполняют отверстия 24 для скрепления двух или более клетей с помощью промежуточных штанг.
Работа формовочной клети осуществляется следующим образом.
В соответствии с технологией формовки трубной заготовки на одном или на обоих торцах станины устанавливают необходимое количество ползунов 9 с валками 14 и механизмами угловой и радиальной регулировок.
Все валки 14 с помощью механизмов радиальной и угловой регулировок оператором вручную или с помощью механизированных приводов с использованием измерительных линеек 20, 21 и указателей 22, 23 устанавливают на определенные параметры.
Трубную заготовку, предварительно сформованную, подают в валки 14, где осуществляют ее дальнейшую формовку.
В зависимости от технологического процесса клеть может быть установлена либо в трубоэлектросварочном агрегате между горизонтальными клетями, либо в калибровочном стане.
При необходимости ее можно использовать отдельно, например, для правки или калибровки в трубоэлектросварочном агрегате.
В случае необходимости оператор может вносить корректировку в параметры технологии формовки и калибровки непосредственно при работе агрегата.
Предложенная конструкция формовочной клети по сравнению с известными позволит расширить технологические возможности и производить непрерывную формовку или калибровку листового материала с высоким качеством.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354910A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| НЕПРЕРЫВНЫЙ ТРУБОФОРМОВОЧНЫЙ СТАН | 1969 |
|
SU232925A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
Использование: изобретение относится к области обработки металлов давлением, а точнее к обработке давлением листового материала с помощью валков специальной формы, и может быть использовано в черной металлургии, машиностроении, строительстве при производстве гнутых профилей или получении сформованной трубной заготовки в агрегатах по производству сварных труб. В формовочной клети каждый валок снабжен механизмом угловой регулировки, выполненным в виде червячной передачи, колесо которой неподвижно закреплено на станине, а червяк - на ползуне, по крайней мере, на одном торце станины выполнен кольцевой выступ с базовыми цилиндрическими поверхностями на наружной и внутренней сторонах, взаимодействующими с цилиндрическими базовыми поверхностями, выполненными на ползунах, и кольцевой прямоугольный паз для размещения механизмов угловой регулировки валков, при этом кольцевые пазы для крепления ползунов выполнены Т-образными и размещены на упомянутом выступе. Обеспечивается поштучная формовка листового материала с высоким качеством, а также расширение технологических возможностей. 4 ил.
Формовочная клеть, содержащая станину с двумя кольцевыми пазами для крепления по торцу, по крайней мере с одной стороны ползунов, в которых с возможностью радиального перемещения размещены вилкообразные корпуса с валками, отличающаяся тем, что каждый валок снабжен механизмом угловой регулировки, выполненным в виде червячной передачи, колесо которой неподвижно закреплено на станине, а червяк на ползуне, по крайней мере на одном торце станины выполнен кольцевой выступ с базовыми цилиндрическими поверхностями на наружной и внутренней сторонах, взаимодействующими с цилиндрическими базовыми поверхностями, выполненными на ползунах, и кольцевой прямоугольный паз для размещения механизмов угловой регулировки валков, при этом кольцевые пазы для крепления ползунов выполнены Т-образными и размещены на упомянутом выступе.
| DE 1933222, 28.01.1971 | |||
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| RU 92014130 А, 27.05.1995. | |||

