Изобретение относится к прокатному производству, а именно к механизмам, применяемым для продольного перемещения проката при задаче его в валки прокатной клети.
Известны механизмы [1, стр.192], служащие для продольного перемещения заготовки вдоль оси прокатки с использованием передачи винт - гайка. При прокатке заготовки на передачу винт - гайка и саму заготовку действуют значительные осевые усилия, приводящие к быстрому износу винта и гайки, а при прокатке тонкостенных труб к появлению на них (трубах) гофр.
Другим недостатком такого механизма является сложность его конструкции из-за необходимости применения кулачково-рычажных-ползунных механизмов, обеспечивающих прерывистую подачу заготовки только во время образования зазора между рабочей поверхностью валков и заготовки.
Наиболее близким по технической сущности и достигаемому эффекту является задающее устройство стана шаговой прокатки [2], содержащее траверсу и каретку, установленные с возможностью перемещения по направляющим от привода, упругий элемент (в конкретном случае - пружина), размещенный между траверсой и кареткой.
Применение упругого элемента позволяет осуществлять непрерывную работу привода задающего устройства, который в момент обжатия валками заготовки перемещает только траверсу на величину подачи. Траверса, воздействуя на пружину, сжимает ее. Усилие пружины передается на каретку и заготовку, не перемещая их вдоль оси прокатки. При появлении зазора между валками и заготовкой каретка и заготовка с помощью пружины перемещаются по направляющей на величину подачи.
Все это существенно упрощает механизм привода задающего устройства и повышает надежность его работы.
Однако применение такой конструкции задающего устройства требует достаточно точной настройки усилия предварительного сжатия пружины, превышающего силу трения между направляющей и заготовкой, а также направляющей и кареткой.
Если сила трения между кареткой и ее направляющей практически постоянна, то сила трения между заготовкой и направляющей зависит от геометрии заготовки, ее шероховатости и т.п. Следовательно, в зависимости от параметров заготовки изменяется и сила сопротивления перемещению заготовки.
Это требует перед прокаткой каждой заготовки проведения настройки усилия предварительного сжатия упругого элемента.
При недостаточном усилии предварительного сжатия пружины заготовка и каретка не получит требуемого перемещения на величину подачи во время образования зазора между валками и заготовкой. В случае создания значительного усилия предварительного сжатия заготовка за счет инерционных сил получит перемещение, значительно превышающее подачу.
В первом случае не будет обеспечиваться проектная производительность процесса шаговой прокатки из-за малой подачи. Во втором случае при превышении проектной подачи процесс шаговой прокатки будет осуществляться при повышенных деформационных и силовых условиях, что может привести к снижению качества проката по геометрическим размерам или к поломке технологического оборудования.
Таким образом, задающее устройство согласно прототипу имеет низкую надежность, приводящую к снижению производительности процесса шаговой прокатки и качества геометрических размеров поперечного сечения проката.
Задачей предлагаемого изобретения является устранение указанных недостатков задающего устройства, а именно повышение надежности его работы, увеличивающей производительность процесса шаговой прокатки, улучшающей качество проката.
Поставленная задача достигается тем, что задающее устройство для шаговой подачи заготовок, включающее траверсу и каретку, установленные с возможностью перемещения по направляющим от привода, упругий элемент, размещенный между траверсой и кареткой, снабжено храповым механизмом, храповик и собачка которого порознь закреплены на траверсе и каретке, причем шаг зубьев храповика равен подаче.
Установка храповика и собачки на указанных элементах конструкции задающего устройства позволяет осуществлять автоматическую настройку требуемого для подачи каждой заготовки усилия предварительного сжатия упругого элемента (пружины) и ограничивать перемещение каретки в каждом цикле шаговой прокатки. Выполнение шага зубьев храповика, равного подаче, позволяет каретке с заготовкой перемещаться в каждом цикле прокатки на величину, не превышающую величину подачи.
Это обеспечивается следующим образом.
При работе задающего устройства траверса от постоянно работающего привода в каждом цикле шаговой прокатки перемещается на заданную величину подачи. При этом упругий элемент за счет воздействия на него траверсы при неподвижной каретке с заготовкой, удерживаемых валками прокатной клети, сжимается.
Во время образования зазора между валками и заготовкой у последней вместе с кареткой появляется возможность перемещения в сторону прокатной клети. Однако в случае, если усилие сжатия пружины не превышает усилие, необходимое для перемещения каретки с заготовкой, последние не получат перемещение на величину подачи. В каждом последующем цикле шаговой прокатки величина сжатия упругого элемента увеличивается на величину подачи и при достижении в упругом элементе усилия, превышающего силу сопротивления перемещению каретки и заготовки, последние получат перемещение в сторону прокатных валков.
Величина этого перемещения не будет превышать шаг храповика и величину подачи, т.к. это перемещение ограничивает собачка. В следующих циклах шаговой прокатки будет осуществляться циклическое перемещение заготовки на величину подачи, т.к. в пружине установлено усилие сжатия, достаточное для перемещения каретки и заготовки.
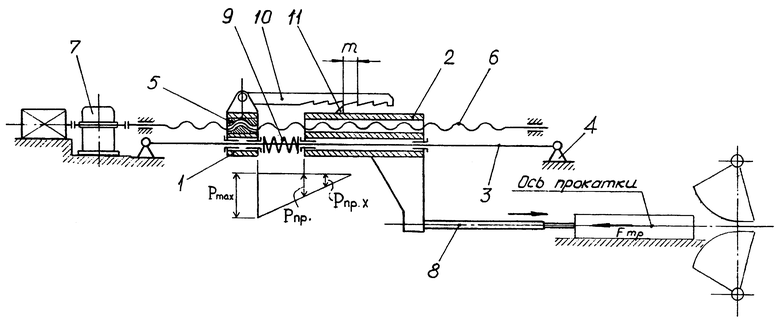
Изобретение проиллюстрировано чертежом, на котором приведена схема задающего устройства.
Задающее устройство содержит траверсу 1 и каретку 2, установленные на направляющих колоннах 3, закрепленных на фундаменте 4, с возможностью перемещения по ним. В траверсе 1 закреплена гайка 5, соединенная винтом 6 и связанная с приводом 7. В нижней части каретки 2 закреплен толкатель 8. Между траверсой 1 и кареткой 2 на колоннах 3 установлена пружина 9. На траверсе 1 шарнирно закреплен храповик 10, а на каретке 2 собачка 11. При другом конструктивном исполнении (на чертеже не показано) храповик 10 может быть закреплен на каретке 2, а собачка 11 на траверсе 1.
Работа задающего устройства осуществляется следующим образом.
Включается привод 7 вращения винта 6, который, взаимодействуя с гайкой 5, перемещает траверсу 1 по направляющим колоннам 3. При этом привод настраивается на режим работы, обеспечивающий перемещение траверсы 1 с гайкой 5 за цикл прокатки на величину подачи m. Траверса 1 через пружину 9 воздействует на каретку 2 с толкателем 8 и перемещает ее также по направляющим колоннам 3 в направлении стрелки. При подходе толкателя 8 к заготовке (показана тонкими линиями) на него действует сила трения Fтр между заготовкой и проводкой, удерживающей заготовку. В том случае, если сила трения Fтр превышает силу сжатия пружины 9 Рпрх, то каретка 2 с толкателем 8 и собачкой 11 будут оставаться неподвижными, а траверса 1 вместе с храповиком 10 будет перемещаться по колоннам 3 в сторону прокатной клети, сжимая пружину 9. При этом усилие пружины 9 увеличивается, и храповик 10 перемещается относительно собачки 11. При достижении усилия в пружине 9 Рпр, превышающего силу трения Fтр, каретка 2 с толкателем 8 и с заготовкой будут перемещаться в направлении прокатной клети. При этом данное перемещение не может превышать величину подачи m, т.к. это перемещение ограничено шагом храповика 10.
Следовательно, в случае, если Рпр>Fтр, то в каждом цикле шаговой прокатки во время образования зазора между валками и заготовкой последняя вместе с кареткой 2 и толкателем 8 получает перемещение, равное подаче m.
Таким образом, при прокатке заготовок с разными параметрами, определяющими разные силы сопротивления ее перемещению к прокатной клети шаговой прокатки, осуществляется автоматическая настройка задающего устройства на требуемое усилие сжатия пружины, фиксируемое храповым механизмом, после чего осуществляется стабильная работа задающего устройства в режиме подачи, при котором величина подачи не может превышать m.
Даже в случае возникновения аварийной ситуации, когда сила Fтр значительно превысит Рпр, пружина сожмется и перейдет в другой режим работы, а затем произойдет резкое уменьшение усилия Fтp, перемещение заготовки в прокатную клеть за счет работы храпового устройства не превысит величину подачи m.
Таким образом, применение задающего устройства данной конструкции обеспечивает автоматическую настройку на нормальный режим работы и обеспечивает постоянный проектный режим подачи заготовки на величину m. Этим достигается проектная производительность процесса шаговой прокатки и заданное качество геометрических размеров проката.
Предлагаемая конструкция задающего устройства испытана на промышленном стане шаговой прокатки с качающимися валками, установленного в 2002 г. на OOO “УЗПС” (г. Березовский, Свердловская обл.). За счет применения такой конструкции задающего устройства обеспечена безаварийная работа стана и отсутствие брака готового проката по геометрическим размерам поперечного сечения.
Источники информации
1. Вердеревский В.А., Глейберг А.З., Никитин А.С. Трубопрокатные станы. - М.: Металлургия, 1983, с.192.
2. Коваль Г.И., Дремин В.Г., Бежанян А.Р. Новые прокатные технологии и станы для производства машиностроительных заготовок // Металлург, 1998, №7, с.36-37.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЯ ПРИВОДА ВАЛКОВ ПРОКАТНОГО СТАНА | 1992 |
|
RU2015758C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА И СПОСОБ ЕЕ УСТАНОВКИ, СПОСОБ ПРОКАТА С ПОМОЩЬЮ КЛЕТИ | 2013 |
|
RU2578862C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2329883C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕЛЕНАПРАВЛЕННОГО ВОЗДЕЙСТВИЯ НА ГЕОМЕТРИЮ ПОЛОСОВОЙ ЗАГОТОВКИ В ЧЕРНОВОЙ КЛЕТИ | 2006 |
|
RU2368443C2 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
Изобретение относится к прокатному производству, в частности, к механизмам для продольного перемещения проката при задаче его в валки прокатной клети. Сущность изобретения: задающее устройство для шаговой подачи заготовок, включающее траверсу, каретку, установленные с возможностью перемещения по направляющим от привода, упругий элемент (пружину), размещенный между траверсой и кареткой. На траверсе установлен храповик, а на каретке установлена собачка. При этом шаг храповика равен величине подачи. Изобретение обеспечивает повышение производительности и качества проката за счет повышения надежности работы задающего устройства. 1 ил.
Задающее устройство для шаговой подачи заготовок, включающее траверсу и каретку, установленные с возможностью перемещения по направляющим от привода, упругий элемент, размещенный между траверсой и кареткой, отличающееся тем, что оно снабжено храповым механизмом, храповик и собачка которого порознь закреплены на траверсе и каретке, причем расстояние между зубьями храповика равно шагу подачи.
| МЕХАНИЗМ КАНТОВКИ ПОДАЮЩЕГО АППАРАТА ПИЛИГРИМОВОГО СТАНА | 0 |
|
SU314567A1 |
| МЕХАНИЗМ КАНТОВКИ ГИЛЬЗ ПОДАЮЩЕГО АППАРАТА ПИЛЬГЕРСТАНОВ | 0 |
|
SU171832A1 |
| 0 |
|
SU161321A1 | |
| ПОДАЮЩИЙ АППАРАТ ПИЛИГРИМОВОГО СТАНА | 1991 |
|
RU2010638C1 |
| US 4955220 A, 11.09.1990 | |||
| Электронная игра | 1988 |
|
SU1597205A1 |
| DE 3365660 D, 02.10.1986. | |||

