Изобретение относится к области черной и цветной металлургии, а точнее к легированию сталей, цветных металлов и сплавов в электроннолучевых печах.
Известен способ получения алюминиевобариевых сплавов по авторскому свидетельству №608844 (опубл. 30.05.78), заключающийся в том, что измельченные алюминий и барий слоями загружают в тигель для плавления и помещают тигель в реактор.
Известный способ невозможно применить в электронно-лучевой печи, так как процесс плавления происходит ускоренно за счет энергии электронного луча, и смешивание расплавленных материалов происходит за короткое время.
Наиболее близким к предлагаемому изобретению является способ легирования сплавов в электронно-лучевой печи по а.с. №337002 (опубл. 25.11.77), включающей промежуточный плавильный тигель, механизм загрузки шихты. В печь вводят и переплавляют измельченные легирующие элементы.
Этим способом в электронно-лучевой печи невозможно получить высококачественный легированный сплав, имеющий однородную структуру.
Задачей данного изобретения является получение легированного высококачественного сплава, имеющего однородную структуру, заданные химический состав и технологические параметры (например, слитки прямоугольной или квадратной формы).
Эта задача решается предложенным способом легирования сплавов в электронно-лучевой печи, включающим ввод и переплав в печи измельченных легирующих элементов, которые вводят совместно с переплавляемой заготовкой с пазом по всей длине, при этом в пазу устанавливают шаблон с образованием продольных параллельных ячеек, в которые засыпают и равномерно разравнивают по всей длине легирующие элементы, после чего шаблон убирают.
Отличительные признаки предлагаемого способа заключаются в том, что легирующие элементы вводят совместно с переплавляемой заготовкой с пазом по всей длине, при этом в пазу устанавливают шаблон с образованием продольных параллельных ячеек, в которые засыпают и равномерно разравнивают по всей длине легирующие элементы, после чего шаблон убирают.
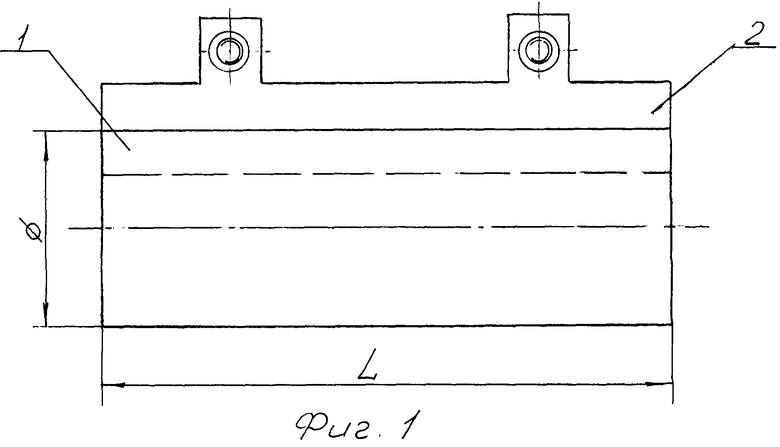
Предлагаемое изобретение поясняется чертежами, на которых изображены:
на фиг.1 - переплавляемая заготовка с шаблоном;
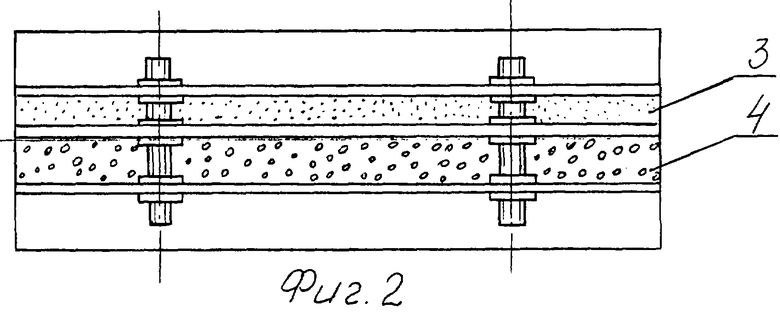
на фиг.2 - то же, вид сверху;
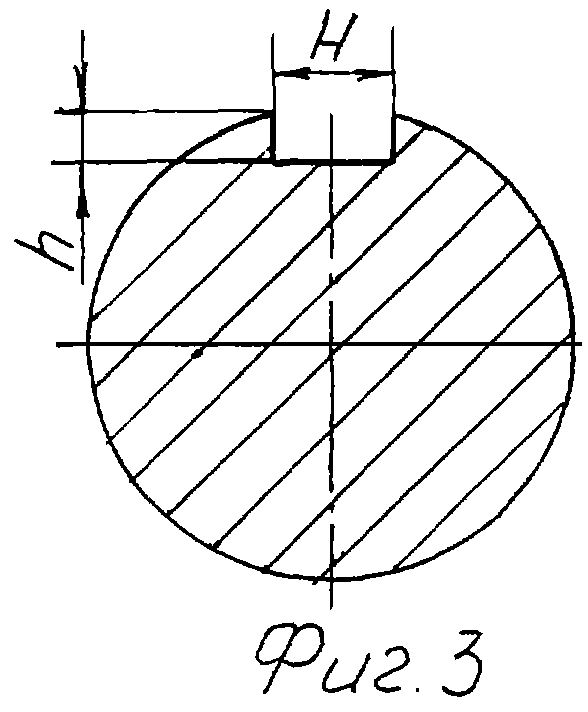
на фиг.3 - поперечный разрез (без шаблона)
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
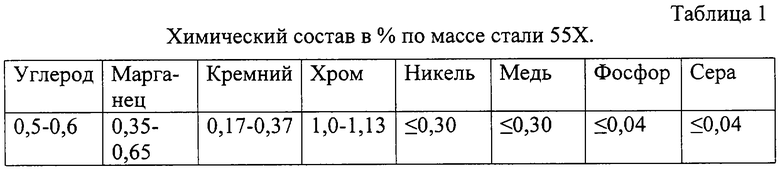
Например, необходимо получить слиток массой 4,5 т стали марки 55Х, химический состав приведен в таблице 1.
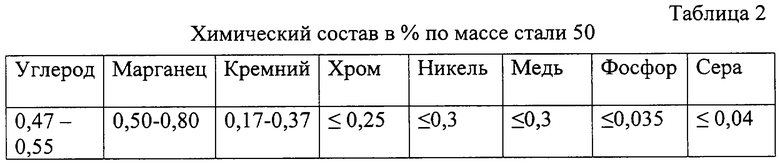
Берется круглая заготовка 1 следующих размеров: диаметр  = 300 мм, длина L = 2250 мм из стали марки - сталь 50. Химический состав приведен в таблице 2.
= 300 мм, длина L = 2250 мм из стали марки - сталь 50. Химический состав приведен в таблице 2.
В заготовке выполняется паз по всей длине заготовки: высота паза h = 40 мм, ширина паза Н = 60 мм.
Масса заготовки с учетом паза и удельным весом стали (7,8 г/см) будет равна: 4950-420=4530 (кг).
Для получения химического состава стали 55Х необходимо ввести, с учетом угара, легирующие элементы - 80 кг феррохрома (хром=65%) и 2 кг кокса (углерода). Эти элементы располагаются в пазу с помощью шаблона 2 в две продольные параллельные ячейки 3 и 4, образованные шаблоном 2 и пазом заготовки 1. В более узкую ячейку 3 укладывается и разравнивается по всей длине кокс, в более широкую ячейку 4 - феррохром.
Заготовка 1 после наполнения ячеек 3, 4 и снятия шаблона 2 подается вместе с легирующими элементами в рабочую зону электронно-лучевой печи для переплава.
При необходимости возможно перемещение шаблона вдоль паза по всей длине заготовки. Количество ячеек в шаблоне зависит от числа вводимых легирующих элементов (например, если легирующих элементов будет три, то и соответственно будет три ячейки в шаблоне). Кроме того, ячейки шаблона могут быть постоянными и регулируемыми, то есть шаблон может быть изготовлен из продольных пластин с ушками, соединенных между собой жестко или соединенных шпильками, при помощи которых можно регулировать ширину ячеек.
Легируемый сплав, полученный данным способом, имеет однородный химический состав по всему объему слитка и плотную структуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ СПЛАВА ВОЛЬФРАМ-ТАНТАЛ | 2011 |
|
RU2453624C1 |
| ЛАЗЕРНАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2007 |
|
RU2348880C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТИРОВАННЫХ ФЕРРОСПЛАВОВ И ЛИГАТУР | 2006 |
|
RU2331691C2 |
| Способ получения слитков сплава на основе титана | 2017 |
|
RU2675010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛИ С УПРОЧНЯЮЩИМИ НАНОЧАСТИЦАМИ | 2011 |
|
RU2493282C2 |
| Способ производства коррозионно-стойкой стали | 2023 |
|
RU2810410C1 |
| Способ получения слитков из сплавов на основе интерметаллида титана и алюминия | 2018 |
|
RU2697287C1 |
| Способ переработки металлоотходов | 1990 |
|
SU1787691A1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ | 1989 |
|
SU1775929A1 |
Изобретение относится к области черной и цветной металлургии, а точнее к легированию сталей, цветных металлов и сплавов в электроннолучевых печах. Способ включает ввод в электроннолучевую печь измельченных легирующих материалов и плавление их. Легирующие материалы вводят в электроннолучевую печь совместно с заготовкой, предназначенной для переплава, в которой выполняют паз по всей длине, устанавливают в пазу шаблон с образованием продольных параллельных ячеек, в которые засыпают и равномерно разравнивают по всей длине соответствующие легирующие материалы, после чего шаблон убирают. Изобретение позволяет получить легированный высококачественный сплав в виде слитков прямоугольной или квадратной формы с однородной структурой и заданным химическим составом. 3 ил., 2 табл.
Способ легирования сплавов в электронно-лучевой печи, включающий ввод и переплав в печи измельченных легирующих элементов, отличающийся тем, что легирующие элементы вводят совместно с переплавляемой заготовкой с пазом по всей длине, при этом в пазу устанавливают шаблон с образованием продольных параллельных ячеек, в которые засыпают и равномерно разравнивают по всей длине легирующие элементы, после чего шаблон убирают.
| Электроннолучевая печь для плавки металла | 1971 |
|
SU337002A1 |
| Электроннолучевая печь | 1970 |
|
SU349320A1 |
| Способ получения алюминиевобариевых сплавов | 1976 |
|
SU608844A1 |
| EP 204298, 10.12.1986 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

