Изобретение относится к машиностроению и может быть использовано при ремонте металлорежущего оборудования, а именно для обработки направляющих станин без их демонтажа.
Известны переносные устройства для обработки направляющих, оснащенные базовыми направляющими, которые перед началом работ выставляются с высокой точностью в вертикальной и горизонтальной плоскостях относительно ремонтируемых направляющих (А.с. СССР №83024, 1949 г., №94094, 1951 г, №142907, 1960 г., №1551523, 1990 г., патент РФ №2060142, 1990 г., Пекелис Г.Д., Гельберг Б.Т. Технология ремонта металлорежущих станков. - Л.: Машиностроение, 1970, с.с.58, 59, рис. 32, 34.)
Одни из известных устройств имеют следующие недостатки:
- высокоточная регулировка положения базовых направляющих относительно ремонтируемых направляющих требует высокой квалификации исполнителей и значительных затрат труда, а погрешности регулировки переносятся на обрабатываемые направляющие;
- возникают дополнительные погрешности при деформации базовых направляющих, возникающей под действием веса перемещающихся по ним шлифовальной бабки, каретки с инструментальной головкой или всего устройства;
- сложности, связанные с изготовлением, хранением и транспортировкой длинномерных высокоточных базовых направляющих.
Другие известные устройства лишены недостатков, связанных с применением регулируемых базовых направляющих, поскольку в качестве них используются малоизношенные направляющие задней бабки ремонтируемого станка, где и устанавливаются устройства для обработки, однако и они имеют недостатки:
- для обеспечения необходимой точности базовых направляющих необходимо провести трудоемкую обработку - шабровку;
- шабровка неприемлема для крупногабаритных станин, т.к. это связано с необходимостью снятия несопоставимого с данной операцией припуска;
- не устраненные погрешности переносятся на ремонтируемые направляющие.
К тому же в известных устройствах отсутствует регулировка неперпендикулярности оси инструмента к обрабатываемой направляющей и оптимального угла наклона оси инструмента для обеспечения оптимальных условий резания и необходимой шероховатости.
Наиболее близким по технической сущности является переносное устройство для обработки направляющих станины, содержащее траверсу с кареткой и инструментальной головкой, установленные с возможностью перемещения по базовым направляющим и возможностью контакта с эталонной направляющей, связанными со станиной, механизм перемещения траверсы, механизм перемещения инструментальной головки, причем базовые и эталонная направляющие объединены конструктивно и установлены на станине (А.с. СССР 31551523; В 24 В 23/08; 7/14, 1990 г.)
Основным недостатком известного устройства является то, что введение совмещенных базовых и эталонной направляющих вместо имеющихся направляющих станины хотя и позволяет обойтись без предварительной обработки последних, однако процесс их выставления относительно станины и между собой не гарантирует устранения погрешностей при обработке, возникающих в силу деформаций при их закреплении и перемещении устройства, а само устройство достаточно сложное, громоздкое и дорогостоящее в условиях индивидуального производства.
Задачей изобретения является устранение технического противоречия: с одной стороны, для упрощения конструкции устройства желательно максимально использовать элементы станка, в частности малоизношенные направляющие задней бабки в качестве базовых и саму бабку с приводом; с другой стороны, избежать при этом копирования инструментальной головкой дефектов направляющих задней бабки с переносом их на обрабатываемые направляющие и избежать трудоемкой шабровки и выверки, при этом эталонная направляющая не должна нести нагрузки для исключения деформаций.
Поставленная задача решается тем, что в известном переносном устройстве для обработки направляющих станины, содержащем траверсу с кареткой и инструментальной головкой, установленные с возможностью перемещения по базовым направляющим и возможностью контакта с эталонной направляющей, связанными со станиной, механизм перемещения траверсы, механизм осевого перемещения инструмента, согласно изобретению, эталонная направляющая дистанцирована от базовых направляющих, инструментальная головка связана с эталонной и базовыми направляющими посредством управляющей связи, включающей датчики отклонений инструмента относительно эталонной направляющей, устройство сравнения, исполнительный механизм и дополнительно снабжена механизмом тонкой регулировки угла наклона оси инструмента и механизмом прижима инструмента к обрабатываемой направляющей станины.
Эталонная направляющая может быть выполнена в виде эталонной линейки, установленной на направляющих, или в виде излучателя узконаправленного светового луча, а датчики - в виде индикаторов часового типа или приемника светового луча.
Устройство сравнения управляющей связи по одному из вариантов может представлять собой сопоставимые шкалы индикаторов, а ее исполнительным механизмом может являться механизм осевого перемещения инструмента.
В качестве механизма перемещения траверсы может быть использована задняя бабка станка с ее механизмом, установленная на своих направляющих.
Механизм прижима может быть выполнен в виде пружины сжатия, один конец которой контактирует с корпусом инструментальной головки, а другой - с пинолью инструмента.
Дистанцирование эталонной и базовых направляющих с введением управляющей связи позволяет вести обработку методом копирования эталонной поверхности, а перемещать устройство с инструментом по малоизношенным направляющим станка, избегая переноса их погрешностей на обрабатываемые направляющие. Это дает возможность ремонтировать крупногабаритные станины с сокращением срока и повышением качества ремонта. Наличие механизма тонкой регулировки наклона оси инструмента обеспечивает точность, условия и требуемое качество обработки. Механизм прижима устраняет люфты при обработке методом копирования, в том числе при обработке наклонных и вертикальных поверхностей.
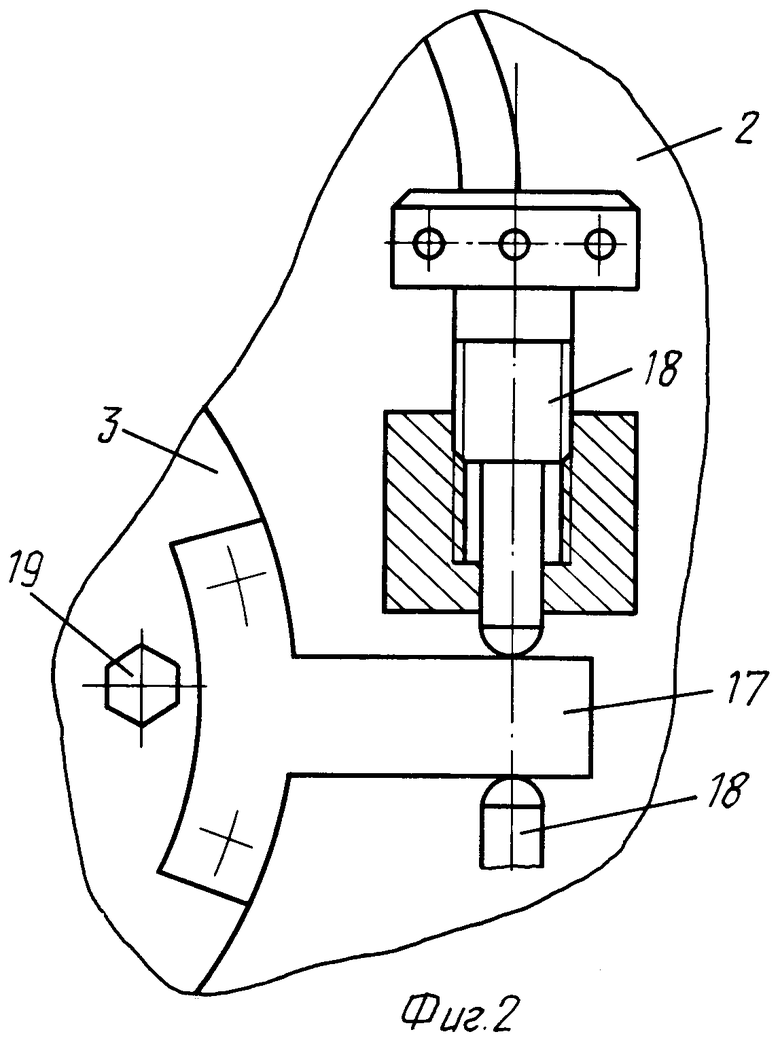
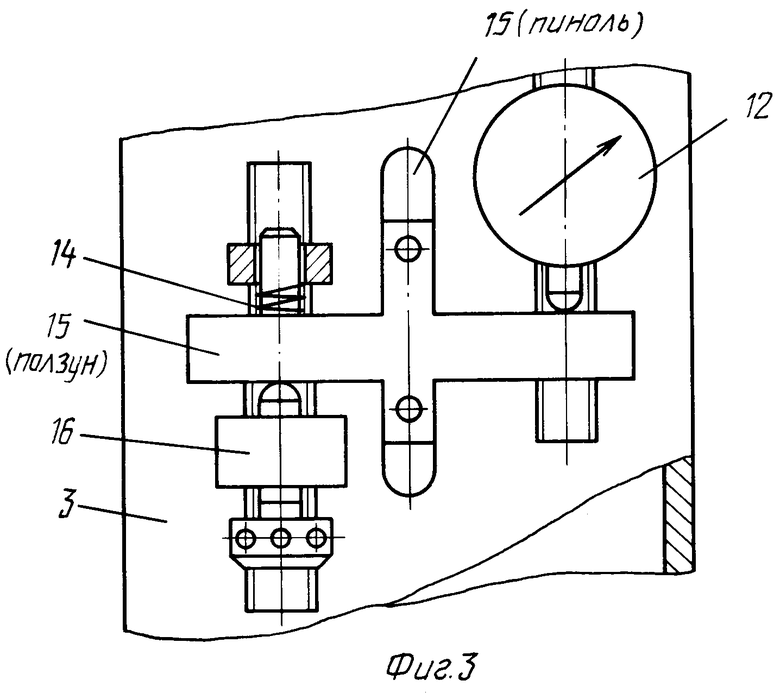
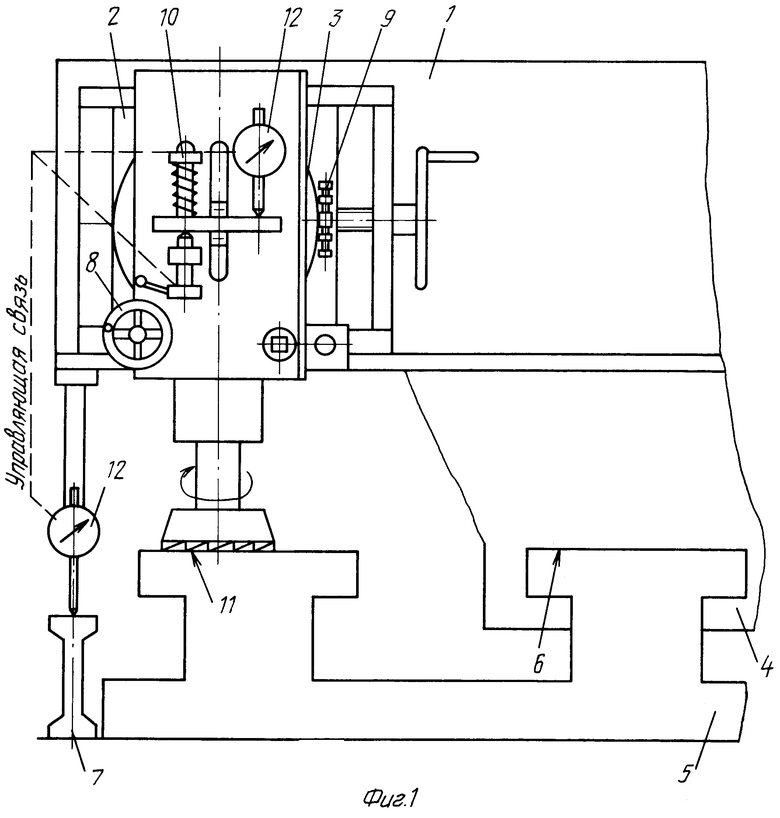
Изобретение поясняется чертежами: фиг.1 - общий вид устройства; фиг.2 - механизм тонкой регулировки наклона оси инструмента; фиг.3 - механизм прижима и тонкой осевой подачи инструмента.
Устройство содержит траверсу 1 с кареткой 2 и инструментальной головкой 3, установленные на подушке задней бабки 4, которая размещена на своих направляющих станины 5, являющихся базовыми направляющими 6, эталонную направляющую линейку 7, механизм 8 осевого перемещения инструмента, механизм 9 тонкой регулировки наклона инструмента, механизм 10 прижима инструмента к обрабатываемым направляющим 11, индикаторы часового типа 12, механизм 13 перемещения траверсы 1 (штатный механизм перемещения задней бабки на чертеже не показан).
Механизм 10 прижима и тонкой осевой подачи инструмента состоит из пружины 14 сжатия, установленной в распор между элементом корпуса головки 3 и ползуном пиноли 15 головки 3, а также регулируемого винтового упора 16. Механизм 9 тонкого регулирования наклона инструмента имеет пространственный шарнир с двумя степенями свободы во взаимно перпендикулярных плоскостях. Регулирующие элементы в одной из плоскостей показаны на фиг.2: упор 17 на головке 3, регулировочные винты 18, установленные в пазах каретки 2, фиксирующие болты 19. Аналогичные элементы имеются для регулировки в другой плоскости.
Устройство позволяет обрабатывать изношенные направляющие станины следующим образом.
Траверсу 1 с кареткой 2 и инструментальной головкой 3 устанавливают на подушке задней бабки 4 на ее малоизношенные направляющие 6 без их предварительной шабровки. Эталонную линейку 7 выставляют относительно обрабатываемых направляющих 11, а один из индикаторов 12, контактирующий с ней, - относительно эталонной линейки 7. Механизмом 9 устраняют наклон оси инструмента во взаимно перпендикулярных плоскостях для исключения отклонения от плоскостности и неравномерной выборки металла торцом инструмента (фрезы), а механизмом 10 подают фрезу на необходимую глубину резания.
Грубая предварительная обработка производится с наклоном фрезы посредством механизма 9, при этом подача осуществляется механизмом 8.
При продольном перемещении бабки 4 по базовым направляющим 6 происходит чистовое финишное фрезерование направляющих 11. Однако базовые направляющие 6 хотя и малоизношены, но также имеют отклонения от прямолинейности и плоскостности. “Наезд” задней бабки 4 на дефект формы направляющих 6 вызывает рассогласование в показаниях индикаторов 12, и оператор, работающий с устройством и выполняющий в данном случае роль главного элемента управляющей связи, перемещает инструмент механизмом 10 на компенсацию возникшего отклонения по показаниям индикатора 12, контактирующего с эталонной линейкой 7.
Установка других головок позволяет обрабатывать закрытые, полузакрытые, открытые направляющие при любом угле наклона их поверхностей. При этом механизм 11 прижима обеспечивает гарантированную глубину обработки с устранением люфтов методом копирования эталонной поверхности.
Вместо эталонной линейки 7 можно применять и другие эталонные базы, например с излучателем узконаправленного луча и приемниками-индикаторами, которые будут осуществлять копирование по лучу, направляющие в виде струны и т.п.
Обработка может быть полностью автоматизирована в случае введения в управляющую связь процессора для выявления и устранения рассогласований при обработке методом копирования.
Опытный образец устройства позволяет обрабатывать фрезерованием изношенные станины крупногабаритных станков типа 1682, 6620, 7А278 на рабочем месте без их демонтажа с обеспечением необходимого качества поверхностей.
Промышленная применимость подтверждается тем, что отдельные узлы устройства применяются в станкостроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ГОРИЗОНТАЛЬНЫХ И/ИЛИ РАСПОЛОЖЕННЫХ ПОД УГЛОМ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2290293C2 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1982 |
|
SU1145917A3 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1981 |
|
SU1223831A3 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАПРАВЛЯЮЩИХ СТАНИН | 1991 |
|
RU2116166C1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
Изобретение относится к области машиностроения, ремонта металлорежущего оборудования. Устройство содержит траверсу, каретку, инструментальную головку с механизмом регулировки отклонений по высоте, установленные с возможностью перемещения по базовым направляющим и возможностью контакта с дистанцированной эталонной направляющей, причем инструментальная головка связана с базовыми и эталонной направляющими посредством управляющей связи, включающей датчики отклонения инструмента от эталонной направляющей, устройство сравнения, исполнительный механизм и механизмы перемещения траверсы и инструмента. Для повышения точности обработки и уменьшения трудоемкости в качестве механизма перемещения траверсы применена задняя бабка станины, установленная на своих направляющих, а инструментальная головка дополнительно снабжена механизмом тонкой регулировки угла наклона оси инструмента, имеющим две степени свободы. Эталонная направляющая может быть выполнена в виде эталонной линейки, датчики отклонений и устройство сравнения выполнены в виде индикаторов часового типа, а исполнительный механизм - в виде механизма осевого перемещения инструмента. Эталонная направляющая выполнена в виде источника узконаправленного светового луча, а датчик отклонений инструмента от эталонной направляющей - в виде приемника светового луча, расположенного в плоскости, перпендикулярной направлению луча. 2 з.п. ф-лы, 3 ил.
| Переносной станок для обработки плоскостей | 1985 |
|
SU1294501A1 |
| Фрезерное приспособление для обработки направляющих станин металлорежущих станков при ремонте | 1946 |
|
SU71347A1 |
| Переносное устройство для обработки направляющих станины станка | 1981 |
|
SU1004017A1 |
| Переносное устройство для обработки направляющих станины | 1987 |
|
SU1551523A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАПРАВЛЯЮЩИХ СТАНИН | 1991 |
|
RU2116166C1 |
| УПЛОТНИТЕЛЬНАЯ СИСТЕМА ДЛЯ ГЕРМЕТИЗАЦИИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2660096C2 |
| НАЛБАНДЯН В.А | |||
| Копировальные устройства для обработки фасонных поверхностей на металлорежущих станках | |||
| - М.: Машиностроение, с.28,29, рис.29а. | |||

