пуансонами и привод 10. Рабочие плоскости 16 центрального пуансона 6 выполнены скошенными к его вертикальной плоскости симметрии 17, Подготовленные древесные частицы подают в бункер 2, дозируют механизмом 3 и перемещают по загрузочным каналам 4 в корпус 5, откуда с помощью центрального пуансона 6 проталкивают в промежуток между нагревательными плитами 9, причем при холостом ходе
1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении многопустотных древесно-стружеч- ных плит.
Цель изобретения - повышение качества плит.,
На чертеже изображено устройство для изготовления древесных плит.
Устройство для изготовления древесных плит содержит станину 1, бункер 2 с дозирующим механизмом 3 и загрузочньми каналами 4, корпус 5 с центральным 6 и боковыми пуансонами (левым 7 и правым 8), нагревательные плиты 9, привод 10 и снабжено узлом 11 подачи защитных составов, выполненным в виде установленных на внутренних пластах 12 нагревательных плит 9 перфорированных пластин 13, одна из которых имеет -отсасывающую ветвь 14, а другая нагревательную 15, причем рабочие плоскости 16 центрального пуансона выполнены скошенными к РГО вертикалной плоскости 17 симметрии, а над нагревательными плитами 9 выполнены изолирующие п-чоскости 18, при этом перфорированные пластины 13 узла подачи защитных составов, боковые пуансоны 7 и 8 и рабочие плоскости 16 центрального пуансона 6 одинаков смещены в вертикальной плоскости, а на наружной «левой стороне центрального пуансона 6 смонтирован направляющий ролик 19.
Устройство работает следующим образом.
центрального пуансона срабатывают боковые левый 7 и правый 8 пуансоны. Аммиак через нагревательную ветвь 15 и правую перфорированную пластину 13 подают к прессуемому ковру, а через левую пластину 13 посредством ветви 14 отсасывают из ковра. В результате обеспечивается ускоренное отверждение связующего и связывание формальдегида с образованием нетоксичных соединений свободного формальдегида. 1 ил.
Подготовленные древесные частицы подают в бункер 2, дозируют механизмом 3 и перемещают по загрузочным каналам 4 в корпус 5, откуда с помощью центрального пуансона 6 проталкивают в промежуток между нагревательными плитами 9, причем при холостом ходе центрального пуансона срабатывают боковые левый 7 и правый
8 пуансоны. Следует отметить, что ступен1 атая форма центрального пуан- сона и смещение боковых пуансонов 7 и 8в вертикальной плоскости обеспечивают прессование таким образом, что
левый и правый слои стружечного ковра подпрессовываются в разных по высоте зонах. Это обеспечивает более высокую прочность плит за счет более плотной подпрессовки ковра. Кроме
TQro, в зоне узла 11 подачи защитных составов постоянно осуществляют подачу под давлением нагретого до 150- 180°С реакционно активного к формальдегиду газообразного теплоносителя,
например аммиака. Аммиак через нагревательную ветвь 15 и правую перфорированную пластину 13 подают к прессуемому ковру, а через левую пластину 13 посредством ветви 14 отсасывают из ковра. В результате чего обеспечивается ускоренное отверждение , связующего и связывание формальдегида с образованием нетоксичных соединений свободного формальдегида. Изолирующие плоскости 18 исключают утечку тепла из зоны прессования.
Предлагаемое устройство позволяет повысить качество плит за счет сниже312980824
ния их токсичности и повышения проч- что, с целью повышения качества ности,плит, центральный пуансон выполнен
ступенчатым со скошенными внутрь
Формула изобретения рабочими поверхностями, боковые пус ансоны смещены в вертикальной плосУстройство для изготовления дре- кости друг относительно друга и сим- весных плит, включающее станину, метрично по отношению к рабочим бункер с дозирующим механизмом и плоскостям центрального пуансона, а загрузочными каналами, корпус с цент- на наружной стороне удлиненной час- ральным и боковыми пуансонами и при- Ш ти центрального пуансона установлен вод, отличающееся тем, направляющий ролик.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Устройство для непрерывного изготовления древесных плит | 1976 |
|
SU648438A1 |
| Пресс экструзионный | 1977 |
|
SU653131A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Установка для изготовления многопустотных древесно-стружечных плит | 1984 |
|
SU1242376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении многопустотных древесно-стружечных плит. Цель изобретения - повышение качества плит. Устройство для изготовления древесных плит включает станину 1, бункер 2 с дозирующим механизмом 3 и загрузочными каналами 4, корпус 5 с центральным 6 и боковыми (Л tc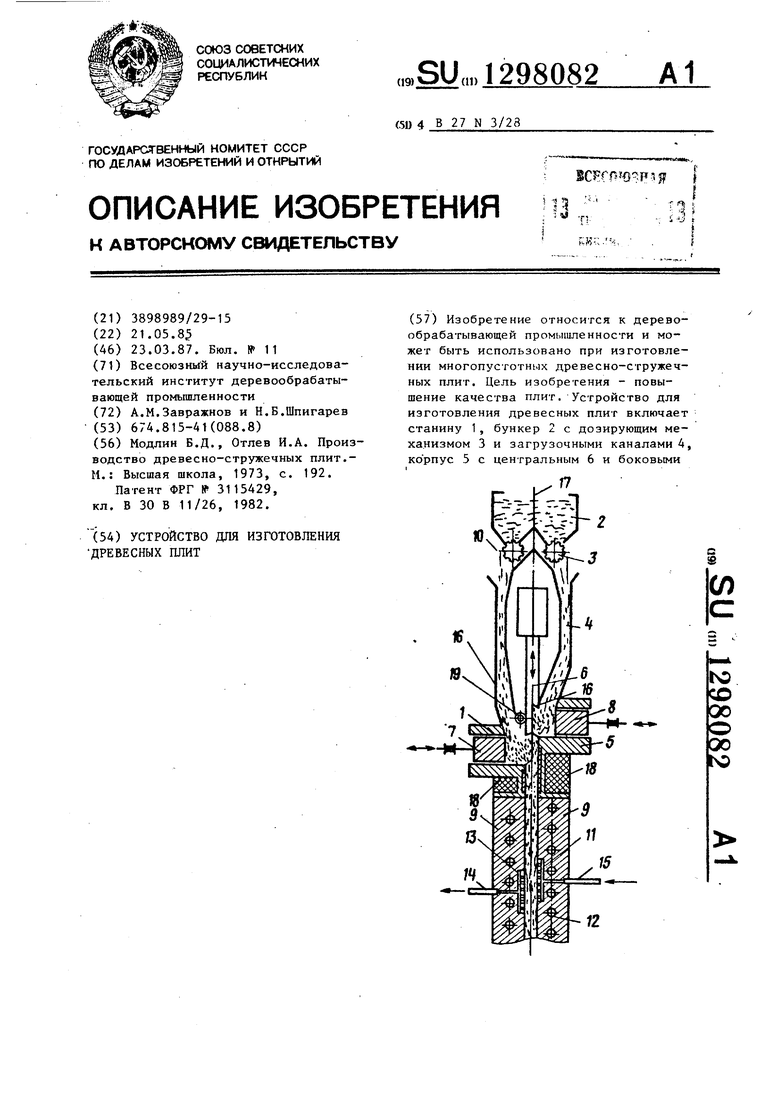
| Модлин Б.Д., Отлев И.А | |||
| Производство древесно-стружечных плит.- М.: Высшая школа, 1973, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Патент ФРГ № 3115429, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
