Изобретение относится к обработке металлов давлением, в частности к ремонту лопаток газотурбинного двигателя (ГТД).
Известен способ восстановления длины пера рабочих лопаток компрессора, изготовленных методом вальцевания и имеющих после эксплуатации выработку по высоте пера до 1 мм, по которому длина лопатки восстанавливается удлинением пера при вальцовке за счет использования допуска по толщине лопатки (Новые технологические процессы и надежность ГТД, 1981, М., ЦИАМ, Бюллетень №1 (25), с.15-16).
Известный способ вальцевания не обеспечивает качество ремонта лопаток, т.к. невозможно достигнуть сохранения усталостных характеристик лопатки. В известном способе не определена зона усталостных поломок, поэтому не известно, на каком расстоянии от хвостовика лопатки начинается ее обжатие вальцовочными валками. При этом возможно начало вальцевания в зоне усталостных поломок и, как следствие, снижение усталостных характеристик из-за возникновения объемных внутренних напряжений. Работоспособность лопаток, изготовленных по известному способу, не обеспечивает эксплуатационных характеристик.
Наиболее близким по технической сущности является способ ремонта лопаток ГТД удлинением пера под последующую механическую обработку торца путем вальцевания в направлении конца пера между парой валков, имеющих профиль рабочих участков, соответствующих профилю спинки и корыта, а затем подвергают механической обработке (патент США №4095451, В 21 К 3/04, 1977).
Задачей изобретения является улучшение качества ремонта лопаток ГТД за счет сохранения усталостных характеристик, позволяющего сохранение их работоспособности во время эксплуатации.
Задача решается за счет того, что в способе ремонта лопаток газотурбинного двигателя удлинением пера под последующую механическую обработку торца путем вальцевания в направлении конца пера между парой валков, имеющих профиль рабочих участков, соответствующих профилю спинки и корыта, вальцевание начинают после зоны усталостных изломов, определенной усталостными испытаниями.
Экспериментально установлено, что ремонт лопаток по известному способу (по прототипу) снижает усталостные характеристики из-за возникновения объемных внутренних напряжений в зоне усталостных поломок. Был изготовлен соответствующий инструмент, которым осуществляли холодную вальцовку партии ремонтных лопаток компрессора ГТД от сопряжения хвостовика пера. Исследования показали наличие внутренних напряжений в зоне усталостных поломок, а усталостные испытания показали снижение усталостных характеристик (по пределу выносливости - σ-1) лопаток. Для того чтобы исключить снижение усталостных характеристик лопаток, необходимо воспроизводить техпроцесс ремонта таким же образом, как при изготовлении лопаток.
Определение зоны усталостных поломок изломов известно. Усталостные испытания лопаток проводят при изгибных колебаниях по симметричному циклу на вибродинамическом стенде типа ВЭДС-400А при температуре 20°С. База испытаний лопаток - 20·106 циклов. Показатели испытаний (предел выносливости, например, для стали ЭИ 787 ВД σ-1=22-38 МПа·10-1 (кгс/мм2) - в зависимости от схемы изготовления лопаток, базу испытаний (цикл), температуру (°С) и размер зоны усталостных поломок - 1 (мм)) заносят в отчет.
Вальцовку ремонтных лопаток начинают после зоны усталостных поломок. При этом сохраняются усталостные характеристики лопатки: σ-1=22-38 МПа·10-1 (кгс/мм2).
Для повышения работоспособности лопатки стремятся свести к минимуму механическую обработку, проводя термическую обработку в вакууме или в защитных средах или даже отказываясь от высокотемпературной обработки (Т.А. Гордеева, И.П. Жегина. Анализ изломов при оценке надежности материалов. - М.: Машиностроение, 1978, с.84).
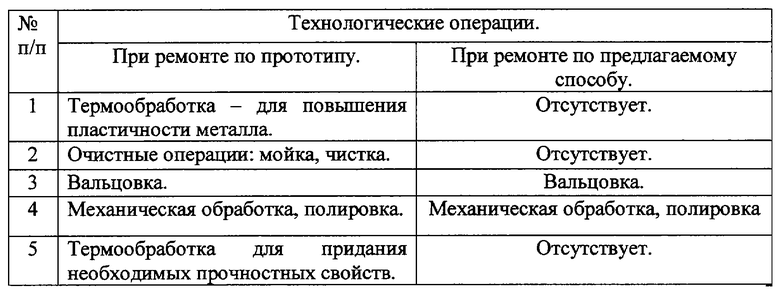
Ремонт лопаток по прототипу включает термическую обработку (установлено экспериментально). В предлагаемом изобретении при ремонте лопаток исключают операции термообработки. Сравнительные данные представлены в таблице.
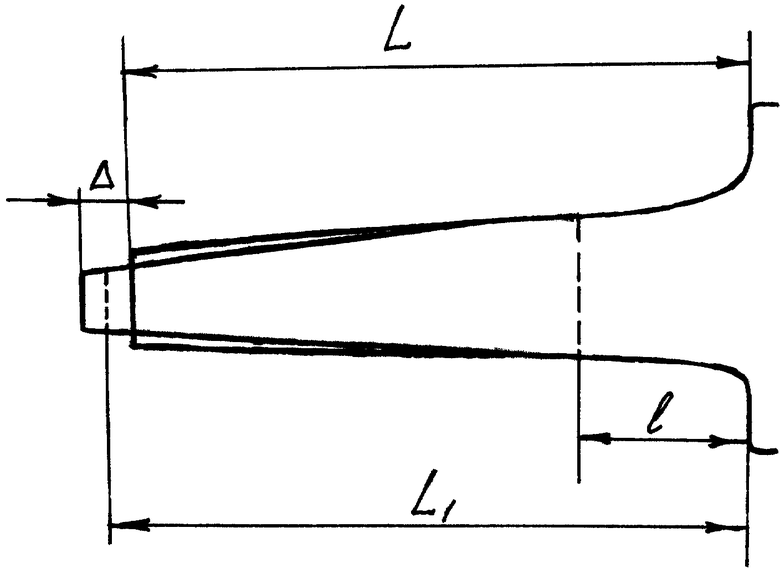
На чертеже показана лопатка, предназначенная для ремонта предложенным способом.
Ремонт лопаток ГТД осуществляют следующим образом.
Берут ремонтную компрессорную лопатку длиной L, мм. На расстоянии 1 (размер 1 - берут из отчета) от хвостовика лопатки осуществляют ее вальцевание в направлении конца пера между парой валков, имеющих профиль рабочих участков, соответствующих профилю спинки и корыта (не показано). Замер длины лопатки после вальцевания показал, что размер лопатки увеличился на величину Δ, где Δ - удлинение пера лопатки, мм.
После механической обработки торца пера лопатку получают размером L1, мм (в пределах допуска по длине). Предел выносливости σ-1 не изменился.
Пример конкретного осуществления
Ремонтируют компрессорную лопатку длиной 99,53 мм из стали ЭИ 787 ВД. Износ лопатки по торцу составил 0,47 мм. Предел выносливости σ-1=22 МПа·10-1 (кгс/мм2). Размер зоны усталостных поломок (1=6 мм) берут из отчета. Вальцевание осуществляют после зоны усталостных поломок в направлении конца пера лопатки между парой валков, имеющих профиль рабочих участков, соответствующих профилю спинки и корыта.
Замер длины лопатки после вальцевания показал, что размер лопатки увеличился на величину Δ=0,7 мм.
После механической обработки торца пера лопатку получают размером L1=100 мм (в пределах допуска по длине).
Предел выносливости σ-1=22 МПа·10-1 (кгс/мм2) не изменился.
За счет сохранения усталостных характеристик улучшается качество ремонта лопаток ГТД при значительном снижении трудоемкости, а также сохранение их работоспособности во время эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ РЕМОНТА ПЕРА ЛОПАТКИ | 2003 |
|
RU2240215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2094486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2422257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
Изобретение относится к обработке металлов давлением, в частности к ремонту лопаток газотурбинного двигателя (ГТД). В способе ремонта лопаток газотурбинного двигателя вальцевание начинают после зоны усталостных изломов, определенной усталостными испытаниями. Обеспечивается улучшение качества ремонта лопаток ГТД. 1 ил., 1 табл.
Способ ремонта лопаток газотурбинного двигателя удлинением пера под последующую механическую обработку торца путем вальцевания в направлении конца пера между парой валков, имеющих профиль рабочих участков, соответствующих профилю спинки и корыта, отличающийся тем, что вальцевание начинают после зоны усталостных изломов, определенной усталостными испытаниями.
| US 4095451 A, 20.06.1978 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| RU 99114134 A, 27.04.2001 | |||
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| ФИЛЬТРАЦИЯ ЛОЖНЫХ ТРЕВОГ ПОЛУПОСТОЯННОГО ПЛАНИРОВАНИЯ | 2009 |
|
RU2449508C1 |
