Изобретение относится к области машиностроения, а именно к способам повышения износостойкости инструмента магнитной обработкой.
Известен способ изготовления инструмента по а.с. СССР №468707, включающий его циркуляционное намагничивание импульсным магнитным полем путем пропускания тока через проводник, размещенный вблизи инструмента. В результате воздействия импульсным магнитным полем в металле инструмента происходят изменения структуры. Структурные изменения приводят к повышению износостойкости и долговечности инструмента. Для эффективного использования этого способа упрочнения необходимо для каждого типоразмера инструмента подбирать опытным путем режимы обработки и параметры проводника.
Известен также способ упрочнения инструмента, в котором магнитную обработку осуществляют циркуляционным намагничиванием путем пропускания через инструмент импульсов электрического тока (Г.Г.Сибгатулин, П.Н.Токранов, Л.В.Чоки. Упрочнение режущего инструмента при воздействии импульсным током. Приложение к журналу “Авиационная промышленность”, №3, 1982, стр.31). При пропускании импульсного тока непосредственно через инструмент его поверхностный слой подвергается интенсивному воздействию электрическим и магнитным полями. В результате изменяются структура и субструктура металла и связанные с ними служебные свойства инструмента: износостойкость, теплостойкость и прочность. Недостатком способа является то, что при прохождении сильного импульсного тока в местах контакта появляются прижоги поверхности, ухудшающие качество инструмента. Кроме того, при искрении искажается форма импульса тока, что также ухудшает эффективность обработки.
Наиболее близким по технической сущности, принятым заявителем за прототип, является способ, при котором магнитную обработку также осуществляют циркуляционным намагничиванием, путем пропускания через инструмент импульсного электрического тока (“Вестник машиностроения”, 2003 г., №1, с.29-33). Для того чтобы исключить негативные последствия от прижогов в месте контакта, предлагается упрочнение импульсным током производить перед заточкой.
Недостатком этого предложения является то, что в процессе заточки также могут появиться прижоги поверхности и остаточные напряжения от воздействия абразивного инструмента. Также этот способ не исключает негативные последствия от искажения формы импульса тока, ухудшающего эффективность обработки.
Предлагаемым изобретением решается задача повышения эффективности упрочняющей обработки и качества инструмента за счет улучшения коммутации электрического тока при его импульсном воздействии.
Поставленная задача решается следующим образом. В способе упрочнения инструмента магнитной обработкой циркуляционным намагничиванием, путем пропускания электрических импульсов через инструмент, электрические импульсы подводят к инструменту через расплав легкоплавкого металла. В качестве легкоплавкого металла предлагается использовать сплавы Вуда.
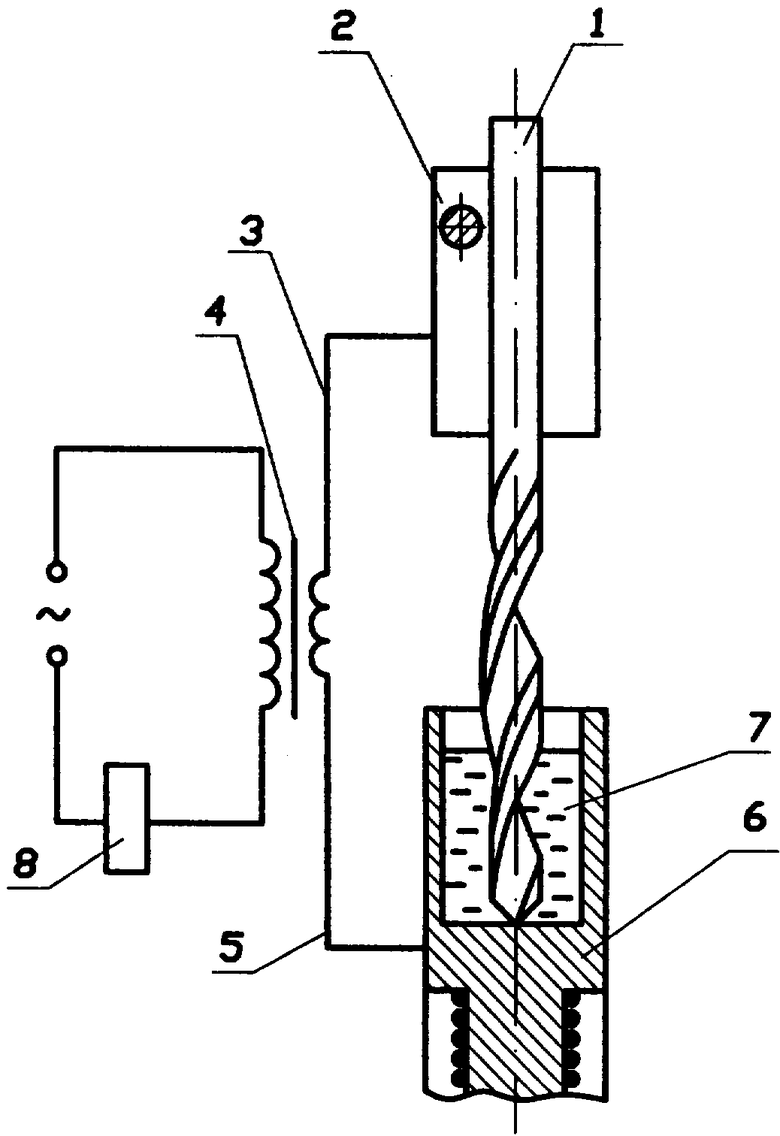
Предлагаемый способ поясняется чертежом, на котором изображена схема подвода электроимпульсов к обрабатываемому инструменту.
Крепежная часть инструмента 1 закрепляется в зажиме 2, который соединен с шиной 3 низковольтного трансформатора 4, другая шина 5 трансформатора 4 соединена с обогреваемой емкостью 6, в которой находится легкоплавкий метал 7 в расплавленном состоянии. Режущую часть инструмента 1 опускают в расплав металла 7 на глубину не менее величины сечения инструмента. Трансформатор 4 подключен к системе питания электротоком через аппаратуру 8 управления подачи импульсов. В качестве легкоплавкого материала использованы сплавы Вуда, имеющие низкую температуру плавления, а также они в расплавленном состоянии адсорбционно-активны к сталям и способны изменять дислокационное состояние поверхности.
Способ осуществляется следующим образом. Инструмент 1 закрепляют в зажиме 2 и опускают его рабочую часть в емкость 6 с предварительно расплавленным металлом 7. Через трансформатор 4 с помощью аппаратуры управления электроимпульсы подаются по шинам 3, зажимам 2, через расплавленный металл 7 в емкости 6 к инструменту 1. Так как расплав металла имеет хороший контакт, ионно-электронные связи и обладает лучшей, чем инструмент, проводимостью, то пригара на поверхности во время прохождения импульсов не образуется. Проходя через материал, склонный к структурным и фазовым превращениям, каким является материал инструмента - быстрорежущие инструментальные стали и твердые сплавы, электрические импульсы и возбуждаемое ими магнитное поле действуют прежде всего на элементы структуры со скоплениями дислокации, примесных атомов, точечных дефектов, вакансий и других дефектов. Происходит перестройка дислокационной структуры, которая впоследствии приводит к структурным изменениям, связанным с дальнейшим дисперсионным твердением. Взаимодействие расплава сплава Вуда с поверхностным слоем металла инструмента усиливает дислокационное возбуждение в поверхностном слое, способствующее упрочнению. Для предотвращения разупрочнения энергия импульса (величина тока, продолжительность, количество импульсов) задается таким образом, чтобы не было разогрева металла инструмента.
Экспериментальная проверка инструмента, обработанного при одинаковых режимах циркуляционного намагничивания показала:
- наличие прижогов на поверхности инструмента при подводе тока через твердый токопровод;
- отсутствие прижогов на поверхности инструмента при подводе тока через расплав металла;
- повышение износостойкости инструмента в 0,8-1,2 раза, обработанного в расплаве сплава Вуда, по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатых сверл | 1988 |
|
SU1547953A1 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ОКСИДОВ МЕТАЛЛОВ И ГЕНЕРАТОР ИМПУЛЬСНОГО НАПРЯЖЕНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2330808C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ МИКРОСТРУКТУРИРОВАННОГО КАРБИДА ТИТАНА НА ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2015 |
|
RU2603751C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580267C1 |
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580268C1 |
Изобретение относится к области машиностроения, а именно к способам повышения износостойкости инструмента магнитной обработкой. При упрочнении инструмента магнитной обработкой циркуляционным намагничиванием путем пропускания электрических импульсов через инструмент электрические импульсы подводят к инструменту через расплав легкоплавкого металла. В качестве легкоплавкого металла используют сплавы Вуда. Изобретение позволяет повысить износостойкость инструмента в 0,8-1,2 раза. 1 з.п. ф-лы, 1 ил.
| Вестник машиностроения | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ УПРОЧНЕНИЯ ИМПУЛЬСНЫМИ ЭЛЕКТРИЧЕСКИМИ РАЗРЯДАМИ | 1988 |
|
RU1732561C |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА | 1992 |
|
RU2009210C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2186129C2 |
| УСТАНОВКА ДЛЯ МАГНИТНОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2022749C1 |

