Изобретение относится к средствам неразрушающего контроля и может быть использовано при выявлении дефектов деталей, имеющих малую контактную поверхность, в том числе и деталей малых габаритов в любой отрасли машиностроения.
Известен полуавтоматический магнитный дефектоскоп по а.с. №748230 от 7.07.78 г., содержащий станину с размещенными на ней устройством для транспортировки контролируемых деталей, устройством для зажима деталей, устройством для намагничивания с контактами токоподвода, магистраль подачи суспензии.
Недостатком известного полуавтоматического магнитного дефектоскопа является то, что при зажиме и намагничивании контролируемых деталей со сложной поверхностью и деталей малых габаритов при протекании тока через деталь, в месте контакта с контролируемой деталью ввиду большой плотности тока происходит прижог, нарушающий однородность структуры и механических свойств материала контролируемой детали.
Технической задачей изобретения является повышение однородности структуры и механических свойств материала контролируемой детали за счет исключения прижога.
Технический результат достигается за счет того, что в магнитном дефектоскопе, содержащем станину, на которой размещены устройство зажима, катушки намагничивания, контакты токоподвода, бак с магнитной суспензией и магистралью ее подачи, зажим детали и токоподвод осуществляется с помощью приспособления, установленного на устройстве зажима детали и состоящего из корпуса, внутри которого со стороны контролируемой детали выполнена полость, заполненная пластичным токопроводящим материалом.
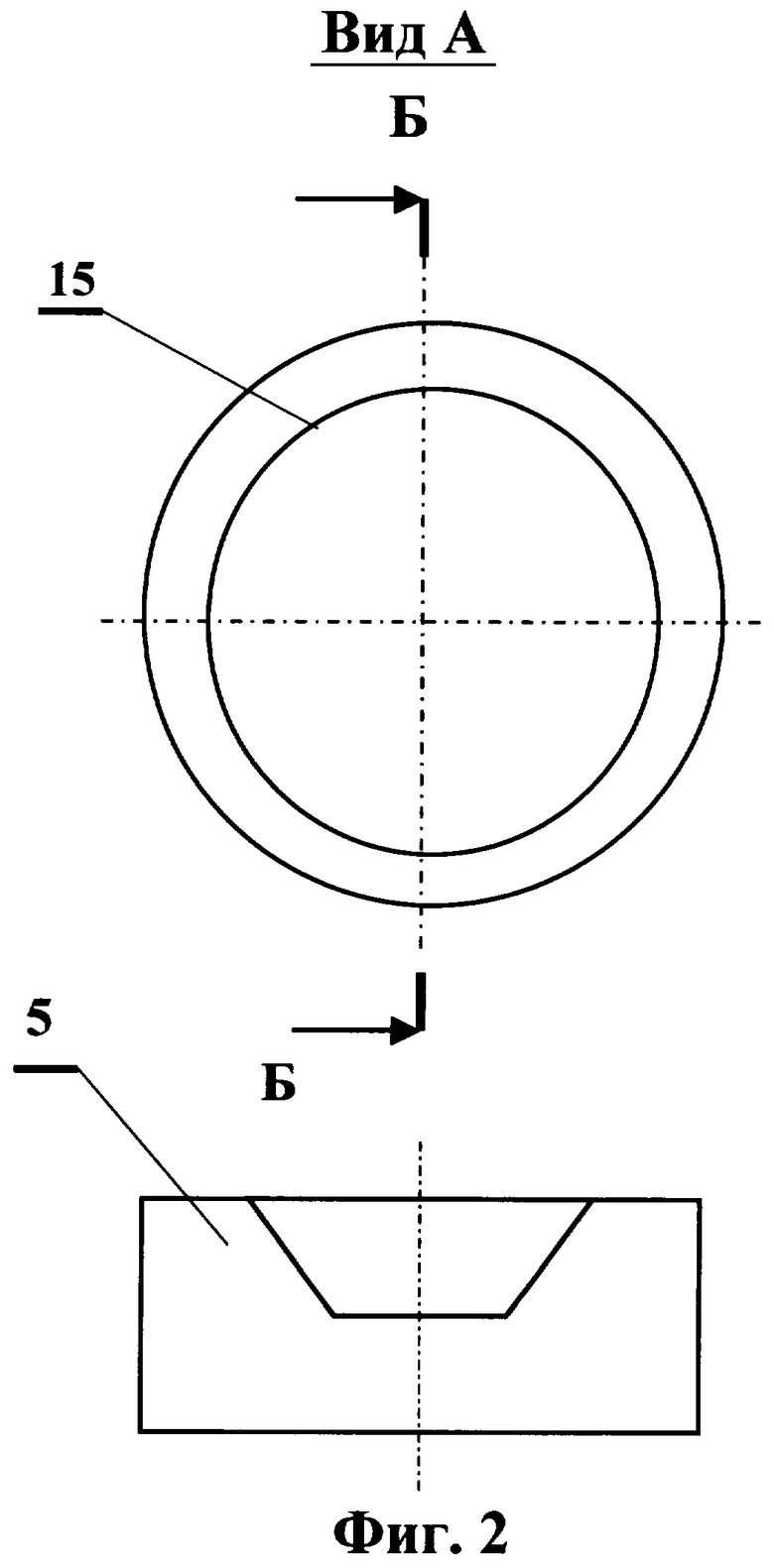
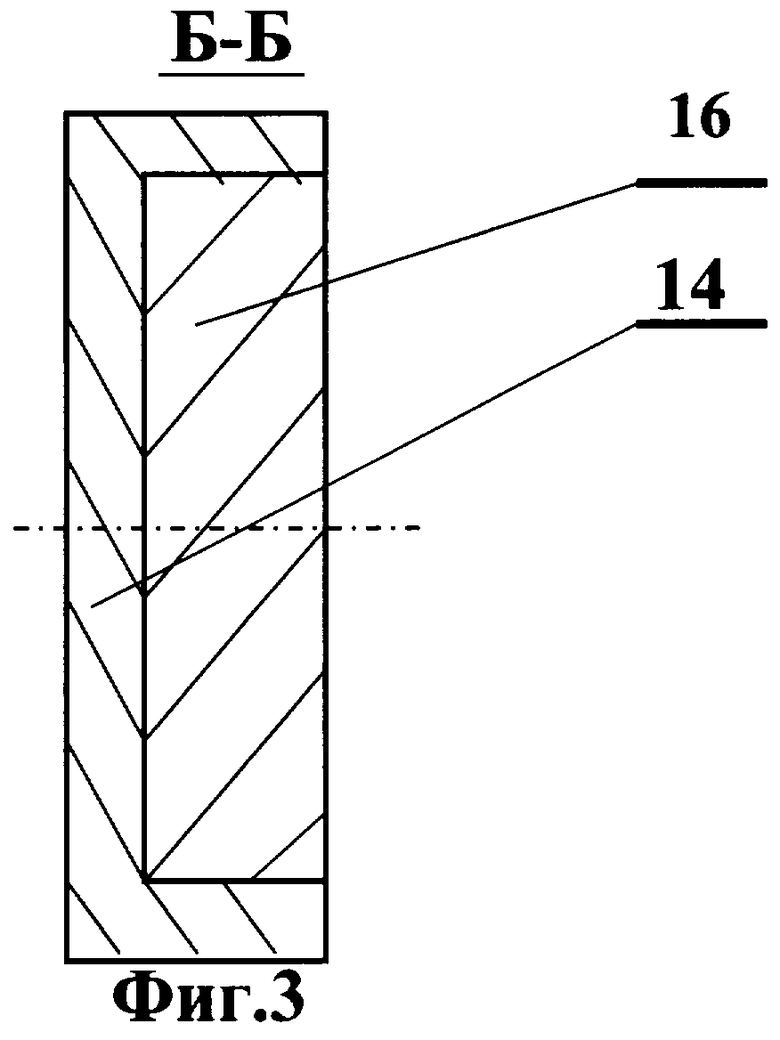
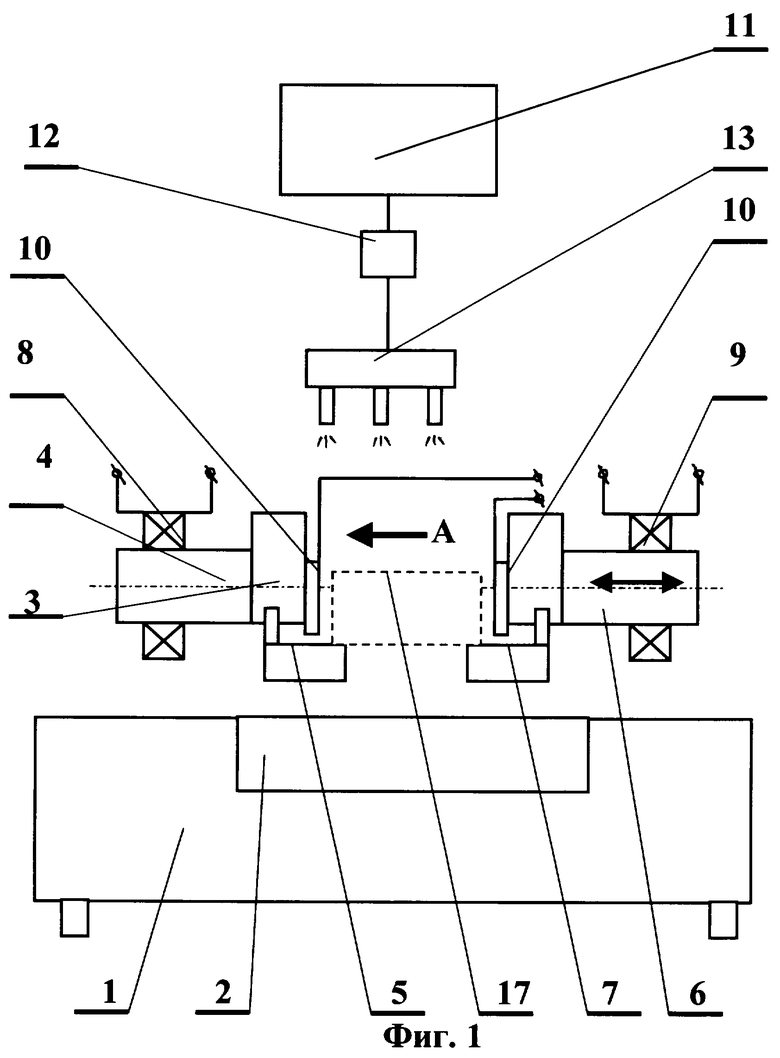
На фиг.1 изображен общий вид дефектоскопа магнитного; на фиг.2 - вид А фиг.1; на фиг.3 - разрез Б-Б фиг.2.
Магнитный дефектоскоп содержит станину 1 с емкостью 2 (фиг.1). На станине 1 установлено устройство зажима, состоящее из неподвижной опоры 4 с ложементом 5, подвижной опоры 6 с приводом (не показан) и ложементом 7. На ложементах 5, 7 установлены намагничивающие катушки 8 и 9, подключенные к источнику питания (не показан), и приспособления 10, подключенные к источнику питания (не показан). Над устройством зажима детали 3 установлен бак 11 с клапаном 12 и устройством полива 13. Приспособление 10 состоит из корпуса 14 с внутренней полостью 15, которая заполнена пластичным токопроводящим материалом 16. Контролируемая деталь 17 устанавливается на ложементы 5, 7.
Магнитный дефектоскоп работает следующим образом.
Перед началом работы контролируемую деталь 17 устанавливают на ложементы 5, 7. Бак 11 наполняют магнитной суспензией.
Включают привод перемещения опоры 6, контролируемая деталь 17 зажимается между приспособлениями 10. Включают питание катушек 8, 9 и одновременно подводится напряжение к приспособлениям 10. Происходит намагничивание контролируемой детали 17. Одновременно с намагничиванием включается клапан 12 и магнитная суспензия из бака 11 поступает в устройство полива 13. Затем отключают питание катушек 8, 9 и отключают напряжение между приспособлениями 10, клапан 12 выключается, магнитная суспензия из бака 11 перестает поступать на контролируемую деталь 17. Включают привод перемещения (не показан) опоры 6, контролируемая деталь 17 разжимается.
Намагниченная и покрытая магнитной суспензией контролируемая деталь 17 готова к контролю.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический магнитный дефектоскоп | 1978 |
|
SU748230A1 |
| Установка для магнитопорошковой дефектоскопии колец подшипников | 2024 |
|
RU2828161C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1973 |
|
SU399778A1 |
| Устройство для контроля колесных пар вагонов | 1988 |
|
SU1539646A1 |
| Магнитный дефектоскоп | 1984 |
|
SU1221577A1 |
| СПОСОБ НАНЕСЕНИЯ СУСПЕНЗИИ В МАГНИТОПОРОШКОВОМ КОНТРОЛЕ | 1991 |
|
RU2024014C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1969 |
|
SU242470A1 |
| Магнитный дефектоскоп | 1972 |
|
SU447604A1 |
| Установка для контроля методом магнитной дефектоскопии деталей,имеющих форму тел вращения | 1978 |
|
SU903754A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
Изобретение относится к области неразрушающего контроля. Технический результат: повышение однородности структуры и механических свойств материала контролируемой детали за счет исключения прижога. Сущность: дефектоскоп содержит станину, на которой размещены устройство зажима, катушки намагничивания, контакты токоподвода, бак с магнитной суспензией и магистралью ее подачи. В устройстве зажима на концах обеих опор установлено приспособление в виде корпуса с внутренней полостью со стороны контактной поверхности с контролируемой деталью. Полость заполнена пластичным токопроводящим материалом. 3 ил.
Магнитный дефектоскоп, содержащий станину, на которой размещены устройство зажима, катушки намагничивания, контакты токоподвода, бак с магнитной суспензией и магистралью ее подачи, отличающийся тем, что в устройстве зажима на концах обеих опор установлено приспособление в виде корпуса с внутренней полостью со стороны контактной поверхности с контролируемой деталью, заполненной пластичным токопроводящим материалом.
| Полуавтоматический магнитный дефектоскоп | 1978 |
|
SU748230A1 |
| Магнитный дефектоскоп | 1979 |
|
SU813242A1 |
| Магнитный дефектоскоп | 1956 |
|
SU107208A1 |
| GB 1534968 A, 06.12.1978. | |||

